A Technical Guide to Mastering Blow-Up Ratios, Mold Engineering, and Thermal Conditioning in Large-Diameter Container Production
1. Introduction: The Industrial Shift to Wide-Mouth PET Jars
In the contemporary packaging landscape, the wide-mouth jar has transcended its traditional role. Once dominated by heavy, breakable glass, categories such as premium food (nut butters, honey, organic preserves), high-end cosmetics (luxury creams, body butters), and sports nutrition (protein powders, supplements) are aggressively transitioning to Injection Stretch Blow Molding (ISBM) produced PET containers. This shift is driven by a triad of advantages: crystal-clear aesthetics, significant weight reduction for logistical savings, and the inherent safety of shatter-proof materials.
However, from a manufacturing standpoint, the production of a wide-mouth jar—typically defined as having a neck diameter exceeding 50mm—is a completely different engineering challenge than producing a standard narrow-neck beverage bottle. While a 28mm soda bottle is a “solved” commodity problem, a 110mm bulk food jar pushes the physical limits of polymer science and mechanical design. Manufacturers often face daunting hurdles: uneven wall thickness, haze in thick-walled sections, and the dreaded “radial bottleneck.” Understanding the nuances of mold engineering E blow-up ratios is not just helpful; it is the prerequisite for a successful, high-ROI production line.
2. The Physics of Blow-Up Ratio (BUR): Overcoming the Radial Bottleneck
To master wide-mouth jar production, one must first understand the Blow-Up Ratio (BUR). BUR is the mathematical relationship between the dimensions of the injection-molded preform and the final dimensions of the blown container. It is typically split into two vectors: Axial Stretch (lengthwise) and Hoop/Radial Stretch (widthwise).
The Wide-Mouth Paradox
In standard ISBM, we want to maximize the stretch to induce “Biaxial Orientation,” which aligns the PET polymer chains to create strength and clarity. However, wide-mouth jars present a physical paradox: The larger the neck, the wider the preform must be. The wider the preform, the less room there is to stretch it radially.
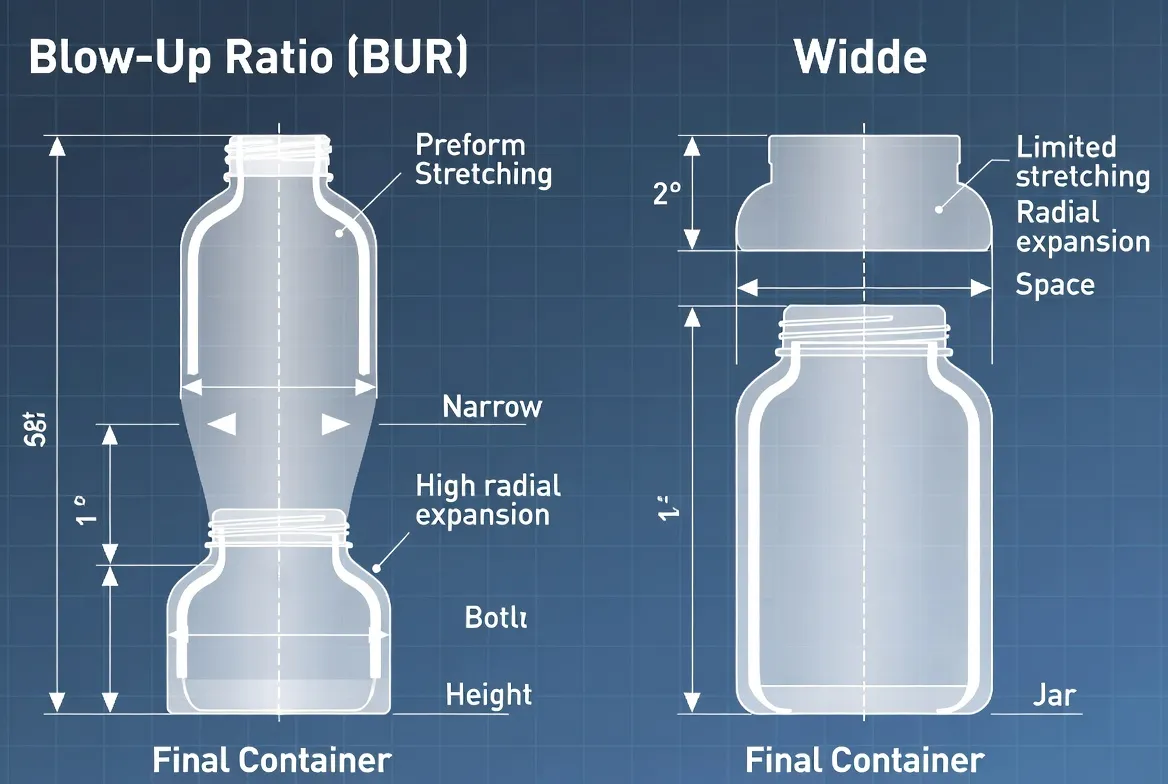
If a preform for an 80mm jar is already 75mm wide, the radial stretch is minimal. Without sufficient radial expansion, the polymer chains remain unoriented, resulting in a container that lacks structural rigidity, possesses poor top-load strength, and is prone to “creeping” under pressure or heat. At ISBMSolution, our engineering approach solves this by utilizing advanced preform geometry. By designing preforms with a “stepped” or “tapered” body, we allow for a narrower preform body relative to the large neck, reclaiming the radial stretch needed to ensure the jar is as strong as it is clear.
3. Mold Engineering for Large-Diameter Jars: Gates, Clamps, and Cooling
Mold design for wide-mouth jars requires a departure from standard bottle engineering. The large surface area of the container base and the volume of material involved necessitate specialized mechanical solutions.
Injection Gate Design and Melt Flow
Because wide-mouth preforms are inherently voluminous, the molten PET must travel a greater distance within the injection cavity. Poor gate design leads to “Cold Slugs” or “Flow Marks” near the base. High-performance wide-mouth molds utilize specialized hot-runner systems with oversized gates to ensure rapid, laminar flow. This minimizes shear stress on the polymer, preventing the “gate vestige” from becoming a point of structural weakness or visual blemish on the final jar.
The Challenge of Clamping Tonnage
The physics of blowing a wide-mouth jar involve immense forces. If you are blowing a jar with a 100mm base at 30 bar of pressure, the force attempting to push the mold halves apart is significantly higher than that of a narrow water bottle. Standard machines often suffer from “Mold Opening” during the blow cycle, resulting in unsightly “flash” (excess plastic) on the parting line. ISBM machines designed for wide mouths feature high-rigidity clamping units and often incorporate pressure-compensation systems to maintain a hermetic seal throughout the cycle.
Conformal Cooling Water Circuits
Wide-mouth cosmetic jars often feature extremely thick bases to mimic the feel of luxury glass. Cooling these thick sections uniformly is vital. Modern molds utilize Conformal Cooling water circuits—3D-printed or precision-machined channels that follow the exact contour of the jar base. This prevents “sink marks” and reduces cycle times by as much as 15% compared to traditional straight-line cooling channels.
4. Thermal Management: Conditioning Thick-Walled Preforms
A frequent complaint in wide-mouth production is “haze” or “milkiness” in the jar body. This is almost always a thermal management issue. Thick preforms (often 4mm to 7mm thick) act as thermal insulators. If the outside of the preform is at the ideal blowing temperature, the core may still be too hot, or the inside too cold.
The Conditioning Station Advantage

In One-Step ISBM, the Conditioning Station is the secret to success for wide-mouth jars. Unlike Two-Step systems that struggle to reheat thick preforms evenly with infrared lamps, the One-Step process takes a preform that is still warm from the injection stage and “conditions” it. Internal and external heating/cooling elements equalize the temperature through the entire thickness of the PET wall. This prevents thermal crystallization (turning white) and ensures that the material is in the perfect thermoplastic state for biaxial orientation, resulting in glass-like transparency even in heavy-wall luxury jars.
5. Unmatched Neck Precision: The Sealing Advantage
For wide-mouth containers, the sealing surface is the most critical dimension. Whether it is an induction liner for peanut butter or a high-end gasket for a face cream, the seal depends on the planarity E roundness of the neck finish. In jars with large openings, even a 0.2mm deviation can lead to leakage or product oxidation.
Injection Molding vs. Trimming

In Extrusion Blow Molding (EBM), the neck is often trimmed or reamed, creating particulates and leaving a rough sealing surface. In Two-Step SBM, the neck can sometimes distort during the intense reheating process. One-Step ISBM injection-molds the neck to final dimensions in the first station. Because the neck is never reheated to its melting point again, it maintains micrometer-level precision. This ensures that every jar has a perfectly flat “land area” for induction sealing, providing 100% leak-proof security for high-value contents.
6. ROI and Machine Selection: Balancing Cavitation and Flexibility
When investing in an ISBM machine for wide-mouth jars, the Return on Investment (ROI) is determined by how you balance Cavitation (number of jars produced per cycle) with Machine Tonnage E Flexibility.
| Consideration | ISBM Solution Strategy |
|---|---|
| Space Constraints | Large jars require more space between cavities. High-tonnage machines allow for multi-cavity wide-mouth molds without compromising clamping pressure. |
| Quick Changeovers | One-Step machines allow for faster mold swaps, enabling a single machine to produce 500ml jars in the morning and 2L bulk containers in the afternoon. |
| Scrap Reduction | Integrated “Zero-Scuff” handling prevents the micro-scratches that cause rejects in high-end cosmetic jar production. |

Mastering the Wide-Mouth Challenge
Production of world-class wide-mouth jars requires more than just a machine; it requires an engineering partnership that understands the delicate balance of preform design, blow-up ratios, and heat management. At ISBMSolution, we provide the technical expertise to turn your complex packaging designs into high-yield, high-precision reality.