PET Bottle Manufacturing: Complete Step-by-Step Process Guide
PET — polyethylene terephthalate — is the world’s most widely used packaging polymer for liquid food and beverage containers. Its combination of optical clarity, chemical resistance, mechanical strength, and recyclability makes it the material of choice for water, carbonated drinks, juices, edible oils, pharmaceutical liquids, and personal care products. Yet behind every lightweight, transparent PET bottle is a precisely controlled eight-stage manufacturing process where deviations of a few degrees or milliseconds can mean the difference between a compliant product and a full production reject.
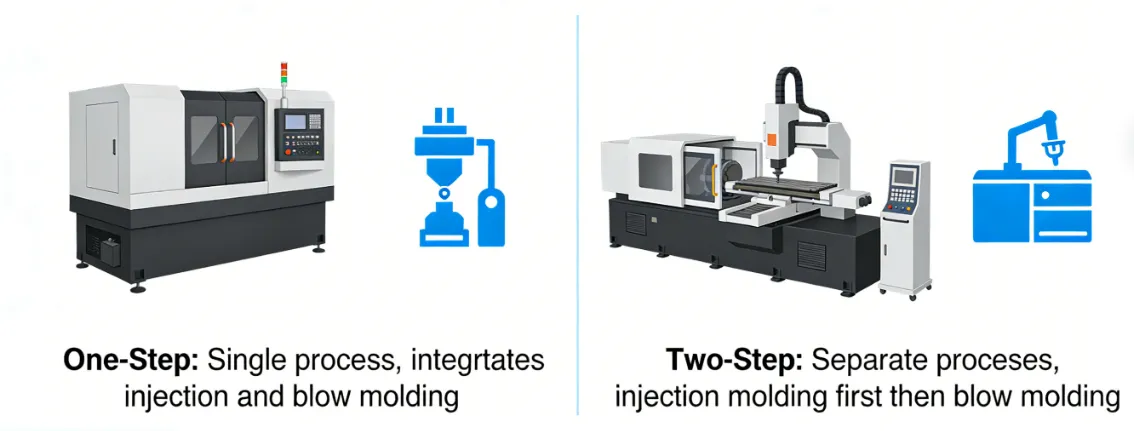
This guide documents the complete PET bottle production chain from raw resin selection through downstream filling compatibility — with the process parameters, quality standards, and engineering principles that govern each stage. For ISBM (injection stretch blow molding) production, stages 3 through 6 occur within a single integrated machine, making the process faster and more energy-efficient than conventional two-stage methods.
Process Overview
PET Bottle Production: 8 Steps at a Glance
Step
Stage
Key Process
Output / Target
01
Raw Material Selection
PET resin grade, IV specification, AA content
IV ≥0.76 dL/g · AA ≤1 ppm
02
Resin Drying
Desiccant drying, dew point control, residence time
Moisture ≤50 ppm
03
Preform Injection Moulding
Plasticisation, fill, hold pressure, cooling
Preform · 270–285°C melt
04
Preform Conditioning
Temperature equilibration across preform wall
95–115°C uniform
05
Stampaggio a soffiaggio estensibile
Biaxial orientation — rod stretch + high-pressure blow
Visual, dimensional, mechanical, barrier, AA tests
Pass / reject decision
08
Packaging & Filling Prep
Conveying, storage, filling line interface
Filler-ready bottle
End-to-End Production Flow
🧪
RESIN
Step 1–2
→
💉
PREFORM
Step 3
→
🌡️
CONDITION
Step 4
→
CORE
💨
BLOW
Step 5
→
❄️
EJECT
Step 6
→
🔬
QC
Step 7
→
🏭
FILL
Step 8
Step 01
Selecting the Right PET Resin Grade
PET resin is not a single standardised material. Bottle-grade, fibre-grade, and film-grade PET differ fundamentally in molecular weight distribution and intrinsic viscosity (IV) — and using the wrong grade is one of the most common root causes of ISBM production defects that cannot be resolved by machine adjustment alone. Resin selection establishes the performance ceiling of the finished bottle before a single parameter is entered into the machine controller.
Three parameters define a PET resin specification for bottle production: intrinsic viscosity (IV), acetaldehyde (AA) content, and colour/transparency grade. Each must be verified against a supplier certificate of analysis before each incoming batch is approved for use.
① Intrinsic Viscosity (IV)
IV value is a direct measure of PET molecular chain length. For ISBM bottle production, the acceptable range is 0.76–0.84 dL/g. Below this range, melt strength is insufficient for controlled biaxial stretching. Above 0.90 dL/g, injection pressures rise to problematic levels.
Water / still beverages 0.76–0.80
Carbonated soft drinks 0.80–0.84
Hot-fill / heat-set 0.80–0.84
Pharmaceutical 0.76–0.80
② Acetaldehyde (AA) Content
AA is a by-product of PET thermal degradation. In food-contact packaging, elevated AA migrates into water or beverages, imparting an off-flavour detectable at concentrations above 20–40 ppb. Regulatory compliance requires incoming resin AA content of ≤1 ppm per FDA 21 CFR and EU Regulation 10/2011.
Compliance Thresholds
Incoming resin: ≤1 ppm AA
Pharmaceutical grade: ≤0.5 ppm AA
Finished bottle (headspace): ≤10 μg/L
③ Colour & Transparency Grade
Standard clear PET bottles require resin with an L* value of ≥85 in the CIELAB colour space and minimal yellowness index (YI). Coloured and opaque bottles use PET-compatible masterbatch pellets that must be thermally stable up to 295°C and approved for food contact.
Clear bottle L* minimum ≥85
Masterbatch heat stability ≥295°C
TiO₂ opaque (typical let-down ratio) 2–5%
♻️
rPET in ISBM Production
Recycled PET (rPET) is increasingly used in bottle production under brand sustainability mandates. However, rPET IV values are typically 0.04–0.08 dL/g lower than virgin equivalents due to chain scission during recycling. Blending at 25–50% rPET content requires process window adjustment — particularly melt temperature and stretch ratio — and food-contact compliance must be confirmed under relevant regulations (EFSA, FDA). ISBM machines with precise temperature control and servo-driven stretch systems are well-suited to rPET blend processing.
Step 02
Drying PET Resin: The Most Critical Preparation Step
PET is highly hygroscopic. Even freshly packaged resin will absorb atmospheric moisture rapidly upon opening — reaching moisture levels of 3,000–4,000 ppm after just a few hours of exposure at typical warehouse humidity. At injection barrel temperatures of 270–295°C, residual water molecules undergo hydrolytic degradation: they cleave PET ester bonds, generating CO₂ gas (which produces visible bubbles), acetaldehyde (which causes off-flavours), and reduced molecular weight (measured as IV drop). The cumulative result is bubbles, haze, and structurally weakened bottles.
No machine parameter adjustment can compensate for inadequately dried resin. This makes Step 2 the single most consequential preparation step in PET bottle production — yet it is also the step most commonly shortcut under production pressure.
Standard PET Drying Protocol — Three-Parameter System
160°C
Drying Temperature
Min 150°C · Max 180°C
Do not exceed — oxidation risk
≥4h
Residence Time
Maximum 6h at temperature
Longer risks thermal oxidation
≤−40°C
Dew Point at Outlet
Measured at hopper air inlet
Monitor continuously
≤50ppm
Target Moisture Content
Verified by Karl Fischer
titration method
✅ Desiccant Dehumidifying Dryer
Recirculates closed-loop dry air through the resin bed, independent of ambient humidity. Achieves and maintains dew point ≤−40°C regardless of season or climate. The industry-standard choice for PET processing.
Recommended for all PET ISBM production
❌ Hot Air Dryer
Blows ambient air heated to drying temperature over the resin. In humid climates or summer conditions, the dew point of inlet air may be +20°C or higher — making it physically impossible to dry PET below 500 ppm regardless of temperature or time.
Not suitable for PET bottle production
Production Practice Reminders
→ Record resin residence time at each shift change — do not assume continuity from previous shift
→ Before holiday shutdowns, clear the hopper or switch to hold mode — do not leave undried resin in a sealed hopper for >8h
→ First batch of each new resin lot must be Karl Fischer tested before production approval — do not rely on supplier certificate alone
→ Replace desiccant beds on schedule — dew point drift above −30°C indicates bed saturation; do not continue production
Step 03
Injection Moulding the Preform
The preform is the intermediate form of the PET bottle — a precision-moulded, thick-walled tube whose geometry determines everything about the finished container. Its wall thickness profile, neck finish dimensions, body OD, and total weight define the material distribution during stretch blowing, the mechanical strength achievable, and the production efficiency of the entire line. In ISBM production, the preform is injection-moulded in Station 1 of the same machine that will blow it — retaining process heat and eliminating the storage and reheat steps required in two-stage production. For a detailed technical guide to preform geometry design, see our ISBM Preform Design Guide.
Preform injection moulding proceeds in four sequential sub-phases, each with its own process parameters and quality impact:
I
Plasticisation
Dried PET pellets are fed into the reciprocating screw barrel and plasticised by a combination of screw shear and band heater conduction. Melt temperature target is 270–285°C across the barrel zones. Screw L/D ratio for PET is typically 20–24:1. Back pressure is set low (5–15 bar) to minimise additional shear heating and AA generation.
Melt temp: 270–285°C Back pressure: 5–15 bar L/D: 20–24:1
II
Fill Phase
The melt is injected into the preform cavity through a hot runner system. Injection velocity is controlled in 4–6 programmable stages. The critical constraint is the gate-entry phase (0–10% of shot): if Stage 1 velocity exceeds 30 mm/s, shear stress at the gate point exceeds PET’s relaxation capacity, creating the frozen stress pattern known as gate blush. Subsequent stages can use higher velocities once the gate area is established.
Stage 1: ≤30 mm/s Hot runner: ±2°C balance Gate tip: 0.8–1.2 mm
III
Hold Pressure Phase
After the cavity is filled, hold pressure is applied to compensate for volumetric shrinkage as the melt cools. Hold pressure is typically 60–80% of peak injection pressure, maintained for 1.5–3.0 seconds depending on wall thickness. Insufficient hold time causes sink marks and dimensional underrun. Excessive hold pressure creates frozen internal stress and gate-area white marks.
Hold pressure: 60–80% of peak Hold time: 1.5–3.0 s
IV
Cooling Phase
The preform is cooled in the injection mould to a temperature where it is dimensionally stable enough to be transferred to the conditioning station without deformation. The mould cooling water target is 5–10°C. The preform must be at or below 60°C at the core before ejection. Cooling time is the single largest contributor to total cycle time — optimising wall thickness uniformity reduces cooling time requirements and directly improves machine output.
Mould cooling: 5–10°C Core temp at ejection: ≤60°C
Preform Quality Acceptance Criteria
Characteristic
Method
Acceptance Limit
Wall thickness (4-point)
Ultrasonic gauge
Deviation ≤0.05 mm
Neck finish dimensions
Go / no-go gauge
Per standard (e.g. 28mm PCO)
Peso
Precision balance
±0.1 g of target
Appearance
Visual / light box
No bubbles, sink marks, gate blush
Transparency
Visual transmission
No haze or crystalline zones
Step 04
Preform Conditioning: Temperature Equilibration Before Blowing
Conditioning is the ISBM-exclusive stage between injection and blowing — and the most technically nuanced phase in the entire process. After ejection from the injection mould, the preform carries a steep thermal gradient: the outer surface has been cooled by the mould wall to approximately 60°C, while the core may still hold residual heat at 100°C or higher. If this thermally unequilibrated preform were blown immediately, the outer shell — already below Tg — would tear or crystallise white while the inner material remained over-soft. The bottle would fail catastrophically.
The conditioning station — using conditioning mandrels that contact the inner preform bore — brings the entire preform wall to a uniform temperature within the blow window of 95–115°C. In single-stage ISBM, this is an “equalise and stabilise” process rather than a full reheat, since the preform retains significant core heat from injection. This is the fundamental thermodynamic advantage of single-stage over two-stage production: less energy is needed, and orientation uniformity is inherently better because the thermal gradient is smaller.
Conditioning Parameter Errors & Their Downstream Consequences
Error
Root Mechanism
Visible Defect
Time too short
Thermal gradient not resolved — core remains hotter than surface
Over-stretch of core material → thin sidewall / burst
Time too long
Preform bulk temperature drops below 95°C
Pearlescence (haze) from semi-crystalline stretching
Temp too high (>115°C)
Natural stretch ratio reduced — chains too mobile
Poor biaxial orientation → low top load strength
Uneven conditioning
One side of preform hotter than other
Asymmetric wall thickness — one-sided thin panel
💡
Single-Stage vs Two-Stage: The Energy Advantage
In two-stage SBM, preforms are cooled fully to room temperature and stored before being reheated from scratch using infrared heater banks — a process requiring 30–40% more energy per bottle and introducing a second opportunity for moisture absorption and thermal non-uniformity. Single-stage ISBM retains the injection heat, requiring only equilibration rather than full reheat. This makes ISBM inherently more energy-efficient for bottle volumes up to approximately 8,000 bottles per hour.
Step 05 ⭐
Stretch Blow Moulding: How Biaxial Orientation Gives PET Its Strength
Stretch blow moulding is the technical centrepiece of PET bottle production — the half-second during which an unremarkable thick-walled tube is transformed into a high-performance structural vessel. A mechanical stretch rod descends through the preform, extending it axially while high-pressure air simultaneously expands it radially. This simultaneous biaxial deformation forces the PET molecular chains — previously in a largely amorphous, random configuration — to align into a tightly ordered, three-dimensional network that is then instantly frozen by the cold mould wall. To understand the molecular science behind this transformation in detail, see our guide on biaxial orientation and PET bottle strength.
The process occurs in two pressure stages, precisely synchronised with stretch rod travel:
Phase A — Pre-Blow
Applied at the start of stretch rod travel. Pre-blow pressure gives the preform an initial controlled expansion that supports the axial stretch mechanically — preventing the material from collapsing or creasing under rod compression. Synchronisation with rod movement is the most demanding machine precision requirement in ISBM.
Pressure range 8–12 bar
Timing Synchronised with rod start
Phase B — High-Pressure Blow
Applied once the rod reaches its end position. High-pressure air forces the preform fully against all mould surfaces in under 0.3 seconds, forming the final bottle geometry. Pressure must be sustained for the full blow time to allow molecular orientation to freeze against the cold mould wall before pressure release and demoulding.
Pressure range 35–40 bar
Minimum blow time ≥0.3 s
Stretch Rod Parameters & Biaxial Orientation Ratios
1.0–1.5 m/s
Stretch Rod Velocity
2.5–3.0×
Axial Stretch Ratio
3.5–4.5×
Hoop (Radial) Ratio
≥10×
Total BUR — Minimum
The Blow-Up Ratio (BUR) is the product of axial and radial stretch ratios. It represents the total degree of biaxial molecular orientation achieved during the blowing stage. A BUR below 10× produces insufficient orientation for food and beverage bottle mechanical requirements. BUR above 15× risks thin-wall failure during blowing. The optimal range for most PET bottle designs is 10–14×.
What Biaxial Orientation Achieves: Material Property Transformation
Property
Unoriented PET
Biaxially Oriented PET
Improvement
Tensile strength
50–80 MPa
200–250 MPa
3–4×
CO₂ barrier
Baseline
4–6× better
4–6×
Optical clarity
Hazy
Water-clear
Significant
Top load strength (500ml)
<60N
≥150N
2.5×+
Step 06
Ejection, Cooling & Dimensional Stabilisation
After the high-pressure blow phase is complete, the bottle must remain in the mould cavity under maintained pressure for a defined cooling period before the mould opens. This dwell time allows the oriented PET wall to freeze against the precisely machined cavity surface, locking in both the final geometry and the molecular orientation state achieved during blowing. Premature demoulding is one of the most common sources of systematic batch failures — the consequences are consistent and quantifiable but often misdiagnosed as a blowing problem.
10–15°C
Blow Mould Cooling Water
Confirmed at each circuit outlet
≤10°C
Neck Cooling Circuit
Independent circuit — critical for thread dimensions
≤40°C
Surface Temp at Ejection
Measured at shoulder below neck
0.1–0.3s
Exhaust Delay Before Open
Full pressure exhaust before mould splits
Demould Error Consequences
Condition
Physical Mechanism
Observable Defect
Demould too early (temp >45°C)
Orientation partially relaxes — molecular chains retract before fully frozen
Reduced top load strength; dimensional shrinkage
Cooling water above 20°C
Systemic — affects entire production run uniformly
Consistent batch top load failure; variable height
Incomplete exhaust before open
Pressure differential across open mould line tears bottle at parting face
Flash, neck damage, or wall split at parting line
Heat-Set Technology for Hot-Fill Applications
Standard PET bottles begin to deform when exposed to temperatures above approximately 60°C — making them unsuitable for hot-fill beverage applications such as juice, tea, or sports drinks (filling temperatures 85–92°C). ISBM machines can be configured with heat-set blow moulds maintained at 130–150°C, which induces controlled crystallisation in the bottle sidewall during the blow phase. This thermal treatment raises the bottle’s continuous-use temperature resistance to above 85°C without sacrificing clarity or barrier properties — a high-value application uniquely suited to ISBM’s integrated thermal process.
Step 07
Quality Control: Every Bottle Must Pass Before It Moves On
PET bottle quality control operates across two complementary layers. Inline inspection (100% coverage, automated or semi-automated) provides real-time process feedback and catches gross defects before bottles reach the downstream line. Laboratory testing (sampled, per batch or per shift) provides quantified mechanical, chemical, and dimensional data against specification limits. Both layers are required for a compliant quality system. If defects are identified at any stage, refer to our ISBM defect diagnosis guide for systematic root cause analysis.
Inline
100% Inspection — Every Bottle or Every Cycle
Test
Method
Acceptance Standard
Visual appearance
High-speed camera vision system / light box
No bubbles, haze zones, gate blush, silver streaks
Neck finish dimensions
In-line gauge / go-no-go
±0.1 mm; ellipticity ≤0.1 mm
Volume (blown)
Water fill sample check
Within ±2% of nominal
Colour / transparency
Colorimeter / visual
ΔE ≤1.0 vs reference
Lab
Laboratory Testing — Per Batch or Shift
① Top Load Strength
Vertical compression to deformation under controlled rate. Measures structural integrity under filling line and pallet loads.
500ml still water: ≥150N
CSD bottle: ≥200N
② Drop Test
Filled and capped bottle dropped from specified height onto hard surface. Simulates distribution and handling impact loads.
1.5m drop / 3 passes / no rupture
③ Burst Pressure (CSD)
Bottle pressurised with CO₂ until rupture. Critical safety test for carbonated beverage containers under supermarket shelf conditions.
CSD burst: ≥8 bar minimum
④ CO₂ Barrier Performance
Measures CO₂ transmission rate through the PET wall over time. Determines carbonation shelf life for CSD applications.
CO₂ loss ≤15% in 6 weeks at 23°C
⑤ Acetaldehyde (AA) Content
GC-MS headspace analysis of bottle interior AA concentration. Required for food contact regulatory compliance in all markets.
Headspace AA: ≤10 μg/L
⑥ Thermal Resistance (Hot-Fill)
85°C water bath immersion for 30 minutes. Measures volume change — only required for heat-set applications.
Downstream Preparation: From Moulding to Filling Line
A passed quality inspection does not complete the bottle’s journey. Between the moulding machine and the filler, empty PET bottles pass through a series of handling, storage, and conveyance steps — each with its own quality risk. The critical interface is the filling machine itself, where bottle neck finish dimensions, body height tolerance, and support ledge position must all fall within tight limits for uninterrupted production.
Store empty bottles at ≤35°C. Elevated temperatures above 60°C will cause PET creep, reducing top load strength in stacked pallet loads.
☀️ UV Exposure
Protect from direct sunlight. Prolonged UV exposure yellows clear PET (increasing YI) and degrades the polymer surface, reducing barrier performance.
💧 Humidity
Store at relative humidity ≤70%. Empty PET bottles are not significantly affected by humidity, but outer carton packaging will degrade and collapse if overly wet.
📦 Stack Height
Do not exceed design pallet stack height. Overloading compresses bottom bottles beyond top load rating, causing visible deformation at warehouse temperature.
Process Selection
ISBM vs Two-Stage SBM: Choosing the Right Process
The eight-step process described in this guide applies to all PET bottle production — but steps 3 through 6 differ fundamentally in how they are executed depending on whether single-stage ISBM or two-stage reheat SBM is used. Understanding this distinction is essential for making an informed capital equipment decision. For a full technical breakdown of the ISBM machine, see our guide to the ISBM machine working principle.
Single-Stage ISBM vs Two-Stage SBM — Decision Matrix
Factor
Single-Stage ISBM
Two-Stage SBM
Production volume
500–8,000 bph
8,000–80,000 bph
Energy consumption
Lower — retains injection heat
Higher — full reheat from ambient
Bottle shapes
Wide mouth, non-round, ovals, asymmetric
Standard round bottles primarily
Tooling cost
Lower — combined injection + blow tool
Higher — two separate tool sets
Hot-fill capability
Yes — heat-set mould option
Yes — heat-set available
Pharmaceutical / cosmetic
Ideal — precision, small batches
Less suited — high MOQ per tool
Product changeover
Fast — one integrated tool change
Slower — two tool changes required
Best suited for
Specialty, pharma, cosmetic, mid-volume
High-volume water, CSD standard bottles
Choose ISBM When
Production volume is 500–6,000 bph per line
Bottle designs include wide-mouth, asymmetric, or non-round shapes
Product range is diverse and changeovers are frequent
Pharmaceutical or cosmetic packaging requires precision and clean production
Capital budget favours lower initial tooling investment
Choose Two-Stage SBM When
Production volume exceeds 8,000 bph consistently
Product is a single standard round bottle format at high volume
Preform supply can be outsourced or centralised for cost advantage
Site has existing preform injection capability already established
Ready to Select the Right ISBM Machine?
ISBM Solution’s engineering team provides capacity analysis, bottle specification review, and machine configuration recommendations matched to your production requirements and ROI targets. Contact us to begin the process.
Frequently Asked Questions About PET Bottle Manufacturing
What is PET plastic and why is it used for bottles?
PET (polyethylene terephthalate) is a semi-crystalline thermoplastic polyester. It is the preferred material for liquid packaging because of its exceptional combination of properties: optical clarity comparable to glass, excellent chemical resistance to water, carbonated beverages, and oils, low permeability to CO₂ and O₂, high tensile strength when biaxially oriented, low density (approximately 1.38 g/cm³), and full food contact regulatory approval globally. Its ability to be converted by stretch blow moulding into lightweight, high-strength transparent containers with precise geometry makes it unmatched for beverage packaging applications at scale.
How long does it take to manufacture a PET bottle?
On a single-stage ISBM machine, the complete cycle from injection through blowing and ejection takes 10–20 seconds per bottle depending on bottle size, wall thickness, and machine configuration. This includes approximately 4–6 seconds of injection and cooling, 3–5 seconds of conditioning, and 3–6 seconds of stretch blowing and mould cooling. Multi-cavity ISBM machines produce 2–8 bottles per cycle simultaneously, giving effective production rates of 500–8,000 bottles per hour. Note that this figure does not include upstream resin preparation (drying: ≥4 hours) or downstream filling and packaging operations.
What is the difference between ISBM and conventional blow moulding?
There are three fundamentally different blow moulding processes used for plastic bottles. Injection Stretch Blow Moulding (ISBM) injects a precision preform and biaxially stretches it using both a mechanical rod and high-pressure air in a single integrated machine — producing the strongest, clearest PET bottles. Extrusion Blow Moulding (EBM) extrudes a hollow parison that is then pinched and inflated without a stretch rod — typically used for HDPE bottles (detergent, household chemicals) where clarity and strength are less critical. Injection Blow Moulding (IBM) injects a preform over a core rod and blows it without a stretch rod — limiting biaxial orientation and used mainly for small pharmaceutical vials. ISBM produces the highest-quality PET containers and is the dominant process for beverage, pharmaceutical, and premium packaging applications.
How many steps are in the PET bottle manufacturing process?
The complete PET bottle production process comprises eight stages: (1) raw material selection and specification, (2) resin drying to below 50 ppm moisture, (3) preform injection moulding, (4) preform conditioning to the blow window temperature of 95–115°C, (5) stretch blow moulding with biaxial orientation, (6) ejection and dimensional cooling, (7) quality inspection at inline and laboratory levels, and (8) downstream handling, storage, and filling line preparation. In single-stage ISBM production, stages 3 through 6 are integrated within a single machine and occur in a continuous automated sequence without manual transfer.
Can PET bottles be made from recycled plastic (rPET)?
Yes. Recycled PET (rPET) produced from post-consumer bottle collections can be reprocessed into bottle-grade pellets and used in ISBM production, typically blended at 25–50% with virgin PET. The technical challenges are that rPET has a slightly lower IV value (typically 0.04–0.08 dL/g less than virgin equivalents) due to chain scission during collection, sorting, washing, and reprocessing. This requires adjustments to melt temperature, stretch ratio, and conditioning parameters. For food and beverage applications, rPET must comply with decontamination regulations (EFSA, FDA) confirming safe food contact status. ISBM machines with servo-driven precise temperature and stretch control are particularly well-suited to rPET blend processing due to their tighter parameter window management capability.
What quality tests must PET bottles pass before use?
PET bottles for food and beverage use must pass a structured set of quality tests before shipment or filling. The minimum test battery for standard applications includes: top load compression (≥150N for 500ml; ≥200N for CSD), drop test (1.5m filled, 3 passes without rupture), dimensional inspection of neck finish (±0.1mm), and acetaldehyde headspace testing (≤10 μg/L). Carbonated beverage bottles additionally require burst pressure testing (≥8 bar) and CO₂ barrier measurement. Hot-fill bottles require thermal deformation testing (≤2% volume change at 85°C/30 minutes). Pharmaceutical and cosmetic bottles may require additional extractables and leachables testing under relevant pharmacopoeia standards.