Single-Stage vs Two-Stage ISBM: Which Is Right for Your Production Line?
01
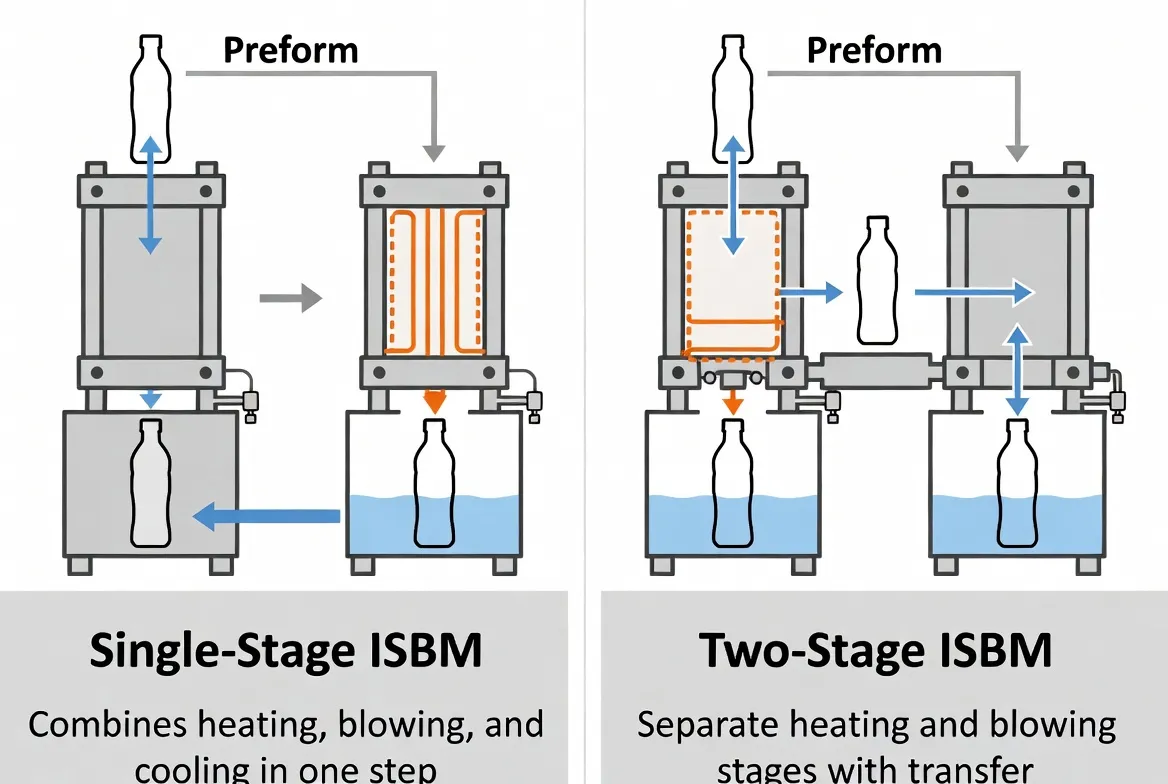
What Actually Separates Single-Stage from Two-Stage ISBM?
The most accurate way to understand these two processes is not as two different machines but as two fundamentally different thermodynamic paths to the same finished bottle. The distinction begins and ends with a single question: does the preform ever cool to room temperature between injection and blowing? For a deeper understanding of how the full manufacturing chain works, see our complete PET bottle manufacturing process guide and the ISBM machine working principle.
Single-Stage ISBM
One machine · One continuous thermal cycle
STA 1 Resin Injection & Preform Moulding
↓ Heat retained
STA 2 Temperature Conditioning (equalize)
↓ Direct transfer
STA 3 Stampaggio a soffiaggio estensibile
↓
STA 4 Ejection & Cooling
Key Characteristic
Preform never cools to room temperature. Residual injection heat is retained and used — the same thermal energy drives two process stages.
Two-Stage SBM
Two machines · Separate injection & blow stages
M/C 1 Preform Injection Moulding Machine
↓ Cool to ~25°C · Store · Transport
LOSS All injection heat discarded
↓ IR reheat from 25°C → 105°C
M/C 2 Reheat Stretch Blow Moulding Machine
Key Characteristic
Preform fully cooled between stages. All injection heat is wasted, then the full energy cost of reheating is incurred before blowing can begin.
4 Common Misconceptions — Corrected
Common Assumption
What the Data Actually Shows
“Two-stage is more advanced”
Both technologies are mature and widely deployed. Two-stage is optimised for high-volume standard bottles; single-stage for precision, versatility, and energy efficiency. Neither is universally superior.
“Single-stage only suits low volume”
Single-stage machines achieve up to 8,000 bph and are used by mid-volume beverage manufacturers globally. Multiple single-stage lines can exceed two-stage output while retaining flexibility.
“Two-stage produces better bottles”
Single-stage bottles exhibit superior biaxial orientation uniformity — particularly at the shoulder and base — because the preform undergoes a single continuous thermal history with no re-crystallisation risk during cooling and reheating.
“Two-stage has lower capital cost”
Two-stage requires purchasing two machines (injection and SBM), two sets of tooling per SKU, and additional floor space for preform storage. Total capital outlay is typically higher than single-stage for equivalent production capacity below 10,000 bph.
02
Energy Consumption: The Hidden Advantage of Single-Stage
Energy cost is the dimension where the difference between these two processes is most quantifiable — and most consistently underestimated in purchase decisions. The root cause is thermodynamic: two-stage production deliberately discards all the energy invested in plasticising and injecting the preform, then spends additional energy reheating from room temperature. Single-stage uses the same thermal investment twice.
18–24
kWh / 1,000 bottles
Single-Stage ISBM
25–35% lower
28–38
kWh / 1,000 bottles
Two-Stage SBM
IR reheat cost included
¥80k–120k
Annual electricity saving
Per 10M bottles / year
At ¥0.8/kWh industrial rate
Energy Consumption by Sub-Process
Energy Category
Single-Stage ISBM
Two-Stage SBM
Verdict
Injection barrel heating
Standard — shared with blow cycle
Standard — dedicated machine
Comparable
IR / conditioning heating
Low — equalisation only
High — full reheat 25°C → 105°C
Single-stage wins
Compressed air (blow)
35–40 bar — standard
35–40 bar — standard
Comparable
Cooling water consumption
Lower — shorter cooling path
Higher — two machines to cool
Single-stage wins
Total estimated
18–24 kWh / 1,000 btls
28–38 kWh / 1,000 btls
25–35% lower
💡
10-Year Lifecycle Cost Perspective
At an annual output of 10 million 500ml bottles and an industrial electricity rate of ¥0.8/kWh, the energy cost difference between the two processes accumulates to approximately ¥800,000–1,200,000 over a 10-year machine lifecycle. This figure alone frequently closes the initial capital cost gap between the two equipment categories — making single-stage the lower total cost option for most mid-volume applications.
03
Output Capacity: Where Two-Stage Takes the Lead
Production volume is two-stage’s most cited advantage — and it is a real one, but with a clearly defined boundary condition. Understanding why single-stage has an output ceiling is as important as knowing the numbers, because that understanding reveals exactly when the ceiling matters and when it does not.
Single-stage machine output is governed by the bottleneck station principle: all four stations (injection, conditioning, blowing, ejection) must complete within the same machine cycle. Injection cooling — the slowest sub-process — locks the entire machine’s cycle time. Two-stage separates injection from blowing physically, allowing each to operate at its own optimised rate independently.
Single-Stage Cycle Time Breakdown — 500ml, 2-Cavity
~8,000 bph — above this, two-stage becomes more cost-effective
The Multi-Line Strategy: 2 × Single-Stage vs 1 × Two-Stage
For a target output of 12,000 bph, both configurations are technically viable. The choice involves three further considerations beyond raw output:
✅ Redundancy
Two single-stage lines — if one goes down for maintenance, 50% production continues. One two-stage line — any stoppage means 100% production loss.
✅ Changeover Flexibility
Two single-stage lines can run two different bottle SKUs simultaneously. One two-stage line must stop and change over to switch products.
⚠️ Floor Space
Two single-stage lines require more floor area than one two-stage machine at equivalent output. Site layout constraints may favour two-stage where space is limited.
04
Tooling Investment: Why Single-Stage Has a Lower Entry Cost
Tooling cost is the most consistently underestimated line item in PET bottle machine acquisition — particularly for operations with diverse product portfolios. The structural difference is straightforward: single-stage uses one combined tooling system per SKU, two-stage requires two matched, separately managed tooling systems per SKU. For a product line with ten bottle formats, the difference in tooling investment and ongoing management complexity is significant. For detailed preform geometry considerations that affect tooling design, refer to our ISBM preform design guide.
One preform mould can supply multiple blow machines
Two-stage advantage at scale
📌
The Exception: High-Volume Single SKU Operations
For operations producing a single standard bottle format at very high volume (e.g. a dedicated 500ml water bottle line at 20,000+ bph), the two-stage approach offers a tooling reuse advantage: one preform injection mould running continuously can feed multiple blow moulding machines. In this specific scenario, the per-unit tooling cost of two-stage is lower. Outside this scenario, single-stage’s combined tooling structure is almost always the more cost-efficient choice.
05
Bottle Quality, Shapes & Applications: Where Single-Stage Has No Equal
Bottle quality and shape capability is the dimension most decisive for speciality packaging buyers — and the one where the two processes diverge most dramatically. For an in-depth understanding of how biaxial orientation determines mechanical performance, see our guide on biaxial orientation and PET bottle strength.
Because the single-stage preform has never fully cooled, it enters the blow station having experienced a single, continuous thermal history. There is no re-crystallisation event during a cooling phase, and no second thermal cycle introducing a new temperature gradient from the IR reheating. The result is a more homogeneous molecular orientation across the bottle wall — particularly at the shoulder transition zone and base dome area, where two-stage bottles more frequently show orientation deficits. For precision pharmaceutical and cosmetic applications where wall uniformity tolerances are tight, this distinction is commercially significant.
Bottle Shape & Format Compatibility
Bottle Type
Single-Stage ISBM
Two-Stage SBM
Reason
Standard round bottle (water / CSD)
✅
✅
Both processes fully capable
Wide-mouth container (opening >38mm)
✅
⚠️
IR heating struggles to heat wide-neck preforms uniformly
Oval / flat / asymmetric cross-section
✅
⚠️
Non-round preforms develop uneven IR heating — one side hotter than other
Handle bottle (integrated grip)
✅
❌
Handle geometry incompatible with standard IR reheating stations
Small precision bottle (<100ml)
✅
⚠️
Thin-wall small preforms overheat rapidly under IR — narrow process window
Large container (3–10L)
✅
⚠️
Heavy-wall large preforms require extended IR reheat time — reduces output significantly
Hot-fill / heat-set bottle
✅
✅
Both available with heat-set mould option
✅ Fully supported ⚠️ Possible with limitations / reduced quality ❌ Not supported
💊
Pharmaceutical
Small batches, multi-format, GMP-compatible, precise neck tolerances. Single-stage is the industry standard.
Single-Stage
🧴
Cosmetics / Personal Care
Oval, flat, asymmetric designs dominate. Two-stage physically cannot produce these shapes reliably. Single-stage only.
Single-Stage Only
🫒
Edible Oil
1–5L wide-mouth and handle bottles. Wide neck and handle geometry make single-stage the only viable process.
Single-Stage Only
💧
High-Volume Water (20k+ bph)
Standard round, single SKU at very high volume. Two-stage’s scale advantage is fully realised here.
Two-Stage Preferred
06
Operational Complexity & Total Cost of Ownership
Equipment purchase price is only the first line item of a machine investment decision. Total cost of ownership (TCO) over a 10-year machine life integrates energy, labour, maintenance, consumables, preform logistics, and downtime risk — and in this broader accounting, single-stage consistently shows a lower TCO for operations below the 8,000 bph crossover point. For defect-related maintenance cost considerations, see our ISBM defects and solutions guide.
Total Cost of Ownership — Key Cost Drivers
Cost Category
Single-Stage ISBM
Two-Stage SBM
Advantage
Capital equipment (initial)
1 machine purchase
2 machine purchases (injection + SBM)
Single-stage
Factory floor area required
Compact footprint
Larger — 2 machines + preform storage area
Single-stage
Operators per shift
1–2 operators
2–3 operators (two machine stations)
Single-stage
Maintenance programmes
1 maintenance programme
2 independent maintenance programmes
Single-stage
IR lamp replacement
Not applicable
Recurring consumable cost — lamps degrade over production hours
⚠️ The Hidden Cost of Preform Storage in Two-Stage Operations
Two-stage facilities typically maintain 3–14 days of preform buffer stock. Beyond the working capital this ties up, stored preforms face three specific quality risks:
Moisture Re-absorption
Dried resin work is partially undone — stored preforms absorb atmospheric moisture, raising AA content in the finished bottle.
Physical Damage in Handling
Neck thread damage during bulk transport or bin handling creates intermittent filling line jams that are difficult to trace to source.
Contamination Risk
Open storage of preforms introduces dust, insect, and foreign-body contamination — a critical compliance risk in pharmaceutical and food-grade applications.
⭐ Master Table
Complete Comparison: Single-Stage vs Two-Stage ISBM at a Glance
The table below consolidates all five decision dimensions into a single reference. Use this alongside the scenario analysis in Section 7 and the checklist in Section 8 to finalise your process selection.
Single-Stage ISBM vs Two-Stage SBM — 9-Dimension Decision Matrix
Which Process Fits Your Application? Six Real Scenarios
Every equipment decision ultimately reduces to a set of specific production requirements. The following six scenarios represent the most common buyer profiles encountered in PET bottle machine selection — each with an explicit recommendation, not a hedge.
S·01
New Water Bottling Plant — Target 20,000 bph
Standard 500ml round PET, single SKU, continuous high-volume operation
TWO-STAGE RECOMMENDED
Volume significantly exceeds single-stage’s economic ceiling. Standard round bottle format plays entirely to two-stage’s strengths. The preform mould reuse advantage across multiple blow machines delivers the lowest per-unit production cost at this scale. This is the textbook two-stage scenario.
S·02
Cosmetics Contract Manufacturer — Multi-SKU, Diverse Shapes
500–2,000 bph, oval and asymmetric bottles, 10+ active formats, frequent changeover
SINGLE-STAGE STRONGLY
Two-stage is structurally incapable of producing non-round bottles with acceptable quality — IR heating creates asymmetric temperature distribution in oval preforms, causing wall variation that no process adjustment can fully correct. Single-stage is the only viable choice. Combined tooling structure also significantly reduces the per-format investment across a diverse SKU portfolio.
S·03
Pharmaceutical Company — Oral Liquid Bottles, GMP Environment
50–250ml precision bottles, cleanroom production, multiple active compounds
SINGLE-STAGE STRONGLY
Single-stage is the pharmaceutical packaging industry standard. The closed-loop production environment minimises contamination risk. Small bottle volumes with tight neck tolerances benefit from ISBM’s precision conditioning control. No preform storage means zero re-contamination risk — critical for GMP compliance. Two-stage’s open preform storage environment is a structural GMP liability in most pharmaceutical contexts.
S·04
Edible Oil Producer — 1–5L Wide-Mouth and Handle Bottles
2,000–6,000 bph, wide-mouth containers, some formats with integrated handles
SINGLE-STAGE ONLY
Wide-mouth and handle bottle formats are structurally outside the capability boundary of two-stage SBM. Wide-neck preforms cannot be heated uniformly in a standard IR oven, and handle preforms are physically incompatible with two-stage transfer and heating systems. Single-stage is the only viable production route — not a preference but a hard technical requirement.
Mid-volume, standard round bottles, but also produces some specialty formats
SINGLE-STAGE (SLIGHT EDGE)
At 5,000 bph, both processes are technically viable for standard round bottles. The deciding factor is the product mix. If this facility also runs any non-round, specialty, or wide-mouth formats — even occasionally — single-stage is the only machine that covers the full range. Single-stage’s 25–35% energy advantage and lower tooling cost per SKU deliver a better 10-year TCO at this volume level. Two-stage is only worth evaluating if the product line is and will remain exclusively standard round bottles.
Existing injection moulding assets make purchasing a standalone reheat SBM machine the highest-capital-efficiency expansion path. The preform tooling and injection capacity already owned can be fully leveraged — buying a single-stage ISBM in this situation means paying for injection capability you already have. Two-stage SBM alone is the clear answer here, provided the bottle formats are standard round.
Scenario Decision Matrix — Quick Reference
Scenario
Volume
Bottle Type
Recommendation
New water plant
20,000 bph
Standard round
Two-Stage
Cosmetics contract
500–2,000 bph
Diverse / asymmetric
Single-Stage
Pharmaceutical GMP
500–3,000 bph
Small precision bottles
Single-Stage
Edible oil
2,000–6,000 bph
Wide-mouth / handle
Single-Stage Only
CSD mid-volume
5,000 bph
Round + some specialty
Single-Stage (edge)
Existing preform assets
Any
Standard round
Two-Stage SBM Only
08
Your 10-Question Decision Checklist Before Choosing a Process
Work through these ten questions against your specific production requirements. Each question is paired with a process signal — a pattern of answers will confirm your direction clearly.
Questions 1–6 — Signals Favouring Single-Stage
3 or more YES answers → Single-stage is the recommended process
Q1
Is your target output below 8,000 bph per line?
YES → Single-stage delivers equivalent output at lower capital and energy cost. Two-stage’s volume advantage does not apply at this scale.
Q2
Do any of your bottles have non-round, oval, flat, or asymmetric cross-sections?
YES → Single-stage required. Two-stage IR heating creates unacceptable wall variation in non-symmetric preforms.
Q3
Does your product range include wide-mouth containers (opening diameter >38mm)?
YES → Single-stage required. Wide-neck preforms cannot be uniformly heated in two-stage IR stations.
Q4
Do you produce pharmaceutical or cosmetic packaging requiring GMP cleanroom production?
YES → Single-stage strongly favoured. Closed-loop production and zero preform storage exposure are GMP compliance advantages.
Q5
Will you be running more than 5 different bottle SKUs on the same production line?
YES → Single-stage’s combined tooling structure delivers meaningfully lower tooling investment and management complexity across a diverse SKU portfolio.
Q6
Is energy cost a significant factor in your production economics?
YES → Single-stage’s 25–35% energy advantage is a recurring, compounding cost saving over the machine lifetime.
Questions 7–10 — Signals Favouring Two-Stage
2 or more YES answers → Two-stage warrants serious evaluation
Q7
Do you already own or currently operate preform injection equipment?
YES → Purchasing standalone reheat SBM machines leverages existing injection assets. Buying single-stage means paying twice for injection capability.
Q8
Is your target volume consistently above 15,000 bph on a single line?
YES → Two-stage’s multi-cavity architecture delivers the lowest capital and per-unit cost at this scale. Single-stage would require multiple machines.
Q9
Is your primary product a single standard round PET bottle format at very high volume?
YES → Two-stage is optimised precisely for this scenario. The preform reuse and cavity-count advantages are fully realised when format diversity is zero.
Q10
Is site floor space highly constrained and is a single-machine solution operationally preferable?
YES → A single high-cavity two-stage machine has a smaller footprint than multiple single-stage lines at equivalent output. Space-constrained greenfield sites may favour two-stage above 10,000 bph.
Ready to Match Your Requirements to the Right Machine?
ISBM Solution’s engineering team provides application-specific machine selection, capacity analysis, and ROI comparison for single-stage configurations tailored to your bottle formats and production targets.
What is the main difference between single-stage and two-stage ISBM?
The fundamental difference is thermodynamic: in single-stage ISBM, the preform goes from injection to stretch blowing within one continuous machine cycle, retaining its injection heat throughout. In two-stage production, the preform is cooled fully to room temperature, stored, then reheated from ambient temperature using infrared heaters before blowing. This means two-stage requires significantly more energy per bottle (25–35% more) but decouples injection and blowing, enabling higher maximum output per line by adding blow cavities independently of injection capacity.
Which process produces better quality PET bottles?
For standard applications, both processes produce bottles meeting the same quality specifications. For precision or complex applications, single-stage has a measurable advantage. Because the preform undergoes a single continuous thermal history — never cooling and re-crystallising between injection and blowing — the biaxial orientation of the finished bottle is more homogeneous, particularly at the shoulder and base dome. This translates to more consistent wall thickness distribution and better mechanical properties at the geometrically challenging regions of the bottle. For pharmaceutical and cosmetic applications with tight tolerances, this distinction is commercially significant.
Is single-stage ISBM more energy efficient than two-stage?
Yes, substantially. Single-stage machines consume approximately 18–24 kWh per 1,000 bottles. Two-stage systems consume approximately 28–38 kWh per 1,000 bottles — a difference of 25–35%. The gap is caused by the infrared reheat stage in two-stage production, which must supply the full thermal energy to raise preforms from room temperature (approximately 25°C) to the blow window (95–115°C). Single-stage only requires a conditioning equalisation step, since the preform retains significant heat from injection. Over a 10-year machine lifecycle producing 10 million bottles annually, this energy difference represents approximately ¥800,000–1,200,000 in electricity cost at typical industrial tariffs.
Can a single-stage ISBM machine produce wide-mouth jars?
Yes — wide-mouth containers (including jars with openings above 38mm, up to 120mm diameter) are a core application advantage of single-stage ISBM. Because the conditioning stage uses mandrels rather than IR lamp banks, it can uniformly condition wide-neck and large-diameter preforms that would be heated asymmetrically or excessively in a two-stage IR oven. Two-stage SBM machines have significant technical limitations for wide-mouth formats, and most dedicated jar production in PET uses single-stage ISBM as the primary process route.
At what production volume should I switch from single-stage to two-stage?
The crossover point is approximately 8,000 bottles per hour per line, and specifically applies to standard round bottle formats only. Below 8,000 bph, single-stage delivers equivalent output with lower capital cost, lower energy consumption, lower tooling cost per SKU, and no preform storage overhead. Above 8,000 bph on a single line with standard round bottles as the exclusive product, two-stage’s cavity-count scaling advantage begins to deliver lower per-unit cost. However, if your product range includes any non-round, wide-mouth, or asymmetric formats — even at high volume — single-stage remains the required process regardless of output target, since two-stage cannot produce these formats reliably.