Wie man die richtige ISBM-Maschine auswählt: 7 Schlüsselfaktoren, die Käufer bewerten müssen
Auswahl eines Spritzstreckblasformmaschine Dies ist eine Investitionsentscheidung, die Ihre Produktionswirtschaftlichkeit für zehn Jahre oder länger prägen wird. Die online verfügbaren Informationen – auch auf den meisten Hersteller-Websites – reduzieren den Auswahlprozess jedoch auf vier oberflächliche Kriterien: Produktionsvolumen, Flaschengröße, Materialart und „guter Kundendienst“. Keine dieser Quellen bietet den quantitativen Rahmen, den ein Einkaufsingenieur tatsächlich benötigt. Bevor Sie ein bestimmtes Maschinenmodell bewerten, stellen Sie zunächst sicher, dass Ihre Anforderungen hinsichtlich der sieben unten aufgeführten Faktoren präzise definiert sind. Weitere Informationen zum ISBM-Produktionsprozess finden Sie in unserem [Link einfügen]. ISBM-Maschinenfunktionsprinzipienleitfaden und die Vergleich von einstufigen und zweistufigen Verfahren.
7 Faktoren auf einen Blick
Formel 1
Karieszahl
F2
Materialverträglichkeit
F3
Antriebssystem
F4
Automatisierungsgrad
F5
Heißkanal und Form
F6
Zertifizierungen
F7 ⭐
Kundendienst
Faktor 01
Ermitteln Sie die erforderliche Kavitätenanzahl, bevor Sie eine Maschine bewerten.
Alle gängigen Ratgeber empfehlen, die Anzahl der Kavitäten anhand des Produktionsvolumens zu wählen. Die Formel fehlt jedoch. Genau dieses Versäumnis führt zum häufigsten Fehler bei der Beschaffung von ISBM-Komponenten: Die Kavitätenanzahl wird intuitiv statt rechnerisch festgelegt, was nach der Inbetriebnahme zu einer Kapazitätslücke von 20–301 TP3T führt. Beginnen Sie hier, bevor Sie auch nur einen Produktkatalog öffnen.
Die Formel zur Berechnung der Kariesanzahl – Empfohlene Referenz
Erforderliche Kavitäten = Ziel-BPH ÷ (3.600 ÷ Zykluszeit in Sekunden)
Mehrere Artikelnummern mit häufigen Produktwechseln
20–25%
Rohanzahl × 1,20–1,25
Pharmazeutische / Präzisionsanwendung
20% + QC-Fenster
Auf die nächste Standardspezifikation aufrunden
Herstellung von rPET-Mischungen (Gehalt >25%)
25%
Rohanzahl × 1,25
Zykluszeit-Referenzwerte nach Flaschentyp
Flaschenkategorie
Volumen
Typische Zykluszeit
Standardwasser / Getränk
250–500 ml
15–18 Jahre
Standardwasser / Getränk
1–2 l
18–22 Jahre
Kosmetische / asymmetrische Spezialbehandlung
50–200 ml
18–24 Jahre
Weithalsglas / Behälter
250 ml–1 l
22–28 Sekunden
Speiseöl / Flasche mit Griff
1–5 l
25–35 Sekunden
⚠️
Wichtig: Verwenden Sie niemals die Spitzenleistung als Planungsgrundlage.
Die Datenblätter der Maschinen geben die maximale theoretische Leistung unter idealen Bedingungen für eine einzelne Artikelnummer und ohne Umrüstungen an. Ihre Produktionsplanung sollte auf der Nennleistung basieren, die typischerweise 75–851 TP3T über dem angegebenen Maximalwert liegt. Die Verwendung der Spitzenleistung für Kavitätenberechnungen ist die häufigste Ursache für Kapazitätsprobleme nach der Inbetriebnahme.
Faktor 02
Materialverträglichkeit – Mehr als nur „PET“ zu sagen
Die meisten Leitfäden nennen PET, PP und PC als gängige Materialien für ISBM. Dabei wird jedoch ein entscheidender Punkt außer Acht gelassen: Unterschiedliche Materialien erfordern grundlegend unterschiedliche Maschinenkonfigurationen. Eine für PET optimierte Maschine kann für die PP- oder PC-Produktion erhebliche Hardware-Anpassungen erfordern oder sogar völlig ungeeignet sein. Die Festlegung Ihres gesamten Materialprogramms vor der Maschinenauswahl vermeidet kostspielige Nachrüstungen nach der Lieferung. Die vollständigen wissenschaftlichen Grundlagen des Materialverhaltens von PET während der Verarbeitung finden Sie in unserer [Website/Referenz einfügen]. Leitfaden zum Herstellungsprozess von PET-Flaschen.
Anforderungen an die Material-Maschine-Konfiguration
rPET-Kompatibilität: Eine nicht verhandelbare Beschaffungsvoraussetzung bis 2025
Immer mehr Markenhersteller legen die Anforderungen an den rPET-Gehalt (25–50%) direkt in den Spezifikationen ihrer Verpackungslieferanten fest. Der Kauf einer Maschine ohne nachgewiesene rPET-Fähigkeit birgt das Risiko einer kostspieligen Nachrüstung innerhalb von zwei bis drei Jahren. rPET weist eine geringere Viskosität auf (0,04–0,08 dL/g unter der von Neuware) und erfordert daher eine präzisere Temperaturkontrolle und einen größeren Prozessparameterbereich als Standard-PET.
FRAGEN SIE DIREKT BEI IHREM LIEFERANTEN:
Unterstützt Ihr Gerät rPET-Mischungen bis zu 50%? Welche Parametereinstellungen sind erforderlich und welchen minimalen/maximalen IV-Bereich kann Ihre Konditionierungsstation verarbeiten?
Faktor 03
Hydraulisch vs. servohydraulisch vs. vollelektrisch: Die Entscheidung für das Antriebssystem
Die Wahl des Antriebssystems ist die Konfigurationsentscheidung mit dem größten langfristigen Einfluss auf die Betriebskosten – dennoch wird dieser Aspekt in den Leitfäden der Konkurrenz am oberflächlichsten behandelt und meist nur mit dem Satz „Servooptionen sind verfügbar“ abgehandelt. Die Entscheidung zwischen hydraulischen, servohydraulischen und vollelektrischen Antrieben beeinflusst Energieverbrauch, Präzision, Geräuschentwicklung, Wartungskosten und Anwendungseignung auf eine Weise, die sich über die zehnjährige Lebensdauer der Maschine summiert. Zur Rolle der Präzision in biaxiale Orientierungsqualität, siehe unseren ausführlichen Leitfaden.
Antriebssystemvergleich – 7 Dimensionen
Dimension
Traditionelle Hydraulik
Servohydraulisch (Hybrid)
Vollelektrisch (Servo)
Energieverbrauch
Baseline — 100%
60–70% der Ausgangswerte
50–60% der Ausgangslinie
Anschaffungskosten
Niedrigster
Medium
Höchste
Wiederholgenauigkeit der Positionierung
±0,5 mm
±0,1 mm
±0,05 mm
Betriebsgeräuschpegel
75–85 dB
65–75 dB
55–65 dB
Wartungsanforderungen
Hydrauliköl, Dichtungen, Pumpe – häufig
Hydrauliköl + Motorservice
Minimal – kein Hydrauliksystem
Temperatur / Umgebung
Breites Sortiment, robust
Breites Sortiment, robust
Erfordert Staub- und Feuchtigkeitsschutz
Hochgeschwindigkeitsbewegung
Begrenzt — Druckverzögerung
Gute Antwort
Erstklassig
Traditionelle Hydraulik
Am besten geeignet, wenn: das Kapitalbudget begrenzt ist, die Produktion im Ein- oder Zweischichtbetrieb läuft, das Werk bereits über Fachkenntnisse in der Hydraulikwartung verfügt und die Anwendung keine Präzision erfordert (Standard-Rundflaschen).
Nicht empfohlen für pharmazeutische/GMP-Umgebungen
Servohydraulisch ✅ Standard
Optimal geeignet bei: optimalem Verhältnis von Investitionskosten und Betriebseffizienz; mittleren bis hohen Produktionsmengen; den meisten PET-Anwendungen für Getränke, Kosmetik und Lebensmittel. Die am häufigsten verwendete Konfiguration bei Neuinstallationen.
Empfohlene Standardeinstellung für die meisten Käufer
Vollelektrischer Servo
Optimal geeignet bei: GMP-Reinraumanforderungen (kein Risiko einer Kontamination mit Hydrauliköl); 24-Stunden-Hochleistungsproduktion; kleinen, hochpräzisen Flaschen (50–250 ml); höchstem langfristigen TCO-Effizienzziel.
Erforderlich für pharmazeutische GMP-Richtlinien Anhang 1
💡
10-Jahres-TCO-Perspektive zur Laufwerksauswahl
Bei einer Jahresproduktion von 5 Millionen Flaschen und einem Industriestrompreis von 0,8 ¥/kWh spart eine vollelektrische Maschine im Vergleich zu einer herkömmlichen hydraulischen Maschine jährlich etwa 40.000–60.000 ¥. Über die 10-jährige Lebensdauer der Maschine amortisiert sich diese kumulierte Einsparung von 400.000–600.000 ¥ in der Regel und gleicht den höheren Anschaffungspreis der vollelektrischen Ausführung aus oder übersteigt ihn sogar.
Faktor 04
Den richtigen Automatisierungsgrad definieren – von halbautomatisiert bis Industrie 4.0
Andere Leitfäden behandeln „vollautomatisch“ als binären Endpunkt, als wären alle vollautomatischen Maschinen gleichwertig. In der Praxis existiert die ISBM-Automatisierung jedoch auf fünf verschiedenen Stufen, die jeweils unterschiedliche Investitionen, Personalressourcen und Integrationsinfrastruktur erfordern. Der Kauf einer höheren Automatisierungsstufe, als Ihr Betrieb unterstützen kann, verschwendet Kapital und erhöht die Wartungskomplexität, ohne einen Mehrwert zu bieten. Die einfachste Methode, Ihre Zielstufe zu bestimmen: Wie viele fest zugeordnete Bediener sind Sie pro Maschine und Schicht bereit einzusetzen? Diese eine Frage bestimmt Ihren Automatisierungsgrad.
L5+ Sensoren für die vorausschauende Wartung (Vibration, Temperatur, Ölqualität), Fernzugriff per VPN, KI-Parameteroptimierungsmodul
Faktor 05
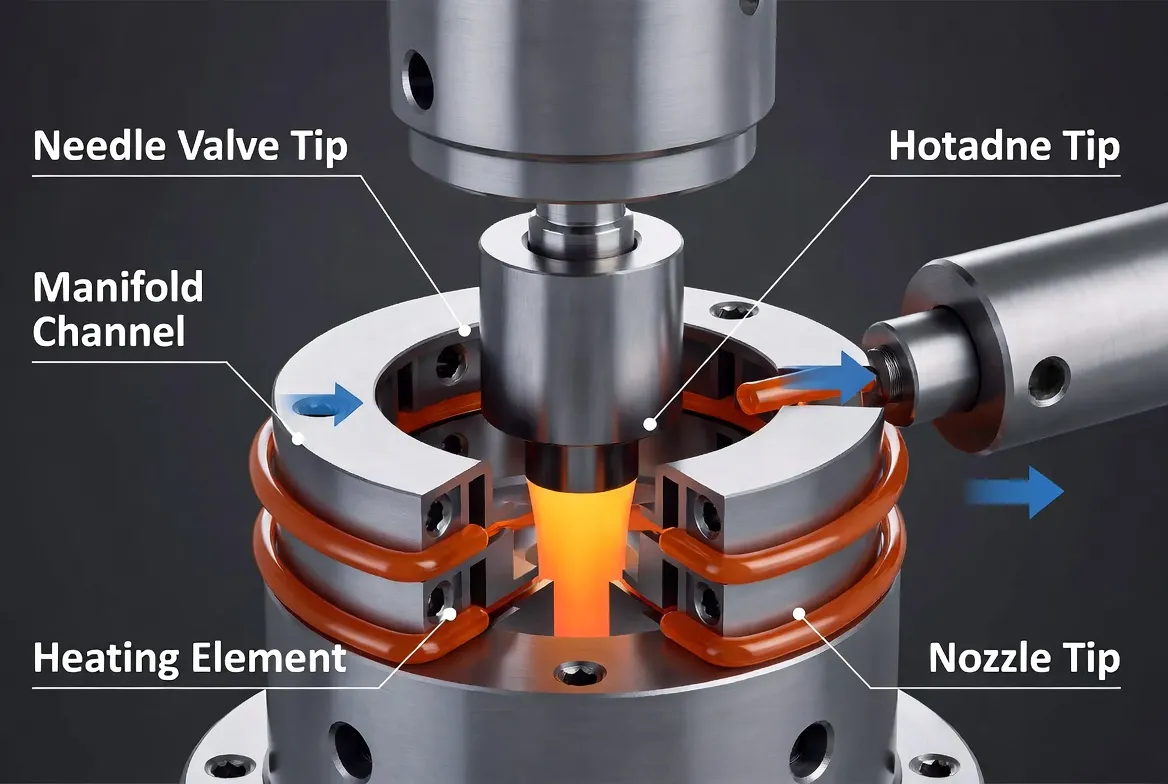
Heißkanalsystem und Werkzeugkompatibilität – der versteckte langfristige Kostentreiber
Die Wahl des Heißkanalsystems und des Werkzeugsystems ist wohl der am meisten unterschätzte Aspekt bei der Beschaffung von ISBM-Werkzeugen. Der Maschinenkaufpreis ist eine einmalige Ausgabe; die Werkzeugkosten hingegen sind wiederkehrende Ausgaben, die mit jeder Produkteinführung, jeder Artikelnummernänderung und jeder Produktreformulierung steigen. Bei Unternehmen mit einem vielfältigen Produktportfolio übersteigen die gesamten Werkzeugkosten über einen Zeitraum von 10 Jahren regelmäßig die ursprünglichen Maschinenkosten. Ausführliche Hinweise zur Vorformlingsgeometrie, die die Werkzeugkonstruktion maßgeblich beeinflusst, finden Sie in unserer [Referenz einfügen]. ISBM-Vorformling-Designleitfaden.
Auswahl des Heißkanal-Tortyps
Torart
Hauptmerkmale
Hohlraumbereich
Risiko / Hinweis
Direktes Tor
Einfachste Struktur, niedrigste Kosten
1–2 Hohlräume
Sichtbare Angussmarkierung – nicht geeignet für hochwertige transparente Flaschen
Höherer Kosten- und Wartungsaufwand; dringend empfohlen für Kosmetik und Pharmazie.
Offenes Tor
Geringere Kosten als Schieberventile; akzeptable Kennzeichnung für nicht transparente Anwendungen
2–8 Kavitäten
Fadenbildungsgefahr; nicht geeignet für transparente Flaschen mit hochwertiger Optik
3 Fragen zur Formenkompatibilität, die Sie jedem Lieferanten stellen sollten
Q1
Akzeptiert diese Maschine Formen anderer Hersteller (SIPA, Netstal, ASB Standardabmessungen)?
Proprietäre Werkzeugbindung erhöht Ihre langfristigen Werkzeugkosten erheblich und schließt die Möglichkeit der Werkzeugbeschaffung durch Wettbewerber aus. Bestehen Sie auf offenen Standardschnittstellen für Werkzeuge.
Q2
Muss beim Wechsel des Produktformats der gesamte Heißkanal oder nur die Kaltkanalhälfte ausgetauscht werden?
Die gemeinsame Nutzung eines Heißkanalsystems und mehrerer Kaltkanalhälften reduziert die Werkzeugkosten pro Artikelnummer erheblich. Dies ist ein wesentlicher Kostenvorteil, der explizit bestätigt werden sollte.
Q3
Welche Stahlsorte für Formstahl ist Standard und wie hoch ist die zertifizierte Standzeit der Form in Abformungen?
P20/718-Stahl: 200–300 Millionen Abdrücke. H13/S136-gehärteter Stahl: 500–1.000 Millionen Abdrücke. Schriftliche Garantie erforderlich – keine mündliche Kostenschätzung.
Faktor 06
Zertifizierungen & Compliance – Unabdingbar für regulierte Branchen
Zertifizierungen und Konformitätsanforderungen fehlen in den Leitfäden der wichtigsten Wettbewerber zu diesem Thema vollständig. Für die meisten Einkäufer in der Kosmetik-, Lebensmittel- oder Getränkeindustrie ist diese Lücke lediglich lästig. Für Einkäufer von Pharmazeutika, Babyprodukten oder Exporten in die EU/USA stellt sie jedoch eine zwingende Voraussetzung dar, die den Beschaffungsprozess blockiert und vor allen anderen Faktoren erfüllt werden muss. Wird nach der Maschinenlieferung ein Konformitätsproblem festgestellt, drohen entweder eine kostspielige Nachrüstung, ein Produktionsstopp oder die behördliche Ablehnung der Verpackung – allesamt schwerwiegende Folgen.
Erforderliche Zertifizierungen nach Branche und Exportmarkt
⚠️ So prüfen Sie die Echtheit eines CE-Zertifikats – 3 Schritte
01
Fordern Sie das Originaldokument der Konformitätserklärung (DoC) an. Es darf sich nicht um einen Broschürenverweis oder einen Aufkleber an der Maschine handeln. Das Konformitätszertifikat (DoC) muss den Namen der Benannten Stelle und deren vierstellige Kennnummer angeben.
02
Überprüfen Sie die Nummer der benannten Stelle. in der NANDO-Datenbank der Europäischen Kommission (ec.europa.eu/growth/tools-databases/nando). CE-Zertifikate von nicht existierenden oder aus der Liste gestrichenen Stellen sind für den Import in die EU nicht rechtsgültig.
03
Bestätigen Sie die Modellnummer. Die Angaben im Konformitätszertifikat (DoC) müssen exakt mit dem Maschinenmodell übereinstimmen, das Sie erwerben, einschließlich aller Konfigurationszusätze. Ein CE-Zertifikat für das Modell HGY150 gilt nicht automatisch auch für das Modell HGY150-V4-EV.
Faktor 07 ⭐
Kundendienst – Der am meisten unterschätzte Faktor bei der Maschinenbeschaffung
Jeder vergleichbare Ratgeber endet mit einer Variation von: „Wählen Sie einen seriösen Hersteller mit gutem Kundenservice.“ Das ist aber völlig nutzlos. Die untenstehende Checkliste mit 7 Punkten wandelt die Bewertung nach dem Kauf von einem subjektiven Eindruck in eine nachvollziehbare, dokumentierte Lieferantenbewertung um. Nutzen Sie sie als strukturierten Fragebogen während Ihres Lieferantenbewertungsprozesses – nicht erst nach Vertragsabschluss.
①
Reaktionszeit-SLA (Service Level Agreement)
Fragen: „Wenn meine Maschine einen kritischen Stillstand erleidet, wie lange ist Ihre schriftlich zugesicherte Reaktionszeit?“
⛔ Warnsignal: Keine schriftliche Servicevereinbarung; nur mündliche Zusage „so schnell wie möglich“
②
Ersatzteillager & Logistik
Fragen: „Wo befindet sich das nächstgelegene Lager mit kritischen Verschleißteilen? Wie lange ist die Lieferzeit für eine Heißkanalventilnadel oder ein Servomotormodul?“
✅ Standard: Regionaler Lagerbestand; kritische Teile ≤5 Werktage
⛔ Warnhinweis: „Alle Teile aus chinesischer Fabrik“ / Lieferzeit 4+ Wochen
③
Ferndiagnosefunktion
Fragen: „Unterstützt die Maschine Fernzugriffsdiagnose? Welches Protokoll? Wo werden unsere Produktionsdaten gespeichert?“
⛔ Warnhinweis: Kein Fernzugriff; physischer Vor-Ort-Besuch erforderlich, um Fehlerprotokolle einzusehen
④
Installations- und Bedienerschulung
Fragen: „Wie viele Tage dauert die Inbetriebnahmeschulung? Wird ein vollständiges Betriebshandbuch und eine Videoschulungsbibliothek in unserer Sprache bereitgestellt?“
✅ Standard: 5–10 Tage Inbetriebnahme vor Ort; 3–5 Tage Bedienerschulung; vollständiges Handbuch
⛔ Warnhinweis: Schulung unter 3 Tagen; Handbuch ist maschinell übersetzt und unvollständig.
⑤
Abdeckung durch lokale Servicetechniker
Fragen: „Wie viele Servicetechniker haben Sie in [Ihrem Land/Ihrer Region]? In welchen Städten? Können Sie uns deren direkte Kontaktdaten mitteilen?“
✅ Standard: Fest zugeteilte Techniker mit direktem Ansprechpartner in Ihrer Stadt; Servicevertrag verfügbar
⛔ Warnsignal: „Wir verfügen über ein globales Partnernetzwerk“ – es wurden keine Ansprechpartner genannt
⑥
Detaillierte Garantiebedingungen
Fragen: „Wie lange ist die Garantiezeit? Welche Komponenten sind abgedeckt? Was ist ausdrücklich ausgeschlossen? Sind der Heißkanal und das elektrische System abgedeckt?“
✅ Standard: 12–18 Monate Garantie auf die gesamte Maschine; inklusive Heißkanal und Elektrik; Verschleißteile ausgenommen
⛔ Warnsignal: Garantie unter 12 Monaten; übermäßige Ausschlussklauseln; kein schriftliches Garantiedokument
⑦
Referenzkundenzugang
Fragen: „Könnten Sie mir die direkten Kontaktdaten von drei bestehenden Kunden aus meiner Branche geben, damit ich diese direkt nach ihren Erfahrungen befragen kann – einschließlich etwaiger aufgetretener Probleme?“
✅ Standard: Proaktiv bereitgestellt; eigenständige Kontaktaufnahme erwünscht; technisches Personal wird gegenüber Fremdbezug bevorzugt.
⛔ Warnsignal: Verweigert die Angabe von Kontaktdaten; leitet ausschließlich auf Marketing-Testimonials weiter.
Bewertungsinstrument
Ihre ISBM-Maschinenlieferanten-Bewertungstabelle
Nutzen Sie diese Bewertungsmatrix, um mehrere Lieferanten anhand derselben sieben Kriterien zu vergleichen. Bewerten Sie jeden Faktor mit 1–10 Punkten, multiplizieren Sie das Ergebnis mit der jeweiligen Gewichtung und addieren Sie die Punkte für eine gewichtete Gesamtpunktzahl. Die unten aufgeführten Gewichtungen entsprechen einer Standardanwendung: Pharmazeutische Einkäufer sollten F6 (Zertifizierungen) auf 25% erhöhen und F3/F5 entsprechend reduzieren.
F1 · Anzahl der Hohlräume / Übereinstimmung der Ausgänge
20%
__ / 10
__ / 10
__ / 10
F2 · Materialverträglichkeit (inkl. rPET)
10%
__ / 10
__ / 10
__ / 10
F3 · Antriebssystem TCO-Passform
15%
__ / 10
__ / 10
__ / 10
F4 · Anpassung des Automatisierungsgrades
15%
__ / 10
__ / 10
__ / 10
F5 · Heißkanal-/Formflexibilität
10%
__ / 10
__ / 10
__ / 10
F6 · Zertifizierungen & Konformität
15%
__ / 10
__ / 10
__ / 10
F7 · Kundendienst (7-Punkte-Audit)
15%
__ / 10
__ / 10
__ / 10
Gewichtete Gesamtpunktzahl
100%
—
—
—
Hinweis: Für pharmazeutische Anwendungen erhöhen Sie das Gewicht von F6 auf 25% und reduzieren Sie entsprechend das Gewicht von F3 auf 10% und das von F5 auf 8%.
Risikowarnung
7 häufige Fehler beim Kauf von ISBM-Maschinen – und wie man sie vermeidet
Alle konkurrierenden Inhalte zu diesem Thema bieten ausschließlich positive Hinweise. Dieses Modul behandelt den Aspekt, der von ihnen durchweg vernachlässigt wird: die spezifischen, vermeidbaren Fehler, die Käufern regelmäßig Kosten, Produktionsausfälle oder regulatorische Risiken verursachen. Die folgenden Beispiele basieren auf realen Mustern, die bei ISBM-Beschaffungsentscheidungen beobachtet wurden. Wenn Sie diesen Punkt in Ihrer Bewertung erreicht haben, vermeiden Sie bereits die meisten dieser Fehler. Informationen zur Fehlerdiagnose in der Produktion finden Sie in unserem [Link einfügen]. ISBM-Fehlerleitfaden.
FEHLER 01
Vergleich des Kaufpreises anstelle der Gesamtbetriebskosten über 10 Jahre.
Eine Maschine, die in der Anschaffung 100.000 Yen mehr kostet, aber jährlich 301.000 ¥ an Energiekosten einspart, amortisiert diese Mehrkosten in 3–4 Jahren – und spart in den verbleibenden 6–7 Jahren ihrer Betriebsdauer weiterhin Energie. Kaufpreisvergleiche ohne TCO-Modellierung begünstigen systematisch die falsche Maschine.
FEHLER 02
Nutzung der Spitzenleistung zur Planung der Kavitätenanzahl
Die Angabe der Kavitätenanzahl im Verhältnis zur angegebenen Spitzenleistung der Maschine – ohne Berücksichtigung eines Effizienzzuschlags von 15–25% – führt zu einem systematischen Kapazitätsengpass von 20–30% in der Produktion. Die Formel in Faktor 1 verhindert diesen Fehler vollständig.
FEHLER 03
Überspringen der rPET-Kompatibilitätsprüfung
Maschinen, die ohne explizite rPET-Zertifizierung erworben wurden, müssen kostspielig nachgerüstet werden, sobald Markenhersteller rPET-Vorschriften einführen – ein Prozess, der sich in Europa, Nordamerika und Australien rasant beschleunigt. Eine fünfminütige Überprüfung kann nun eine Nachrüstung im Wert von über 200.000 Yen innerhalb von 24 Monaten verhindern.
FEHLER 04
Spezifikationen des Heißkanalsystems im Überblick
Bei einem Ausfall der Nadelventile eines importierten Heißkanalsystems kann die Ersatzteilbeschaffung bei einem ausschließlich im Ausland tätigen Lieferanten 4–6 Wochen dauern. Prüfen Sie daher vor Vertragsabschluss die regionale Verfügbarkeit von Ersatzteilen speziell für Heißkanalkomponenten.
FEHLER 05
„Vollautomatisch“ als intelligente Fertigung behandeln
Eine vollautomatische Maschine (L2) ohne Datenschnittstellen kann nicht an ein MES-System (Manufacturing Execution System) angebunden werden, keine OEE-Berichte (Overall Energy Equivalent) erstellen und keine vorausschauende Wartung unterstützen. Wenn Ihr Werk ein digitales Produktionssystem betreibt oder dessen Einsatz plant, prüfen Sie vor dem Kauf, ob die Maschine über einen OPC-UA- oder MQTT-Datenausgang verfügt.
FEHLER 06
Akzeptanz eines CE-Zertifikats ohne Überprüfung durch eine benannte Stelle
Gefälschte und abgelaufene CE-Zertifikate sind im Maschinenbau-Importsektor ein bekanntes Problem. Eine fünfminütige Überprüfung der Benannten Stelle in der NANDO-Datenbank der EU-Kommission (siehe Faktor 6) beseitigt dieses Risiko vollständig. Akzeptieren Sie niemals einen CE-Aufkleber oder einen Verweis in einer Broschüre als Konformitätsnachweis.
FEHLER 07
Keine Service-Level-Vereinbarung im Servicevertrag
Ohne eine schriftliche Service-Level-Vereinbarung (SLA), die maximale Reaktions- und Lösungszeiten definiert, ist ein Lieferant im Falle eines Maschinenstillstands vertraglich nicht verpflichtet, Ihre Maschine zu priorisieren. Die Aussage „Wir vereinbaren einen Besuch“ ist rechtlich nicht durchsetzbar, es sei denn, der Vertrag sieht vor, dass ein Techniker innerhalb von 48 Stunden eintreffen muss. Fügen Sie die SLA-Bedingungen Ihrer Bestellung hinzu, nicht nur Ihrer Wunschliste.
Häufig gestellte Fragen
Häufig gestellte Fragen
Wie viele Kavitäten benötige ich für 3.000 Flaschen pro Stunde?
Anhand der Formel aus Faktor 1: Für eine 500-ml-Wasserflasche mit einer Zykluszeit von 18 Sekunden ergibt sich eine Einzelkavitätenleistung von 3.600 ÷ 18 = 200 Flaschen pro Stunde. Benötigte Kavitäten: 3.000 ÷ 200 = 15 Kavitäten. Bei einer Effizienzreserve von 20% für die Produktion mit verschiedenen Artikeln (SKUs) empfiehlt sich eine Maschine mit 18 Kavitäten. Für die kontinuierliche Produktion mit nur einem Artikel (SKU) ist eine Maschine mit 16 Kavitäten und einer Reserve von 15% ausreichend. Runden Sie stets auf die nächstliegende verfügbare Standardkonfiguration auf und bestätigen Sie die tatsächliche Zykluszeit für Ihr spezifisches Flaschendesign mit Ihrem Maschinenlieferanten.
Worin besteht der Unterschied zwischen servohydraulischen und vollelektrischen ISBM-Maschinen?
Servohydraulische Maschinen nutzen Servomotoren zur Steuerung drehzahlvariabler Hydraulikpumpen. Dadurch wird der Energieverbrauch im Vergleich zu herkömmlichen Hydrauliksystemen auf ca. 60–701 TP³T reduziert, während die Hydraulikkraft für Anwendungen mit hohen Spannkräften erhalten bleibt. Vollelektrische Maschinen ersetzen sämtliche Hydrauliksysteme durch Servomotoren, die mechanische Aktuatoren direkt antreiben. Sie erreichen einen Energieverbrauch von ca. 50–601 TP³T im Vergleich zu herkömmlichen Hydrauliksystemen, arbeiten nahezu geräuschlos, bieten eine Positioniergenauigkeit von ±0,05 mm und eliminieren das Risiko einer Kontamination des Hydrauliköls. Vollelektrische Maschinen haben zwar höhere Anschaffungskosten, aber deutlich geringere Wartungs- und Betriebskosten und sind die erforderliche Konfiguration für Reinräume gemäß GMP-Richtlinien der pharmazeutischen Industrie.
Welche ISBM-Maschinenkonfiguration eignet sich am besten für die Verpackung von Arzneimitteln?
Pharmazeutische Verpackungen erfordern vier spezifische Konfigurationselemente: (1) ein vollelektrisches Antriebssystem – eliminiert das Risiko einer Kontamination mit Hydrauliköl in GMP-Reinräumen; (2) ein Heißkanalsystem mit Ventilanschnitt – gewährleistet einen möglichst sauberen Anschnittpunkt bei Präzisionsflaschen; (3) Automatisierungsgrad L3 oder höher – Inline-Bildverarbeitung mit automatischer Auswurffunktion und vollständiger Rückverfolgbarkeit; (4) CE-Kennzeichnung mit bestätigter Benannter Stelle und Materialkonformität gemäß EU-GMP-Anhang 1. Maschinenmaterialien, die mit Vorformlingen in Berührung kommen, müssen aus lebensmittel- oder pharmazeutisch geeignetem Edelstahl oder gleichwertigen Materialien bestehen. Bitte bestätigen Sie diese vier Anforderungen explizit in Ihrer Bestellspezifikation, bevor Sie einen Lieferanten auswählen.
Wie kann ich überprüfen, ob die CE-Zertifizierung eines Maschinenlieferanten echt ist?
Fordern Sie das Originaldokument der Konformitätserklärung (Declaration of Conformity, DoC) an – keine Broschüre, kein Zertifikatsbild und keinen Aufkleber an der Maschine. Die DoC muss den vollständigen Namen und die vierstellige Kennnummer der Benannten Stelle enthalten, die das Zertifikat ausgestellt hat. Überprüfen Sie diese Nummer in der NANDO-Datenbank der Europäischen Kommission unter ec.europa.eu/growth/tools-databases/nando. Dort ist jede registrierte Benannte Stelle mit ihrem aktuellen Status aufgeführt. Falls die Kennnummer nicht angezeigt wird, abgelaufen oder nicht mehr gelistet ist, ist die CE-Zertifizierung für den Import in die EU ungültig. Vergewissern Sie sich außerdem, dass die Modellbezeichnung in der DoC exakt mit dem Modell der Maschine übereinstimmt, die Sie kaufen.
Auf welche Kundendienstbedingungen sollte ich in einem ISBM-Maschinenvertrag bestehen?
Ihr Kaufvertrag für eine ISBM-Maschine sollte mindestens Folgendes beinhalten: (1) eine schriftliche Service-Level-Vereinbarung (SLA) mit einer Reaktionszeit für die Ferndiagnose von maximal 4 Stunden und einer Ankunftszeit des Technikers vor Ort von maximal 48 Stunden (Asien) bzw. maximal 72 Stunden (Europa/Amerika); (2) eine Garantiezeit von 12–18 Monaten, die die gesamte Maschine einschließlich Heißkanalsystem und elektrischer Komponenten abdeckt, wobei Verschleißteile ausdrücklich ausgeschlossen sind; (3) eine Zusage zur Ersatzteilverfügbarkeit mit Angabe der maximalen Lieferzeit für kritische Komponenten; (4) schriftlich bestätigte Dauer und Sprache der Inbetriebnahmeschulung; (5) ein festgelegtes Fernzugriffsprotokoll (OPC-UA oder VPN); und (6) einen namentlich genannten lokalen Servicetechniker mit direkten Kontaktdaten, die dem Vertrag beigefügt sind. Jeder Lieferant, der diese Bedingungen nicht schriftlich zusichert, stellt ein erhebliches Servicerisiko dar.
Sind Sie bereit, dieses Framework auf eine bestimmte Maschine anzuwenden?
Das Ingenieurteam von ISBM Solutions arbeitet diesen Bewertungsrahmen mit jedem potenziellen Käufer durch – und bietet vor einer Kaufverpflichtung kostenlos Berechnungen zur Anzahl der Hohlräume, TCO-Vergleiche des Antriebssystems und anwendungsspezifische Konfigurationsempfehlungen an.