大口径容器製造におけるブローアップ比率、金型設計、および熱処理をマスターするための技術ガイド
1. はじめに:広口PET容器への産業転換
現代のパッケージング環境では、広口瓶は従来の役割を超越しています。かつては重くて割れやすいガラス瓶が主流でしたが、高級食品(ナッツバター、蜂蜜、オーガニックジャム)、高級化粧品(高級クリーム、ボディバター)、スポーツ栄養(プロテインパウダー、サプリメント)などのカテゴリーでは、積極的に広口瓶への移行が進んでいます。 射出延伸ブロー成形(ISBM) PET容器の製造が進められています。この変化は、透明度の高い外観、物流コスト削減につながる大幅な軽量化、そして割れにくい素材ならではの安全性という3つの利点によって推進されています。
しかし、製造の観点から見ると、広口瓶(一般的には首の直径が50mmを超えるものと定義される)の製造は、標準的な細口飲料ボトルの製造とは全く異なるエンジニアリング上の課題です。28mmのソーダボトルは「解決済み」の商品問題ですが、110mmのバルク食品瓶は、ポリマー科学と機械設計の物理的な限界を押し広げます。製造業者は、壁厚の不均一性、厚肉部分の曇り、そして恐ろしい「ラジアルボトルネック」といった困難な障害に直面することがよくあります。 金型エンジニアリング そして 爆発率 それは単に役立つだけでなく、成功する高投資収益率の生産ラインを実現するための前提条件です。
2. 爆発比(BUR)の物理学:半径方向のボトルネックを克服する
広口瓶の製造をマスターするには、まず 膨張率(BUR)BURとは、射出成形されたプリフォームの寸法とブロー成形された容器の最終寸法との間の数学的な関係を表すものです。通常、これは2つのベクトルに分割されます。 軸方向ストレッチ (縦方向に) フープ/ラジアルストレッチ (横方向)。
広口のパラドックス
標準的なISBMでは、PETポリマー鎖を配向させて強度と透明性を高める「二軸配向」を誘発するために、延伸を最大化したいと考えます。しかし、広口瓶には物理的な矛盾があります。 ネックが太いほど、プリフォームの幅も広くする必要がある。プリフォームの幅が広くなるほど、それを半径方向に伸ばす余地は少なくなる。
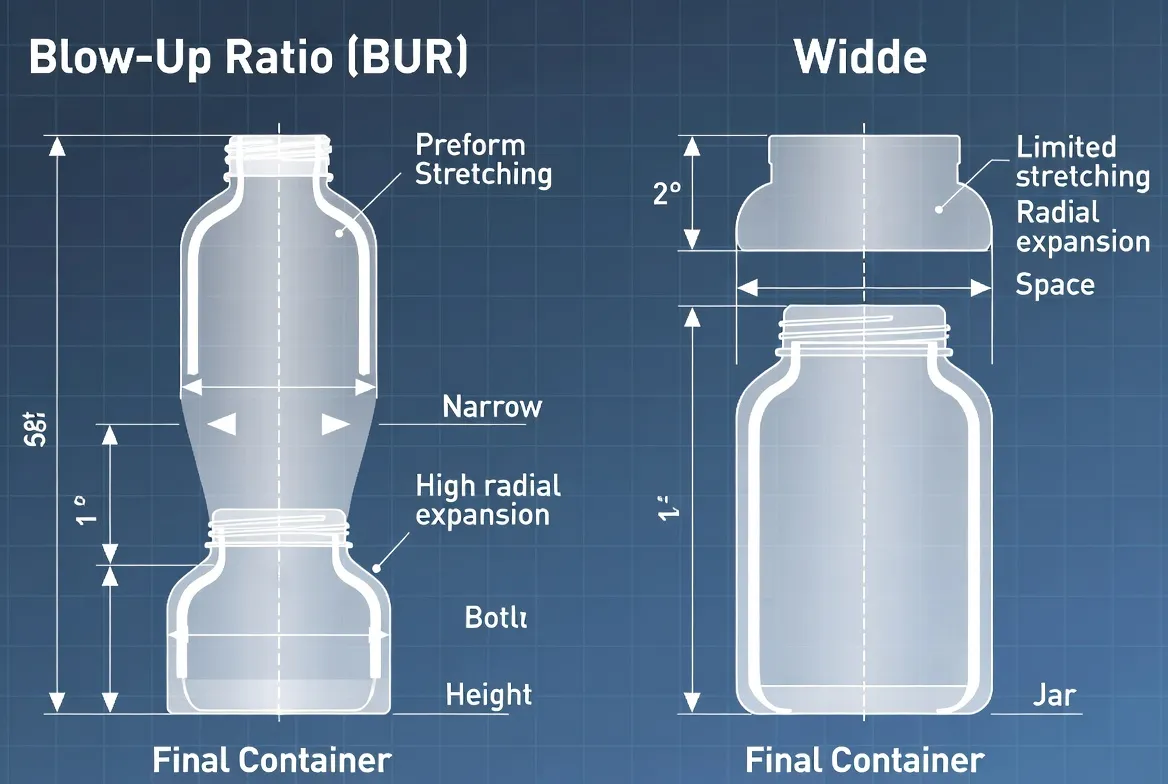
80mmジャー用のプリフォームが既に75mm幅である場合、半径方向の伸長は最小限になります。十分な半径方向の膨張がないと、ポリマー鎖は配向せず、構造的な剛性に欠け、上部荷重に対する強度が低く、圧力や熱によって「クリープ」しやすい容器になります。 ISBMソリューション我々のエンジニアリングアプローチは、これを利用することで解決します 高度なプリフォーム形状プリフォームを「段差状」または「先細り状」に設計することで、大きなネック部分に対してプリフォーム本体を細くすることができ、瓶の強度と透明度を両立させるために必要な半径方向の伸縮性を確保できます。
3. 大口径容器の金型設計:ゲート、クランプ、冷却
広口瓶の金型設計には、標準的なボトル設計とは異なるアプローチが必要となる。容器底面の表面積が大きく、使用する材料の量も多いため、特殊な機械的ソリューションが不可欠となる。
射出ゲート設計と溶融流動
広口プリフォームは本質的に体積が大きいため、溶融PETは射出キャビティ内をより長い距離移動する必要があります。ゲート設計が不十分だと、 「冷たいナメクジ」 または 「フローマーク」 底部付近。高性能広口金型は、特殊なホットランナーシステムと特大ゲートを採用し、迅速かつ層流的な流れを確保します。これにより、ポリマーにかかるせん断応力が最小限に抑えられ、「ゲート痕」が構造的な弱点や最終製品の外観上の欠陥となることを防ぎます。
トン数制限の課題
広口瓶を吹く際の物理現象には、途方もない力が関わっています。底径100mmの瓶を30バールの圧力で吹く場合、金型の半分を押し広げようとする力は、細長い水筒の場合よりもはるかに大きくなります。標準的な機械では、 「金型開封」 ブローサイクル中に、パーティングラインに見苦しい「バリ」(余分なプラスチック)が発生します。広口用に設計されたISBMマシンは、高剛性のクランプユニットを備えており、多くの場合、 圧力補償システム サイクル全体を通して気密性を維持するため。
コンフォーマル冷却水回路
広口化粧品容器は、高級ガラスのような質感を再現するために、底が非常に厚くなっていることが多い。これらの厚い部分を均一に冷却することが不可欠である。現代の金型は コンフォーマルクーリング 水回路は、瓶の底面の形状に正確に沿った3Dプリントまたは精密機械加工された流路です。これにより、「沈み込み跡」を防ぎ、従来の直線状の冷却流路と比較してサイクル時間を最大15%短縮できます。
4. 熱管理:厚肉プリフォームのコンディショニング
広口瓶の製造においてよくある苦情の一つに、瓶本体に「曇り」や「白濁」が生じるというものがあります。これはほぼ間違いなく、温度管理の問題です。厚みのあるプリフォーム(多くの場合4mmから7mm)は断熱材として機能します。プリフォームの外側が理想的な吹付け温度に達していても、中心部が熱すぎたり、内側が冷たすぎたりする可能性があります。
コンディショニングステーションの利点

One-Step ISBMでは、 空調設備 広口瓶の成功の秘訣はこれです。赤外線ランプで厚いプリフォームを均一に再加熱するのに苦労する2段階システムとは異なり、1段階プロセスでは射出成形段階でまだ温かいプリフォームを「調整」します。内部および外部の加熱/冷却要素がPET壁の厚み全体にわたって温度を均一にします。これにより、 熱結晶化 (白色に変色し)材料が二軸配向に最適な熱可塑性状態になることを保証し、肉厚の高級瓶でもガラスのような透明度を実現します。
5. 比類なきネック精度:シーリングの優位性
広口容器の場合、シール面が最も重要な寸法です。ピーナッツバター用の誘導ライナーであろうと、フェイスクリーム用の高級ガスケットであろうと、シールは 平面性 そして 丸み ネック部分の仕上げに関して。開口部の大きい瓶では、わずか0.2mmのずれでも液漏れや製品の酸化につながる可能性があります。
射出成形 vs. トリミング

押出ブロー成形 (EBM) では、ネックがトリミングまたはリーマ加工されることが多く、微粒子が発生し、シール面が粗くなります。2 段階 SBM では、ネックが激しい再加熱プロセス中に変形することがあります。1 段階 ISBM では、最初のステーションでネックを最終寸法に射出成形します。ネックは融点まで再加熱されないため、 マイクロメートルレベルの精度これにより、すべての瓶に誘導シール用の完全に平らな「接地面」が確保され、高価な内容物に対する100%の漏れ防止セキュリティが実現されます。
6. 投資対効果(ROI)と機械選定:キャビテーションと柔軟性のバランス
広口瓶用のISBMマシンに投資する場合、投資収益率(ROI)は、どのようにバランスを取るかによって決まります。 キャビテーション (1サイクルあたりの生産瓶数) 機械トン数 そして 柔軟性.
| 考慮 | ISBMソリューション戦略 |
|---|---|
| スペースの制約 | 大型の瓶は、成形型間の間隔をより広く取る必要があります。高出力の成形機を使用すれば、型締め圧力を損なうことなく、多段式の広口金型を成形できます。 |
| 迅速な切り替え | ワンステップ方式の機械は金型交換を迅速に行えるため、1台の機械で午前中に500mlの瓶を生産し、午後に2Lの大型容器を生産することが可能です。 |
| スクラップ削減 | 統合された「ゼロスカフ」ハンドリングにより、高級化粧品容器の製造において不良品の原因となる微細な傷を防ぎます。 |

口が広いという難題を克服する
世界クラスの広口瓶の製造には、機械だけでは不十分です。繊細なバランスを理解しているエンジニアリングパートナーシップが必要です。 プリフォームの設計、膨張率、および熱管理ISBMSolutionでは、お客様の複雑なパッケージデザインを、高生産性かつ高精度な製品へと実現するための技術的な専門知識を提供します。