1. はじめに:プラスチック製造の戦略的岐路
現代のプラスチック包装業界において、製造技術の選択はもはや単なる技術的な詳細ではなく、ビジネス戦略の要となっています。高透明PET製ウォーターボトル、精密設計された医薬品バイアル、あるいは大規模な工業用化学薬品容器など、どのような製品を製造する場合でも、選択する製造方法は、原材料樹脂のコストやエネルギー消費量から、店頭での魅力やブランドイメージに至るまで、事業運営のあらゆる側面に影響を与えます。
で ISBMソリューション私たちは、 射出延伸ブロー成形(ISBM), 射出ブロー成形(IBM)、 そして 押出ブロー成形(EBM) 多くの場合、製造業者は岐路に立たされます。基本的なガイドでは表面的な定義しか提供されていませんが、この詳細な分析では、機械的なニュアンス、経済的なトレードオフ、そして「見落とされている視点」を探り、特定の生産ラインにとって真に「最適な」技術はどれかを決定づけます。

2. 機械的基礎:魔法がどのように起こるのか
出力結果を理解するには、まずそのプロセスを完全に理解する必要がある。これら3つの技術はそれぞれ、プラスチックを根本的に異なる物質状態と熱プロファイルで処理する。
押出ブロー成形(EBM)
EBMはブロー成形の最も伝統的で汎用性の高い形態です。これは、溶融プラスチックチューブと呼ばれるものを連続的に押し出すことから始まります。 パリソンパリソンが所定の長さに達すると、冷却された金属製の金型がパリソンを囲み、上下を挟み込みます。次に圧縮空気が注入され、プラスチックが金型の形状に沿って成形されます。
- 最適な用途: 複雑な形状、取っ手、大型容器(最大1000L)。
- 主な利点: 金型コストが低く、非対称形状を製造できる能力がある。
射出ブロー成形(IBM)
IBMは、回転テーブル上で行われることが多い3段階のプロセスです。まず、プリフォームは 射出成形 まず、プリフォームをコアピンに取り付けます。次に、まだ熱いうちに、プリフォームをブロー成形金型に移し、膨張させます。最後に、完成した容器を取り出します。この工程は、プリフォームが最終重量に正確に成形されるため、「スクラップフリー」です。
- 最適な用途: 医療および化粧品業界で使用される、小型で高精度なボトル(5ml~250ml)。
- 主な利点: ネックの仕上げとネジ山の公差において、比類のない精度を誇ります。
射出延伸ブロー成形(ISBM)
ISBMはPETに最適な選択肢です。射出成形と機械加工を組み合わせたものです。 ストレッチロッドプリフォームが作製(または再加熱)された後、ロッドによって垂直方向に延伸されると同時に、水平方向にもブロー成形されます。この「二軸配向」によりポリマー分子が整列し、延伸されていないプラスチックよりもはるかに強度が高く透明な結晶構造が形成されます。
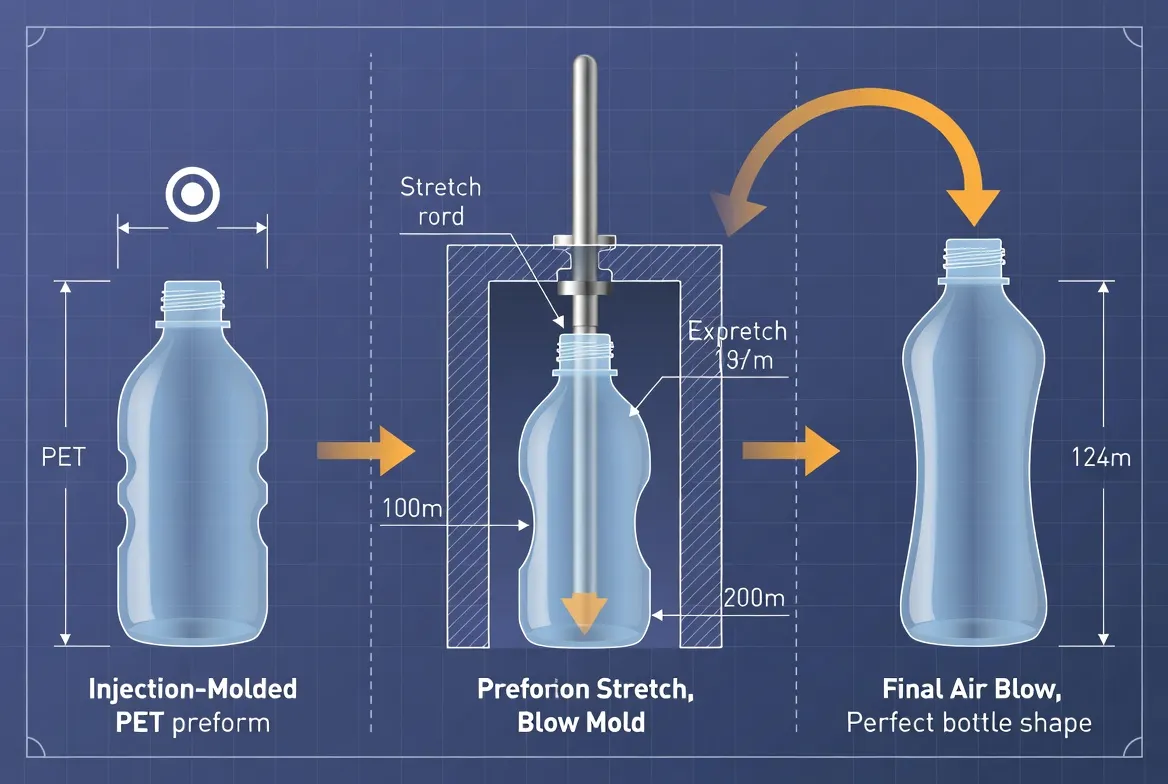
- 最適な用途: 透明度の高い飲料ボトル、瓶、炭酸飲料容器。
- 主な利点: 優れた透明度、向上したバリア性、そして軽量化を実現。
3. 360°比較マトリックス
これらの技術を評価する際には、調達チームにとって技術的なパラメータを直接比較することが不可欠です。
| メトリック | EBM | IBM | ISBM |
|---|---|---|---|
| 材料適合性 | PE、PP、PVC、PC | PE、PP、PS、SAN | PET、PP、PC、Tritan |
| ネック仕上げ精度 | 平均 | 優れた(注射用グレード) | 高(注射用グレード) |
| 表面の透明度 | 半透明から不透明 | 良い | ガラスのような透明度 |
| 二次的な手術 | デフラッシュが必要です | 仕上げは不要です | 仕上げは不要です |
| 理想的な生産規模 | 小から大 | 中~高 | 非常に高い(マスマーケット向け) |
4.専門家による分析:見落とされている視点
私たちの経験では ISBMソリューション多くの購入者は機械の価格だけに注目しがちです。しかし、真の競争優位性は、見落とされがちな次の3つの要素にあります。
A. 「フラッシュ」問題と循環性
EBM(電子ビーム溶解)では、パリソンの圧縮によって「フラッシュ」(上下に発生する余分なプラスチック)が生じる。これは再粉砕して再利用できるものの、再粉砕にかかるエネルギーコストと材料劣化の可能性は、隠れたコストとなる。 IBMとISBMは本質的にクリーンな企業である。 プリフォームを正確な重量に成形することで、二次的なトリミングやリサイクルの必要性をなくし、2026年の厳格なESG(環境、社会、ガバナンス)基準により適合したものとなる。
B. バリア特性と保存期間
一般的なガイドでは見落とされがちな視点の一つは、 ガス透過性 完成したボトルについて。ISBMは分子を伸ばすため、ポリマー鎖間の「隙間」が減少します。つまり、CO2はボトル内に留まり(炭酸飲料にとって重要)、酸素はボトル外に侵入しません(ビールやジュースにとって重要)。製品が酸化に弱い場合、ISBMはIBMやEBMでは高価な多層添加剤なしでは実現できない賞味期限の延長効果をもたらします。
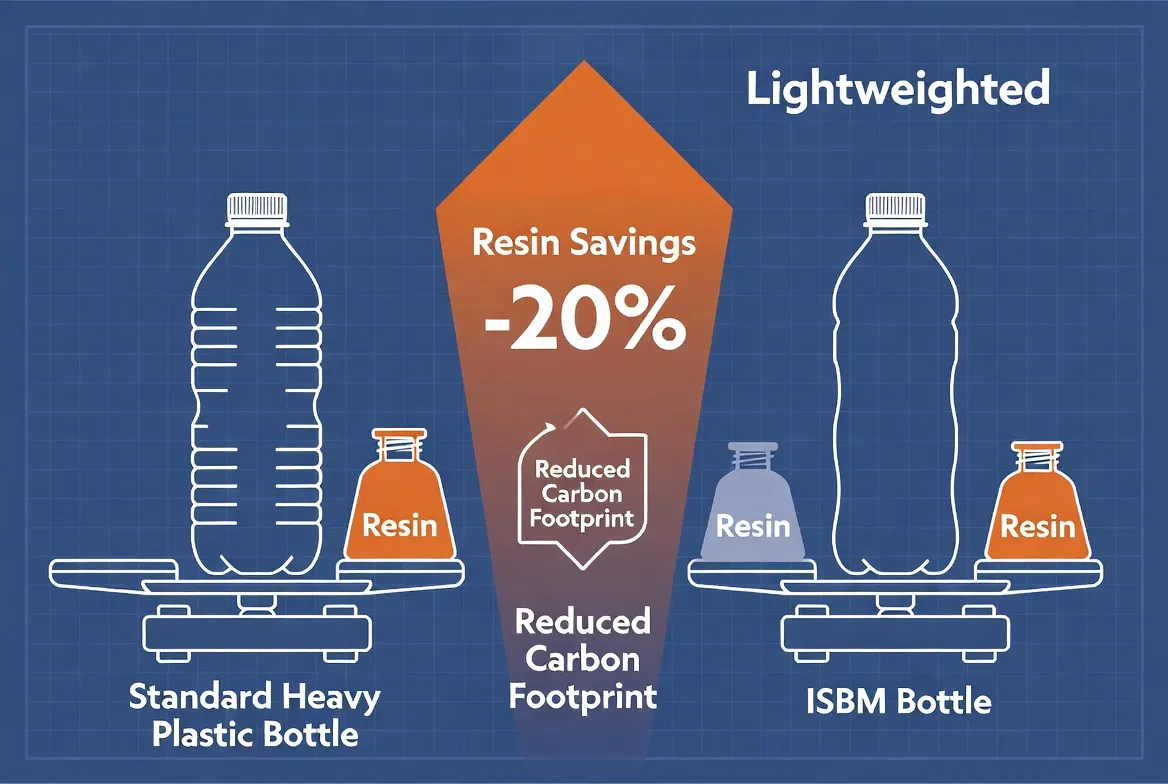
C. 軽量化:樹脂コスト革命
材料費は通常、ボトル製造総コストの70%を占めます。ISBMは 軽量化―プラスチックの使用量を大幅に削減しながら、より厚みのあるEBMボトルと同等の強度を維持できるボトルを製造できる能力。1,000万個の生産量で、ボトル1本あたりわずか2グラムの削減でも、20トンの樹脂を節約できます。これは、最終的な収益に純利益として還元されます。
5. 戦術的選択:適用シナリオ
事例1:パーソナルケアブランド
要件: 光沢のある仕上げと特製の金糸のキャップが付いた、100mlのローションボトル。
勝者:IBM 射出成形されたネック部分は、高級キャップが漏れなく完璧にフィットすることを保証し、この製法は小型ボトルに最適です。
事例2:清涼飲料大手企業
要件: 500mlの炭酸水ボトル。高い耐圧性、透明度抜群。
受賞者:ISBM 二軸構造により、内部の炭酸ガス発生に耐える強度が得られるとともに、水が食欲をそそるほど透明に見える。
事例3:産業用サプライヤー
要件: 持ち運び用ハンドルが一体化した4リットル入り漂白剤ボトル。
勝者:EBM。 EBMの「ピンチオフ」プロセスは、重量のある液体容器用の空洞で一体型のハンドルを作成する唯一の実現可能な方法です。
6.経済戦略:総所有コスト(TCO)
SEOおよび業界の専門家として、私は最初のマシン購入だけでなく、その先を見据えることをお勧めします。2026年に向けた真のTCO分析には、以下の項目を含める必要があります。
- エネルギー効率: 最新のISBMマシンは、赤外線加熱効率において飛躍的な進歩を遂げています。1000本あたりの消費電力(kWh)を計算してください。
- 工具費償却: EBM金型は、IBM/ISBMに必要な精密焼入れ鋼製金型に比べて、一般的に安価です(アルミニウム/鋼製)。少量多品種生産の場合は、EBMの方が経済的かもしれません。
- 床面積: ISBMSolution社が提供するような単段式ISBMマシンは、プリフォーム成形とブロー成形を1つの設置面積に統合しているため、2段式プロセスに比べて設置面積と物流コストを削減できます。

7.最終結論:勝利を収めたテクノロジー
どちらかの技術が「勝つ」のか? ISBM vs IBM vs EBM勝者は、製品量、材料の選択、および品質基準によって決定されます。
しかし、市場をリードすることが目標であれば 高透明度、軽量、環境に優しいパッケージ, ISBM 高性能プラスチック製造におけるグローバルスタンダードとして、ますます注目を集めています。樹脂使用量を削減し、優れた外観を実現できるその能力は、競争の激しい小売環境において無視できない投資対効果をもたらします。
ISBMの専門家にご相談ください
推測はやめて、最適化を始めましょう。ISBM Solutionのチームは、お客様の生産目標と、グローバル競争に必要な精密な機械技術をマッチングさせることに特化しています。
ISBMおよびIBMの各種機器については、こちらをご覧ください。 isbmsolution.com