選択する 射出延伸ブロー成形機 これは、今後10年以上にわたって生産経済を左右する重要な決定です。しかし、ほとんどのメーカーのウェブサイトを含むオンラインで入手できるガイダンスは、選定プロセスを生産量、ボトルサイズ、材料の種類、「優れたアフターサービス」という4つの表面的な基準に矮小化しています。これらの情報源はいずれも、調達エンジニアが実際に必要とする定量的な枠組みを提供していません。特定の機械モデルを評価する前に、まず以下の7つの要素にわたって、自社の要件が正確に定義されていることを確認してください。ISBM生産プロセス自体に関する背景情報については、こちらをご覧ください。 ISBM機械の動作原理ガイド そして 単段式と二段式の比較.
ファクター01
機械を評価する前に、必要なキャビティ数を計算してください。
どのガイドブックにも「生産量に基づいてキャビティ数を選択してください」と書かれていますが、計算式はどこにも記載されていません。このたった一つの見落としが、ISBM(産業用金属加工機械)の調達において最もよくあるミスを引き起こします。つまり、計算ではなく直感に基づいてキャビティ数を選択し、稼働後に20~30%の容量不足に気づくという事態です。製品カタログを開く前に、まずはここから始めましょう。
虫歯数計算式 — 参考資料
必要空洞数 = 目標BPH ÷ (3,600 ÷ サイクル時間(秒))
例: 目標生産量 = 3,600 bph / サイクル時間 = 20秒 (500mlウォーターボトル)
単一空洞出力 = 3,600 ÷ 20 = 180本/時
必要な生の空洞数 = 3,600 ÷ 180 = 20個の虫歯
+ 20% 効率マージン → 指定 24個の虫歯
| 生産環境 |
効率マージン |
キャビティマルチプライヤー |
| 単一SKU、継続的かつ安定的な生産 |
15% |
生カウント × 1.15 |
| 頻繁な切り替えを伴う複数SKU |
20–25% |
生カウント × 1.20~1.25 |
| 医薬品/精密医療用途 |
20% + QCウィンドウ |
次の標準仕様に切り上げる |
| rPETブレンドの製造(TP3T含有量251%以上) |
25% |
生カウント × 1.25 |
| ボトルカテゴリー |
音量 |
標準サイクルタイム |
| 標準的な水/飲料 |
250~500ml |
15~18歳 |
| 標準的な水/飲料 |
1~2L |
18~22秒 |
| 美容/特殊非対称 |
50~200ml |
18~24秒 |
| 広口瓶/容器 |
250ml~1L |
22~28秒 |
| 食用油/取っ手付きボトル |
1~5L |
25~35秒 |
⚠️
重要:ピーク出力を計画の基準値として使用しないでください
機械の仕様書には、理想的な単一SKU、段取り替えなしの条件下での最大理論出力が記載されています。生産計画の基準となるべきは定格出力であり、これは通常、記載されている最大値の75~85%に相当します。キャビティ計算にピーク出力を使用することは、試運転後の生産能力不足の最も一般的な原因です。
ファクター02
材料適合性 ― それは単に「PET」と言う以上の意味を持つ
ほとんどのガイドでは、ISBMの一般的な材料としてPET/PP/PCが挙げられています。しかし、重要な点が抜け落ちています。材料が異なれば、機械の構成も大きく異なるということです。PET用に最適化された機械は、PPやPCの生産には大幅なハードウェアの変更が必要になる場合があり、場合によっては全く不向きなこともあります。機械を選定する前に、使用する材料プログラム全体を確立しておくことで、納入後の高額な改修を回避できます。PETの加工中の材料挙動に関する詳細な科学的情報については、こちらをご覧ください。 PETボトル製造工程ガイド.

| 材料 |
融点 |
特別構成 |
主要アプリケーション |
| ペット |
270~285℃ |
乾燥剤式乾燥機(露点≦−40℃)必須 |
飲料、水、食べ物 |
| PP |
200~230℃ |
スクリューのL/D比が異なるため、バレルゾーンの温度が低くなります。 |
医療、化粧品、ホットフィル |
| PC |
260~300℃ |
高温成形用金型制御装置(80℃以上);予備乾燥必須 |
ウォーターディスペンサー、医療 |
| PETG / PCTG |
230~260℃ |
PETのような構成。IV範囲の互換性を確認。 |
化粧品、ギフト包装 |
| トリタン |
240~270℃ |
BPAフリー適合性検証が必要 |
ベビー用品、スポーツ用品 |
| rPET ♻️ |
265~280℃ |
サーボ温度制御(±0.5℃);IV補正 |
持続可能なパッケージ |

♻️
rPETとの互換性:2025年調達における譲れない条件
ブランドオーナーの顧客の間で、包装資材サプライヤーの仕様書に25-50% rPET含有量の要件を直接記載するケースが増えています。現在、rPET対応が検証されていない機械を購入すると、2~3年以内に高額な改修が必要になるリスクがあります。rPETは、バージンPETに比べて固有粘度が低い(0.04~0.08 dL/g低い)ため、標準PETよりも厳密な温度制御と広いプロセスパラメータ範囲が必要となります。
サプライヤーに直接お問い合わせください。
「貴社の装置は、最大50%までのrPETブレンドに対応していますか?必要なパラメータ調整は何ですか?また、貴社のコンディショニングステーションが処理できる最小/最大IV範囲はどれくらいですか?」
ファクター03
油圧式 vs サーボ油圧式 vs 完全電動式:駆動システムの決定
駆動システムの選択は、長期的に運用コストに最も大きな影響を与える構成上の決定事項ですが、競合他社のガイドでは最も浅く扱われている側面であり、通常は「サーボオプションが利用可能です」という一文で済まされています。油圧式、サーボ油圧式、および完全電動式の駆動方式の選択は、エネルギー消費量、精度、騒音、メンテナンスコスト、および用途への適合性に影響を与え、10年間の機械寿命にわたって累積的な影響を及ぼします。精度の役割については、 二軸配向品質詳しくは、専用ガイドをご覧ください。
| 寸法 |
従来型油圧 |
サーボ油圧式(ハイブリッド) |
フル電動(サーボ) |
| エネルギー消費量 |
ベースライン — 100% |
ベースラインの60~70% |
ベースラインの50~60% |
| 初期購入費用 |
最低 |
中くらい |
最高 |
| 位置決めの再現性 |
±0.5 mm |
±0.1 mm |
±0.05 mm |
| 動作時の騒音レベル |
75~85 dB |
65~75 dB |
55~65 dB |
| メンテナンス要件 |
油圧オイル、シール、ポンプ — 頻繁な交換 |
油圧オイル+モーターサービス |
最小限 – 油圧システムなし |
| 温度/環境 |
幅広い範囲、堅牢 |
幅広い範囲、堅牢 |
防塵・防湿対策が必要 |
| 高速移動 |
限定的 - 圧力遅延 |
良い反応 |
クラス最高 |
従来型油圧
最適なケース:設備投資予算が限られている場合、生産が1シフトまたは2シフトで行われている場合、工場に既に油圧メンテナンスの専門知識がある場合、および用途が非精密(標準的な丸型ボトル)の場合。
製薬/GMP環境での使用は推奨されません
サーボ油圧式 ✅主流
最適な用途:設備投資コストと運転効率のバランスが取れている場合。中~高生産量の場合。PETボトルを用いた飲料、化粧品、食品用途のほとんど。新規設置において最も広く採用されている構成です。
ほとんどの購入者におすすめのデフォルト設定
フル電動サーボ
最適な条件:GMPクリーンルーム要件(作動油汚染リスクゼロ);24時間高強度生産;小型高精度ボトル(50~250ml);長期的なTCO効率目標が最高レベルの場合。
医薬品GMP附属書1に必要
💡
ドライブ選択に関する10年間の総所有コスト(TCO)の視点
年間生産量500万本、産業用電力料金0.8円/kWhの場合、完全電動式機械は従来の油圧式機械に比べて年間約4万円~6万円のコスト削減効果があります。10年間の機械寿命で見ると、この累計40万円~60万円の節約額は、通常、完全電動式の初期購入価格の割増分を上回るか、あるいはそれを補うことができます。
ファクター04
適切な自動化レベルを定義する ― 半自動化からインダストリー4.0まで
競合するガイドでは、「完全自動化」を二者択一の極端な例として扱い、すべての完全自動化マシンが同等であるかのように扱っています。実際には、ISBMの自動化は5つの異なるレベルに分かれており、それぞれ異なる設備投資、人員配置、および統合インフラストラクチャを必要とします。自社の運用体制が対応できるレベルよりも高い自動化レベルを購入すると、資本の無駄遣いとなり、価値を生み出すことなくメンテナンスが複雑化します。目標とするレベルを決定する最も簡単な方法は次のとおりです。 1台の機械につき、1シフトあたり何人の専任オペレーターを配置する予定ですか? このたった一つの質問で、あなたの自動化レベルが決まります。
ISBM自動化レベル標準 — 5段階フレームワーク
| レベル |
名前 |
意味 |
オペレーター/機械 |
最適な用途 |
| L1 |
半自動 |
プリフォームの手動装填、自動ブロー成形および排出 |
2~3 |
研究開発、少量生産、試作品、特殊な非対称形状の瓶 |
| L2 |
基本フルオート |
自動プリフォームローディング+自動ボトル排出コンベア |
1~2 |
中規模標準ボトル製造、食品・飲料 |
| L3 |
フルオート+インラインQC |
L2 + 統合型画像検査システム、自動拒否 |
1 |
食品、パーソナルケア、規制対象飲料用途 |
| L4 |
フルオート+MES |
L3 + OEE/生産データのERP/MESシステムへのアップロード |
2台につき1台 |
大手メーカー、ISO認証工場 |
| L5 |
インダストリー4.0 |
L4 + 予知保全 + リモートパラメータ制御 |
4台以上の機械につき1台 |
医薬品GMP、高級化粧品、ハイエンド精密製造 |
各自動化レベルで必要な機器
L2+
自動プリフォームローダー/ホッパー、排出コンベア、ネック仕上げ方向センサー
L3+
インラインカメラ検査システム(外観+寸法)、自動排出ゲート、サンプル品質管理ステーション
L4+
OPC-UA/MQTTデータインターフェース、OEEモジュール、ERP/MES APIコネクタ、生産レポートダッシュボード
L5+
予測保全センサー(振動、温度、油質)、リモートVPNアクセス、AIパラメータ最適化モジュール
ファクター05
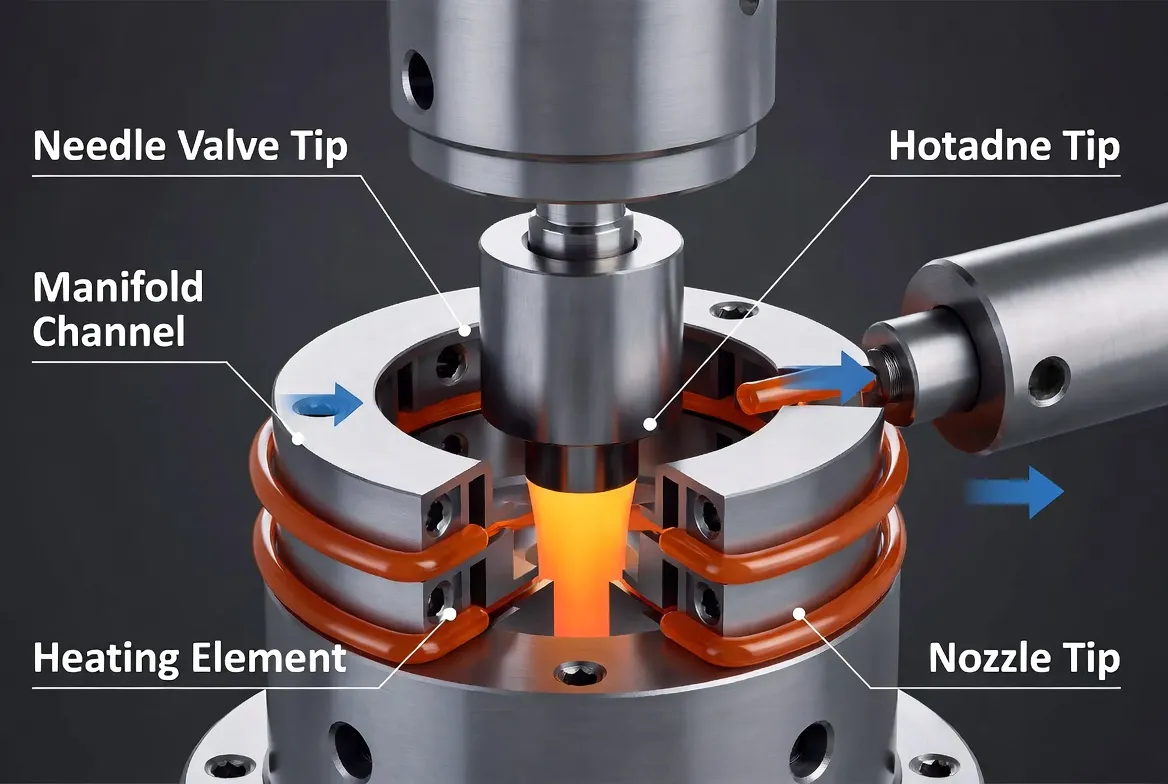
ホットランナーシステムと金型の互換性 ― 隠れた長期コスト要因
ホットランナーと金型システムの選択は、ISBM調達においておそらく最も検討が不十分な側面です。機械の購入価格は一度限りの費用ですが、金型への投資は、新製品の導入、SKUの変更、製品の配合変更のたびに増加する継続的な費用です。多様な製品ポートフォリオを持つ事業では、10年間の金型総コストは、初期機械コストをしばしば上回ります。金型設計の決定に影響を与えるプリフォーム形状に関する詳細なガイダンスについては、当社の ISBMプリフォーム設計ガイド.
| ゲートタイプ |
主な特徴 |
キャビティ範囲 |
リスク/注記 |
| ダイレクトゲート |
最もシンプルな構造、最も低コスト |
1~2個の虫歯 |
ゲートマークが目立つため、高級透明ボトルには適していません。 |
| バルブゲート✅ |
ゲートマークが最小限。最高の精度。最もクリーンな充填シーケンス。 |
2~16個の虫歯 |
コストとメンテナンス要件が高い。化粧品および医薬品業界に強く推奨される。 |
| 開いた門 |
バルブゲートよりも低コスト。不透明な用途にも適したマーク。 |
2~8個の虫歯 |
糸引きのリスクあり。高級感のある透明ボトルには不向きです。 |
金型の適合性について、すべてのサプライヤーに尋ねるべき3つの質問
Q1
この機械は、他社製の金型(SIPA、Netstal、ASBの標準寸法)に対応していますか?
独自の金型に縛られると、長期的な金型コストが大幅に上昇し、他社からの金型調達も不可能になります。オープンスタンダードの金型インターフェースを強く求めましょう。
第2四半期
製品フォーマットを変更する場合、ホットランナー全体を交換する必要がありますか、それともコールドキャビティの半分だけを交換すればよいですか?
ホットランナーの共有と複数のコールドハーフの使用により、SKUあたりの金型コストが大幅に削減されます。これは重要なコストメリットであり、明確に確認する必要があります。
第3四半期
金型鋼の標準グレードはどれですか?また、金型の耐用年数(成形回数)はどのくらいですか?
P20/718鋼:2億~3億回の刻印。H13/S136焼入れ鋼:5億~10億回の刻印。口頭での見積もりではなく、書面による保証が必要です。
ファクター06
認証とコンプライアンス ― 規制対象業界にとって譲れない要件
認証やコンプライアンス要件は、このテーマに関する主要な競合他社のガイドには一切記載されていません。化粧品、食品、飲料業界のほとんどのバイヤーにとって、このギャップは単なる不便さに過ぎません。しかし、医薬品、乳幼児向け製品、またはEU/米国への輸出を目的とするバイヤーにとっては、他のどの要素よりも先に解決しなければならない、調達を阻害する重大な要件となります。機械の納入後にコンプライアンス違反が発覚した場合、高額な改修費用、生産停止、または包装の規制当局による拒否といった事態に直面することになり、いずれも容易に吸収できるものではありません。
| 業界/市場 |
必須認証/規格 |
権限/規制 |
| EUの食品接触包装 |
CEマークおよびEU規則10/2011の材料適合性 |
欧州委員会 |
| 米国食品・飲料包装 |
FDA 21 CFR 177.1630(PET容器の食品接触) |
米国食品医薬品局(FDA) |
| 医薬品(GMP) |
CEマーク取得済み、かつEU GMP Annex 1に準拠した機械材料を使用 |
EMA / EU GMP |
| 乳幼児用品 |
BPAフリー表示 + Tritan / PPSU素材認証 |
地域の消費者安全機関 |
| 欧州連合への輸出 |
CEマーク — 機械指令2006/42/EC(機械の安全性) |
EU認証機関 |
| 日本への輸出 |
JIS B 6021相当適合性文書 |
JISC |
⚠️ CE証明書が本物かどうかを確認する方法 — 3つのステップ
01
適合宣言書(DoC)の原本を請求してください。 パンフレットの参照情報や機械に貼られたステッカーではなく、DoC(認証機関)は、認証機関の具体的な名称と4桁の識別番号を明記する必要があります。
02
認証機関番号を確認してください 欧州委員会のNANDOデータベース(ec.europa.eu/growth/tools-databases/nando)に掲載されています。存在しない、または登録が抹消された機関が発行したCE認証は、EUへの輸入において法的効力を持ちません。
03
型番を確認してください DoCに記載されている仕様は、構成サフィックスを含め、ご購入いただく機械のモデルと完全に一致している必要があります。HGY150モデルのCE認証は、HGY150-V4-EVモデルを自動的にカバーするものではありません。
ファクター07 ⭐
アフターサービス ― 機械調達において最も過小評価されている要素
競合するガイドはどれも、「評判の良いメーカーで、顧客サポートが充実しているメーカーを選びましょう」といった決まり文句で締めくくられています。しかし、これでは具体的な行動指針は得られません。以下の7項目からなる監査チェックリストは、アフターサービス評価を主観的な印象から、検証可能で文書化されたサプライヤー評価へと変革します。契約締結後ではなく、サプライヤー評価プロセス中に、構造化された質問票として活用してください。
①
応答時間SLA(サービスレベル契約)
聞く: 「私の機械が重大な停止障害を起こした場合、書面での対応期限はどれくらいですか?」
✅ 標準:リモート対応 ≤4時間 / オンサイト対応 ≤48時間(アジア) / ≤72時間(ヨーロッパ)
⛔ 危険信号:書面によるSLAがなく、「できるだけ早く」という口頭での約束のみ
②
スペアパーツの在庫管理と物流
聞く: 「重要な消耗部品の在庫が最も近い場所はどこですか?ホットランナーバルブのニードルやサーボモーターモジュールの納期はどれくらいですか?」
✅ 標準:地域在庫あり。重要部品は5営業日以内にお届け。
⛔ 要注意:「すべての部品は中国の工場から発注」/納期4週間以上
③
遠隔診断機能
聞く: 「この機械はリモートアクセス診断に対応していますか? 対応プロトコルは何ですか? 生産データはどこに保存されていますか?」
✅ 標準機能:OPC-UA / VPNアクセス、リアルタイムパラメータ読み取り、障害コードライブラリ
⛔ 危険信号:リモートアクセス不可。障害ログの読み取りには現地訪問が必要
④
設置および操作者トレーニング
聞く: 「導入研修には何日間かかりますか?完全な操作マニュアルとビデオ研修ライブラリは、私たちの言語で提供されますか?」
✅ 標準:5~10日間の現地試運転、3~5日間のオペレーター研修、完全なマニュアル
⛔ 危険信号:トレーニング期間が3日未満。マニュアルは機械翻訳で不完全。
⑤
地域サービスエンジニアの対応範囲
聞く: 「[貴国/地域]には何人の常駐サービスエンジニアがいますか?どの都市にいますか?彼らの連絡先を教えていただけますか?」
✅ 標準仕様:担当エンジニア(都市名と連絡先付き)、サービス契約あり
⛔ 危険信号:「当社にはグローバルパートナーネットワークがあります」と記載されているが、具体的な連絡先が示されていない。
⑥
保証条件の詳細
聞く: 「保証期間はどれくらいですか?どの部品が保証対象ですか?明確に保証対象外となるものは何ですか?ホットランナーと電気系統は保証対象ですか?」
✅ 標準保証:本体12~18ヶ月。ホットランナーと電気部品を含む。消耗部品は除く。
⛔ 要注意:保証期間が12ヶ月未満、除外条項が多すぎる、書面による保証書がない
⑦
顧客アクセス参照
聞く: 「私の業界の既存顧客3社の連絡先を教えていただけますか?彼らに直接、利用経験や遭遇した問題点などについて尋ねたいのです。」
✅ 標準:積極的に提供される。独立した連絡が推奨される。調達よりも技術スタッフが優先される。
⛔ 要注意:連絡先の提供を拒否し、マーケティングの顧客の声のみに誘導する
評価ツール
ISBMマシンサプライヤー評価スコアカード

このスコアカードを使用して、複数のサプライヤーを同じ7つの基準で比較してください。各項目を1~10点で採点し、それぞれの重みを掛けて合計し、最終的な加重スコアを算出します。下記の重みは一般的な適用例を示しています。医薬品バイヤーは、F6(認証)を25%に引き上げ、F3/F5を比例的に引き下げる必要があります。
| 評価要素 |
重さ |
サプライヤーA
(スコア/10) |
サプライヤーB
(スコア/10) |
サプライヤーC
(スコア/10) |
| F1・キャビティ数/出力の一致 |
20% |
__ / 10 |
__ / 10 |
__ / 10 |
| F2・材料適合性(rPETを含む) |
10% |
__ / 10 |
__ / 10 |
__ / 10 |
| F3・駆動システムTCO適合 |
15% |
__ / 10 |
__ / 10 |
__ / 10 |
| F4 · 自動化レベルのマッチング |
15% |
__ / 10 |
__ / 10 |
__ / 10 |
| F5・ホットランナー/金型の柔軟性 |
10% |
__ / 10 |
__ / 10 |
__ / 10 |
| F6 · 認証とコンプライアンス |
15% |
__ / 10 |
__ / 10 |
__ / 10 |
| F7・アフターサービスサポート(7項目監査) |
15% |
__ / 10 |
__ / 10 |
__ / 10 |
| 加重合計スコア |
100% |
— |
— |
— |
注:医薬品用途の場合は、F6の重量を25%に増やし、F3を10%に、F5を8%に減らしてください。
リスク警告
ISBMマシン購入でよくある7つの間違いとその回避方法
このトピックに関する競合コンテンツはすべて、肯定的なガイダンスのみを提供しています。このモジュールでは、それらが一貫して省略している側面、つまり、購入者に金銭的損失、生産停止、または規制リスクをもたらす、回避可能な具体的なエラーについて取り上げます。以下の各項目は、ISBM調達決定全体で観察された実際のパターンに基づいています。評価のこの段階に達した場合、これらのエラーのほとんどは既に回避されています。生産における欠陥診断については、当社の ISBM欠陥ガイド.
間違いその1
10年間の総所有コストではなく、購入価格を比較する
初期費用が10万円高くても、年間30%のエネルギーを節約できる機械は、3~4年でその差額を回収でき、その後も稼働期間の残りの6~7年間は節約効果が持続します。TCO(総所有コスト)モデルを用いない購入価格比較は、必然的に間違った機械を有利にしてしまうことになります。
間違い02
ピーク出力を使用して虫歯数を計画する
機械の公称最大出力に対してキャビティ数を指定すると、15~25%の効率マージンを適用しない場合、生産能力が20~30%不足するという系統的な問題が生じます。係数1の式は、このエラーを完全に防止します。
間違い03
rPET互換性検証をスキップする
rPETの明確な検証なしに購入された機械は、ブランド顧客がrPETの使用を義務付ける際に、高額な改修費用を負担することになります。こうした義務化は、欧州、北米、オーストラリア市場で急速に進んでいます。わずか5分間の検証質問で、24ヶ月以内に20万円以上の改修費用を回避できます。
間違い04
ホットランナーシステムの仕様を見落とす
輸入部品のホットランナーバルブニードルが故障した場合、海外在庫のみのサプライヤーから交換部品が届くまで4~6週間かかる可能性があります。契約を締結する前に、ホットランナー部品の地域ごとの交換部品の入手可能性を必ず確認してください。
間違い05
「完全自動化」をスマート製造として捉える
データインターフェースを持たない全自動機(L2)は、工場のMESシステムに接続できず、OEEレポートを生成できず、予知保全にも対応できません。工場でデジタル生産システムを運用している、または運用を計画している場合は、購入前に機械にOPC-UAまたはMQTTデータ出力機能があることを確認してください。
間違い06
認証機関による検証なしにCE証明書を受け入れる
機械輸入業界では、偽造されたCE認証書や有効期限切れのCE認証書が頻繁に出回っています。欧州委員会のNANDOデータベースで認証機関番号を5分で確認するだけで(要因6参照)、このリスクは完全に排除できます。CEステッカーやパンフレットの記載を適合証明として決して受け入れないでください。
間違い07
サービス契約にSLAは含まれていません
最大応答時間と解決時間を明記した書面によるSLAがない場合、サプライヤーはシステム停止に遭遇しても、お客様の機器を優先的に修理する契約上の義務を一切負いません。「訪問の手配をしています」という返答は、契約書に技術者が48時間以内に到着しなければならないと明記されていない限り、法的に無効です。SLAの条項は、単なる希望リストではなく、発注書に必ず記載してください。
1時間に3,000本のボトルを処理するには、何個の穴が必要ですか?
係数1の式を使用すると、サイクルタイムが18秒の500mlウォーターボトルの場合、シングルキャビティの出力は3,600÷18=200本/時となります。必要なキャビティ数は3,000÷200=15個です。混合SKUオペレーションの効率マージンが20%の場合、18キャビティのマシンを指定してください。シングルSKUの連続生産の場合は、15%のマージンを持つ16キャビティのマシンで十分です。常に最も近い標準構成に切り上げ、特定のボトル設計の実際のサイクルタイムを使用してマシンサプライヤーに確認してください。
サーボ油圧式ISBMと全電動式ISBMの違いは何ですか?
サーボ油圧式機械は、サーボモーターを使用して可変速油圧ポンプを制御することで、従来の油圧式機械の約60~70%のエネルギー消費量を削減しつつ、高クランプ荷重動作に必要な油圧力を維持します。完全電動式機械は、すべての油圧システムをサーボモーターによる機械式アクチュエータの直接駆動に置き換え、従来の油圧式機械の約50~60%のエネルギー消費量、ほぼゼロの騒音、±0.05mmの位置決め再現性、および油圧オイル汚染リスクゼロを実現します。完全電動式機械は初期費用は高くなりますが、メンテナンスおよび運用コストが大幅に低く抑えられ、医薬品GMPクリーンルーム環境で必須の構成となっています。
医薬品包装に最適なISBM装置の構成はどれですか?
医薬品包装には、次の 4 つの特定の構成要素が必要です。(1) 完全電動駆動システム - GMP クリーンルーム環境における作動油汚染のリスクを排除します。(2) バルブゲートホットランナー - 精密ボトルのゲートポイントを可能な限りクリーンにします。(3) 自動化レベル L3 以上 - 自動排出機能と完全なトレーサビリティを備えたインライン画像検査。(4) 認証機関による検証と EU GMP Annex 1 への材料適合性が確認された CE マーク。プリフォームと接触する機械材料は、食品グレード/医薬品グレードのステンレス鋼または同等品として指定する必要があります。サプライヤーを評価する前に、購入仕様書でこれらの 4 つの要件を明確に確認してください。
機械サプライヤーのCE認証が本物であることを確認するにはどうすればよいですか?
適合宣言書(DoC)の原本を請求してください。パンフレット、証明書の画像、機械のステッカーでは不十分です。DoCには、証明書を発行した認証機関の正式名称と4桁の識別番号が記載されている必要があります。この番号を欧州委員会のNANDOデータベース(ec.europa.eu/growth/tools-databases/nando)で確認してください。登録されている認証機関は、現在のステータスとともに表示されます。認証機関番号が表示されない場合、有効期限が切れている場合、または登録が抹消されている場合は、CE認証はEUへの輸入には法的に無効です。また、DoCに記載されている正確なモデル名が、購入予定の機械モデルと一致していることも確認してください。
ISBMマシンの契約において、どのようなアフターサービス条件を主張すべきでしょうか?
ISBMマシンの購入契約には、最低限以下の事項を含める必要があります。(1) リモート診断の応答時間が4時間以内、オンサイトエンジニアの到着時間が48時間以内(アジア)または72時間以内(ヨーロッパ/アメリカ)であることを明記した書面によるSLA。(2) ホットランナーシステムおよび電気部品を含むマシン全体を対象とした12~18ヶ月の保証期間(消耗部品は明示的に除外)。(3) 重要な部品の最大納期を明記したスペアパーツの入手可能性に関する確約。(4) 試運転トレーニングの期間および指導言語を文書で確認。(5) リモートアクセスプロトコルを指定(OPC-UAまたはVPN)。(6) 契約書に直接連絡先が記載された現地サービスエンジニアの指名。これらの条件を文書で確約しないサプライヤーは、重大なサービスリスクとみなすべきです。
このフレームワークを特定のマシンに適用する準備はできましたか?
ISBM Solutionのエンジニアリングチームは、購入を検討しているすべてのお客様に対し、この評価フレームワークに基づいて作業を進めます。購入決定前に、キャビティ数の計算、駆動システムのTCO比較、用途に応じた構成推奨事項などを無償で提供します。
無料の機械選定相談を始めましょう →