2026年における炭酸飲料、水、ジュースのボトリングに関する生産仕様の総合分析
1. はじめに:飲料包装における効率化革命
世界の飲料業界は現在、PETボトルの発明以来、最も大きな変革期を迎えています。2026年に向けて、業界の状況は2つの収束する力によって特徴づけられています。それは、 産業運営効率 そして前例のない使命 環境の持続可能性炭酸飲料、高級ミネラルウォーター、栄養価の高いジュースの製造業者にとって、包装容器はもはや単なる商品ではなく、製品の品質、輸送物流、そして消費者の信頼を左右する重要なエンジニアリング部品となっている。
この重大な局面において、 射出延伸ブロー成形(ISBM)特に「ワンステップ」統合プロセスは、ニッチなソリューションから飲料ブランドの戦略的な中核へと進化しました。従来の「ツーステップ」システムは、大量生産には効果的ですが、現代市場の多様なSKU要件に必要な柔軟性と精度に欠けることがよくあります。ISBMは、樹脂が溶融した瞬間から最終ボトルが排出されるまで、樹脂の美観と構造的完全性を維持する独自の「ゼロスカッフ」生産環境を提供します。この記事では、ISBMが2026年の飲料サプライチェーンにおけるスピード、バリア保護、ROIの基準をどのように再定義しているかについて、技術的な詳細を解説します。
2. 製造仕様:炭酸飲料、水、ジュースの技術設計
飲料の種類ごとに、機械的および熱的な課題が異なります。過剰な設計は樹脂コストの無駄につながり、設計不足は深刻な製品不良を引き起こします。ISBMは、各用途に最適な「スイートスポット」を実現するために必要な、きめ細やかな制御を提供します。
炭酸飲料(CSD):内的ストレスの管理
炭酸飲料は、炭酸濃度と周囲温度に応じて、通常3.0~5.0バールの範囲で継続的な内部圧力を発生させます。CSDの重要なエンジニアリングの焦点は、 花弁状の基部 そして 応力亀裂抵抗性(SCR)ワンステップISBMプロセスでは、プリフォームは完全に冷却されることはなく、残留熱はミリ秒単位の精度で管理されます。
この熱的均一性により、ボトル成形時に花びら状の底部の「脚」部分の材料分布が完全に左右対称になります。一方、2段階プロセスでは、プリフォームの再加熱段階で「コールドスポット」が発生し、底部の壁厚が不均一になることがあります。底部の壁厚がわずか0.1mmずれるだけでも、破裂圧力耐性が15%低下する可能性があります。ISBMはこのばらつきを排除し、加圧容器に関する世界的な安全基準を満たしながらも軽量なボトルを実現します。
ボトル入り飲料水:軽量化の科学
ボトル入り飲料水業界では、利益率は1セント未満です。現代の500mlのウォーターボトルは、7.5gまで軽量化されています。しかし、本体が薄くなるにつれて、 上部負荷強度 ボトルがボトルの重量を支えなければ、長距離輸送は困難になる。ボトルは、積み重ねられた複数のパレットの重量を支えなければならない。
ISBMテクノロジーは、 首の完全性ネック部分は高圧射出成形されているため、積み重ね時の垂直荷重がかかっても変形しない、強固な結晶構造を維持します。さらに、ISBMは「選択的延伸」を可能にし、ボトルの肩部(上部荷重を支える上で重要な部分)をわずかに多めに材料で補強しつつ、本体部分は機能的な限界まで延伸することができます。

ホットフィルジュース&ティー:熱結晶化制御
酸性度の高いジュースや茶飲料は、保存料を使用せずに長期保存を可能にするため、85℃~93℃の高温充填が必要です。この温度では、標準的なPET容器はゴム状になり、液体が冷える際に生じる真空状態によって潰れてしまいます。 ISBMマシン この分野では、 ヒートセット技術120℃~140℃に加熱した金型にボトルを押し当てることで、PETは「誘導結晶化」を起こし、変形に強い熱的に安定した分子構造を形成します。ISBMの統合プロセスは、2段階システムよりも均一な熱固定が可能となり、真空耐性が20%向上します。
3. 高度なバリア性能:分子密度と保存期間
飲料業界でよくある誤解は、同じ重量のPETボトルはすべて同じガスバリア性を持つというものです。これは間違いです。 二軸配向プラスチックを縦横に引き伸ばす工程によって、ポリマー鎖の密度が決まります。鎖の密度が高いほど、酸素分子が入り込んだり、二酸化炭素分子が逃げ出したりする「隙間」が少なくなります。
ISBMテクノロジーは、 伸縮率ISBMは、機械式延伸ロッドと高圧空気噴射のタイミングを精密に調整することで、PET分子の配向を最大化します。これにより、ガスが通過する「曲がりくねった経路」が形成され、精度が低い成形方法と比較して炭酸飲料の賞味期限を10~15%延長できます。コールドプレスジュースなどの酸素に敏感な製品の場合、ISBM装置は以下のように構成できます。 多層共射出成形PET層の間に薄いバリア樹脂(EVOHやナイロンなど)または酸素吸収剤の層を挟み込むことで、バリア層が外部環境にさらされることがなくなり、最長12ヶ月間その有効性を維持します。
5. 2026年サステナビリティロードマップ:rPET、テザーキャップ、カーボンフットプリント
持続可能性はもはや企業の社会的責任(CSR)の選択肢ではなく、ほとんどの主要市場において法的要件となっている。EUの使い捨てプラスチック指令から北米の拡大生産者責任(EPR)法に至るまで、飲料業界は厳しく監視されている。
rPETチャレンジ
100%リサイクルPET(rPET)の使用は、業界の主要な目標です。しかし、rPETは加工が非常に難しいことで知られています。その固有粘度(IV)はバッチごとに変動し、ボトル壁の「黄変」や「曇り」を引き起こす可能性があります。ISBMの射出スクリュー設計は、rPET専用に設計されており、低せん断技術を採用することで、リサイクルポリマー鎖の熱分解を防ぎます。これにより、リサイクル含有率が高くても「新品同様」の透明度を維持できます。
テザーキャップとの互換性
規制により、開封後もキャップがボトルに付いたままでなければならないと定められています。これは、 ネック仕上げネックの寸法がわずか0.05mmずれているだけでも、テザーキャップから漏れが生じたり、ロック位置に「カチッ」と収まらなかったりする可能性があります。ISBMの射出成形優先プロセスは、業界で最も寸法精度の高いネック仕上げを実現し、100%が最新のテザーキャップ設計と互換性があることを保証します。
二酸化炭素排出量の削減
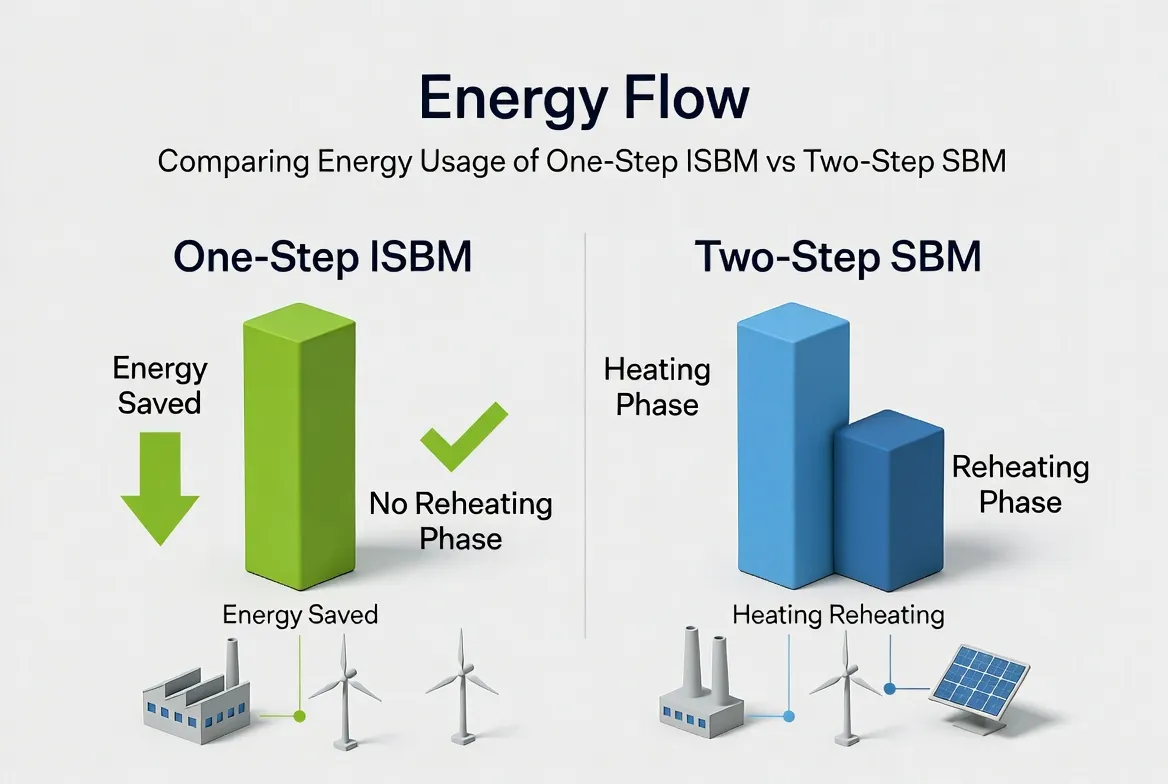
ボトルの二酸化炭素排出量を削減する最も直接的な方法は、 プリフォーム再加熱段階2段階システムでは、プリフォームを射出成形し、室温まで冷却した後、赤外線ランプで再加熱します。この再加熱には膨大な量の電力が消費されます。一方、1段階ISBMは、射出成形工程で発生する潜熱を利用してボトルを成形するため、ボトル1本あたりの消費電力は通常25~351kWh削減されます。これは、2030年までに「カーボンニュートラル」な生産を目指す企業にとって決定的な要素となります。
6. 専門家の見解:TCOとROIの数値分析
真の総所有コスト(TCO)分析では、初期機械価格以外の変数も考慮に入れる必要があります。飲料メーカーにとって、ワンステップISBMの投資対効果(ROI)は、「統合コスト削減」という形で隠されていることが多いのです。
| 運用上の要因 | 2段階SBMシステム | ワンステップISBMシステム |
|---|---|---|
| エネルギー効率 | 高(再加熱で無駄になるエネルギー) | 低い(潜熱利用) |
| 床面積 | 大容量のプリフォーム保管庫とアンスクランブラーが必要 | コンパクトで一体型の設置面積 |
| 人件費 | 別々の回線に複数のオペレーターを配置 | 統合ラインの単一オペレーター |
| 視覚品質 | 大量取り扱いによる擦り傷の可能性 | 「傷ゼロ」の完璧な仕上がり |
24時間365日稼働する中規模の飲料メーカーにとって、ISBMシステムのエネルギーと労働力の節約を合わせると、 投資回収期間は18~24ヶ月さらに、ネック部の精度向上による「漏れによる製品損失」の削減により、年間2~3%の収益増が見込めます。
飲料パッケージの未来はここから始まる。
グローバル市場がより速く、よりクリーンで、より持続可能な包装ソリューションを求める中、射出延伸ブロー成形の役割はかつてないほど重要になっています。高圧炭酸飲料ボトルから環境に優しい100% rPET製ウォーター容器まで、ISBMは現代の飲料ブランドが成功するために必要な技術的精度を提供します。