Как выбрать подходящую установку ISBM: 7 ключевых факторов, которые должны оценить покупатели.
Selecting an injection stretch blow molding machine is a capital decision that will shape your production economics for ten years or more. Yet the guidance available online — including from most manufacturer websites — reduces the selection process to four surface-level criteria: production volume, bottle size, material type, and “good after-sales service.” None of these sources provide the quantitative framework a procurement engineer actually needs. Before evaluating any specific machine model, first confirm your own requirements are precisely defined across the seven factors below. For context on the ISBM production process itself, see our ISBM machine working principle guide and the single-stage vs two-stage comparison.
7 Factors at a Glance
F1
Cavity Count
F2
Material Compat.
F3
Drive System
F4
Automation Level
F5
Hot Runner & Mould
F6
Certifications
F7 ⭐
After-Sales
Factor 01
Calculate Required Cavity Count Before Evaluating Any Machine
Every competing guide says “select cavity count based on production volume.” None of them provide the formula. This single omission causes the most common procurement error in ISBM buying: choosing a cavity count based on instinct rather than calculation, then discovering a 20–30% capacity shortfall after commissioning. Start here, before you open a single product catalogue.
The Cavity Count Formula — Featured Reference
Required Cavities = Target BPH ÷ (3,600 ÷ Cycle Time in seconds)
Example: Target output = 3,600 bph / Cycle time = 20s (500ml water bottle)
Single-cavity output = 3,600 ÷ 20 = 180 btl/hr
Raw cavities needed = 3,600 ÷ 180 = 20 cavities
+ 20% efficiency margin → specify 24 cavities
Efficiency Margin by Production Environment
Production Environment
Efficiency Margin
Cavity Multiplier
Single SKU, continuous stable production
15%
Raw count × 1.15
Multi-SKU with frequent changeovers
20–25%
Raw count × 1.20–1.25
Pharmaceutical / precision application
20% + QC window
Round up to next standard spec
rPET blend production (>25% content)
25%
Raw count × 1.25
Cycle Time Reference Values by Bottle Type
Bottle Category
Volume
Typical Cycle Time
Standard water / beverage
250–500ml
15–18s
Standard water / beverage
1–2L
18–22s
Cosmetic / specialty asymmetric
50–200ml
18–24s
Wide-mouth jar / container
250ml–1L
22–28s
Edible oil / handle bottle
1–5L
25–35s
⚠️
Critical: Never Use Peak Output as Your Planning Baseline
Machine specification sheets quote maximum theoretical output under ideal single-SKU, zero-changeover conditions. Your production planning baseline should be the rated output, which is typically 75–85% of the stated maximum. Using peak output for cavity calculations is the single most common source of post-commissioning capacity disappointment.
Factor 02
Material Compatibility — It’s More Than Just Saying “PET”
Most guides list PET / PP / PC as the common materials for ISBM. What they omit is the critical point: different materials require meaningfully different machine configurations. A machine optimised for PET may require significant hardware modifications — or be entirely unsuitable — for PP or PC production. Establishing your full material programme before selecting a machine avoids costly post-delivery retrofits. For the full science behind PET’s material behaviour during processing, see our PET bottle manufacturing process guide.
Material-to-Machine Configuration Requirements
Материал
Melt Temp
Special Configuration
Key Application
PET
270–285°C
Desiccant dryer (dew point ≤−40°C) mandatory
Beverage, water, food
PP
200–230°C
Different screw L/D ratio; lower barrel zone temps
Servo temperature control (±0.5°C); IV compensation
Sustainable packaging
♻️
rPET Compatibility: A 2025 Procurement Non-Negotiable
An increasing number of brand-owner customers are writing 25–50% rPET content requirements directly into their packaging supplier specifications. Buying a machine without verified rPET capability today risks a costly retrofit within two to three years. rPET has a lower intrinsic viscosity (0.04–0.08 dL/g below virgin equivalents), requiring tighter conditioning temperature control and a wider process parameter window than standard PET.
ASK YOUR SUPPLIER DIRECTLY:
“Does your machine support rPET blends up to 50%? What parameter adjustments are required, and what is the minimum/maximum IV range your conditioning station can handle?”
Factor 03
Hydraulic vs Servo-Hydraulic vs Full-Electric: The Drive System Decision
Drive system selection is the single configuration decision with the greatest long-term impact on operating cost — yet it is the dimension most shallowly covered in competitor guides, typically handled with a single sentence noting that “servo options are available.” The choice between hydraulic, servo-hydraulic, and full-electric drives affects energy consumption, precision, noise, maintenance cost, and application suitability in ways that compound across a ten-year machine lifetime. For the role of precision in biaxial orientation quality, see our dedicated guide.
Drive System Comparison — 7 Dimensions
Dimension
Traditional Hydraulic
Servo-Hydraulic (Hybrid)
Full-Electric (Servo)
Energy consumption
Baseline — 100%
60–70% of baseline
50–60% of baseline
Initial purchase cost
Lowest
Medium
Highest
Positioning repeatability
±0.5 mm
±0.1 mm
±0.05 mm
Operating noise level
75–85 dB
65–75 dB
55–65 dB
Maintenance requirements
Hydraulic oil, seals, pump — frequent
Hydraulic oil + motor service
Minimal — no hydraulic system
Temperature / environment
Wide range, robust
Wide range, robust
Requires dust/moisture protection
High-speed movement
Limited — pressure lag
Good response
Best-in-class
Traditional Hydraulic
Best when: capital budget is constrained, production runs single-shift or double-shift, plant already has hydraulic maintenance expertise, and application is non-precision (standard round bottles).
Not recommended for pharma / GMP environments
Servo-Hydraulic ✅ Mainstream
Best when: balancing capital cost against operating efficiency; medium-to-high production volumes; most PET beverage, cosmetics, and food applications. The most widely used configuration in new installations.
At an annual output of 5 million bottles and an industrial electricity rate of ¥0.8/kWh, a full-electric machine saves approximately ¥40,000–60,000 per year versus a traditional hydraulic machine. Over a 10-year machine lifetime, this cumulative saving of ¥400,000–600,000 typically bridges — or exceeds — the initial purchase price premium of the full-electric configuration.
Factor 04
Define the Right Automation Level — From Semi-Auto to Industry 4.0
Competing guides treat “fully automatic” as a binary endpoint, as though all fully automatic machines are equivalent. In practice, ISBM automation exists across five distinct levels, each requiring different capital investment, labour allocation, and integration infrastructure. Buying a higher automation level than your operation is ready to support wastes capital and creates maintenance complexity without delivering value. The simplest way to determine your target level: how many dedicated operators per machine per shift are you willing to staff? This single question determines your automation tier.
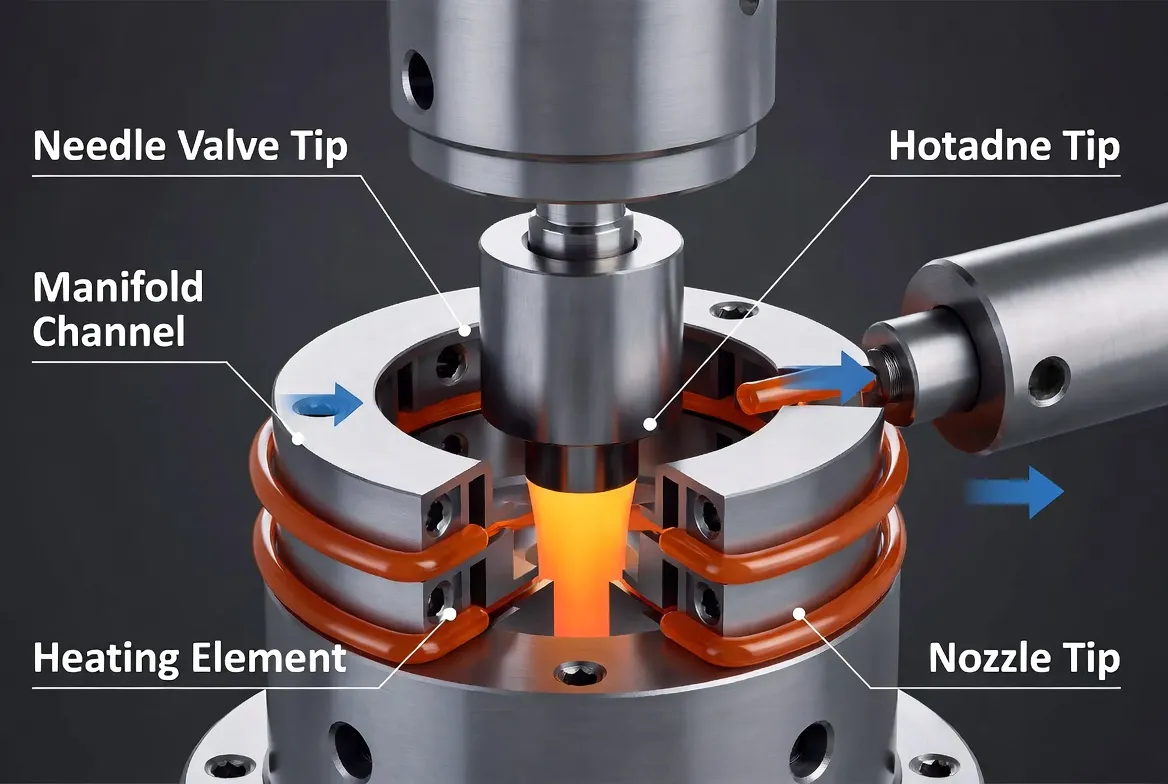
Hot Runner System & Mould Compatibility — The Hidden Long-Term Cost Driver
Hot runner and mould system choices represent perhaps the most under-scrutinised dimension in ISBM procurement. The machine purchase price is a one-time cost; the tooling investment is a recurring cost that scales with every new product introduction, every SKU change, and every product reformulation. For operations with diverse product portfolios, total tooling cost over 10 years regularly exceeds the original machine cost. For detailed guidance on preform geometry that drives tooling design decisions, see our ISBM preform design guide.
Hot Runner Gate Type Selection
Gate Type
Key Characteristics
Cavity Range
Risk / Note
Direct Gate
Simplest structure, lowest cost
1–2 cavities
Visible gate mark — not suitable for premium transparent bottles
Valve Gate ✅
Minimal gate mark; highest precision; cleanest fill sequence
2–16 cavities
Higher cost and maintenance requirement; strongly recommended for cosmetics and pharma
Open Gate
Lower cost than valve gate; acceptable mark for non-transparent applications
2–8 cavities
Stringing risk; not suitable for clear bottles with premium aesthetics
3 Mould Compatibility Questions to Ask Every Supplier
Q1
Does this machine accept moulds from other manufacturers (SIPA, Netstal, ASB standard dimensions)?
Proprietary mould lock-in significantly raises your long-term tooling cost and eliminates competitive mould sourcing. Insist on open-standard mould interfaces.
Q2
When changing product format, is it necessary to replace the entire hot runner, or only the cold cavity half?
Shared hot runner + multiple cold halves dramatically reduces per-SKU tooling cost. This is a major cost advantage that should be confirmed explicitly.
Q3
What mould steel grade is standard, and what is the certified mould life in impressions?
P20/718 steel: 200–300M impressions. H13/S136 hardened steel: 500–1,000M impressions. Require a written guarantee — not a verbal estimate.
Factor 06
Certifications & Compliance — Non-Negotiable for Regulated Industries
Certifications and compliance requirements are completely absent from every major competitor guide on this topic. For most buyers in cosmetics, food, or beverages, this gap is merely inconvenient. For pharmaceutical, infant products, or export-to-EU/US buyers, it is a procurement-blocking hard requirement that must be resolved before any other factor. Discover a non-compliance issue after machine delivery and you face either a costly retrofit, production suspension, or regulatory rejection of your packaging — none of which can be absorbed easily.
Required Certifications by Industry & Export Market
Industry / Market
Required Certification / Standard
Authority / Regulation
EU food contact packaging
CE Mark + EU Regulation 10/2011 material compliance
European Commission
US food / beverage packaging
FDA 21 CFR 177.1630 (PET food contact)
US FDA
Pharmaceutical (GMP)
CE Mark + machine materials compliant with EU GMP Annex 1
EMA / EU GMP
Infant / baby products
BPA-Free declaration + Tritan / PPSU material certification
Regional consumer safety bodies
Export to European Union
CE Mark — Machinery Directive 2006/42/EC (machine safety)
EU Notified Body
Export to Japan
JIS B 6021 equivalent conformity documentation
JISC
⚠️ How to Verify a CE Certificate Is Genuine — 3 Steps
01
Request the Declaration of Conformity (DoC) original document, not a brochure reference or a sticker on the machine. The DoC must state the specific Notified Body name and 4-digit identification number.
02
Verify the Notified Body number in the European Commission’s NANDO database (ec.europa.eu/growth/tools-databases/nando). CE certificates from non-existent or de-listed bodies are not legally valid for EU import.
03
Confirm the model number on the DoC exactly matches the machine model you are purchasing, including any configuration suffixes. A CE certificate for model HGY150 does not automatically cover model HGY150-V4-EV.
Factor 07 ⭐
After-Sales Support — The Most Underevaluated Factor in Machine Procurement
Every competing guide ends with a variation of: “choose a reputable manufacturer with good customer support.” This tells you nothing actionable. The 7-item audit checklist below transforms after-sales evaluation from a subjective impression into a verifiable, documented supplier assessment. Use it as a structured questionnaire during your supplier evaluation process — not after contract signing.
①
Response Time SLA (Service Level Agreement)
Ask: “When my machine suffers a critical stoppage fault, what is your committed response time in writing?”
⛔ Red flag: No written SLA; only verbal “as soon as possible”
②
Spare Parts Inventory & Logistics
Ask: “Where is the nearest stocked inventory of critical wear parts? What is the delivery lead time for a hot runner valve needle or servo motor module?”
✅ Standard: Regional stock; critical parts ≤5 business days
⛔ Red flag: “All parts ordered from China factory” / lead time 4+ weeks
③
Remote Diagnostics Capability
Ask: “Does the machine support remote access diagnostics? What protocol? Where is our production data stored?”
⛔ Red flag: No remote access; physical on-site visit required to read fault logs
④
Installation & Operator Training
Ask: “How many days does commissioning training take? Is a complete operation manual and video training library provided in our language?”
✅ Standard: 5–10 days on-site commissioning; 3–5 days operator training; full manual
⛔ Red flag: Training under 3 days; manual is machine-translated and incomplete
⑤
Local Service Engineer Coverage
Ask: “How many resident service engineers do you have in [your country/region]? What cities? Can you provide their direct contact details?”
✅ Standard: Named engineers with city and direct contact; service contract available
⛔ Red flag: “We have a global partner network” — no named contacts provided
⑥
Warranty Terms in Detail
Ask: “What is the warranty period? Which components are covered? What is explicitly excluded? Is the hot runner and electrical system covered?”
✅ Standard: 12–18 months whole machine; hot runner and electrical included; wear parts excluded
⛔ Red flag: Warranty under 12 months; excessive exclusion clauses; no written warranty document
⑦
Reference Customer Access
Ask: “Can you provide the direct contact details of three existing customers in my industry so I can ask them directly about their experience — including any problems they encountered?”
⛔ Red flag: Refuses to provide contacts; redirects to marketing testimonials only
Evaluation Tool
Your ISBM Machine Supplier Evaluation Scorecard
Use this scorecard to compare multiple suppliers against the same seven criteria. Score each factor 1–10, multiply by the weight, and sum for a final weighted score. The weights below reflect a standard general application — pharmaceutical buyers should increase F6 (Certifications) to 25% and reduce F3/F5 proportionally.
Note: For pharmaceutical applications, increase F6 weight to 25% and reduce F3 to 10% and F5 to 8% accordingly.
Risk Alert
7 Common ISBM Machine Buying Mistakes — and How to Avoid Them
All competing content on this topic presents only positive guidance. This module addresses the dimension they uniformly omit: the specific, avoidable errors that consistently cost buyers money, production downtime, or regulatory exposure. Each of the following is drawn from real patterns observed across ISBM procurement decisions. If you have reached this point in your evaluation, you are already avoiding most of them. For defect diagnosis in production, see our ISBM defects guide.
MISTAKE 01
Comparing Purchase Price Instead of 10-Year TCO
A machine that costs ¥100,000 more upfront but saves 30% on energy annually will recover that premium in 3–4 years — and continue saving for the remaining 6–7 years of its operational life. Purchase price comparisons without TCO modelling systematically favour the wrong machine.
MISTAKE 02
Using Peak Output to Plan Cavity Count
Specifying cavity count against the machine’s stated peak output — without applying a 15–25% efficiency margin — produces a systematic 20–30% capacity shortfall in production. The formula in Factor 1 prevents this error entirely.
MISTAKE 03
Skipping rPET Compatibility Verification
Machines purchased without explicit rPET verification face a costly retrofit when brand customers introduce rPET mandates — which is happening at accelerating pace across European, North American, and Australian markets. A 5-minute verification question now avoids a ¥200,000+ retrofit in 24 months.
MISTAKE 04
Overlooking Hot Runner System Specifications
A hot runner valve needle failure on an imported component can mean a 4–6 week spare parts wait from an overseas-only inventory supplier. Confirm regional spare part availability specifically for hot runner components before signing any contract.
MISTAKE 05
Treating “Fully Automatic” as Smart Manufacturing
A fully automatic machine (L2) with no data interfaces cannot connect to a factory MES system, cannot generate OEE reports, and cannot support predictive maintenance. If your factory operates or plans to operate a digital production system, confirm the machine has an OPC-UA or MQTT data output before buying.
MISTAKE 06
Accepting a CE Certificate Without Notified Body Verification
Falsified and expired CE certificates are a documented phenomenon in the machinery import sector. A 5-minute verification of the Notified Body number on the EC’s NANDO database (see Factor 6) eliminates this risk entirely. Never accept a CE sticker or brochure reference as proof of compliance.
MISTAKE 07
No SLA in the Service Contract
Without a written SLA defining maximum response and resolution times, a supplier experiencing a stoppage has zero contractual obligation to prioritise your machine. “We’re arranging a visit” is legally unactionable unless the contract specifies that a technician must arrive within 48 hours. Add SLA terms to your purchase order, not just your wishlist.
FAQ
Часто задаваемые вопросы
How many cavities do I need for 3,000 bottles per hour?
Using the formula from Factor 1: for a 500ml water bottle with a 18-second cycle time, single-cavity output = 3,600 ÷ 18 = 200 bottles per hour. Raw cavities needed = 3,000 ÷ 200 = 15 cavities. With a 20% efficiency margin for a mixed-SKU operation, specify a 18-cavity machine. For single-SKU continuous production, a 16-cavity machine with a 15% margin is sufficient. Always round up to the nearest available standard configuration and confirm with your machine supplier using the actual cycle time for your specific bottle design.
What is the difference between servo-hydraulic and full-electric ISBM machines?
Servo-hydraulic machines use servo motors to control variable-speed hydraulic pumps, reducing energy consumption to approximately 60–70% of a traditional hydraulic baseline while retaining hydraulic force for high-clamping-load operations. Full-electric machines replace all hydraulic systems with servo motors driving mechanical actuators directly, achieving approximately 50–60% of the traditional hydraulic energy baseline, near-zero noise, ±0.05mm positioning repeatability, and zero hydraulic oil contamination risk. Full-electric machines have higher initial cost but significantly lower maintenance and operating cost, and are the required configuration for pharmaceutical GMP cleanroom environments.
Which ISBM machine configuration is best for pharmaceutical packaging?
Pharmaceutical packaging requires four specific configuration elements: (1) full-electric drive system — eliminates hydraulic oil contamination risk in GMP cleanroom environments; (2) valve gate hot runner — ensures the cleanest possible gate point on precision bottles; (3) automation level L3 or higher — inline vision inspection with auto-reject and full traceability; (4) CE Mark with confirmed Notified Body verification and material compliance with EU GMP Annex 1. Machine materials in contact with preforms should be specified as food-grade / pharmaceutical-grade stainless or equivalent. Confirm these four requirements explicitly in your purchase specification before evaluating any supplier.
How do I verify that a machine supplier’s CE certification is genuine?
Request the original Declaration of Conformity (DoC) document — not a brochure, certificate image, or machine sticker. The DoC must include the full name and 4-digit identification number of the Notified Body that issued the certificate. Verify this number in the European Commission’s NANDO database at ec.europa.eu/growth/tools-databases/nando — any registered Notified Body will appear with its current status. If the body number does not appear, is expired, or is de-listed, the CE certification is not legally valid for EU import. Also confirm that the exact model designation on the DoC matches the machine model you are purchasing.
What after-sales service terms should I insist on in an ISBM machine contract?
At minimum, your ISBM machine purchase contract should include: (1) written SLA specifying remote diagnosis response ≤4 hours and on-site engineer arrival ≤48 hours (Asia) or ≤72 hours (Europe/Americas); (2) warranty period of 12–18 months covering the full machine including hot runner system and electrical components, with wear parts explicitly excluded; (3) spare parts availability commitment specifying the maximum delivery lead time for critical components; (4) commissioning training duration and language of instruction confirmed in writing; (5) remote access protocol specified (OPC-UA or VPN); and (6) named local service engineer with direct contact details attached to the contract. Any supplier unwilling to commit these terms in writing should be treated as a significant service risk.
Ready to Apply This Framework to a Specific Machine?
ISBM Solution’s engineering team works through this evaluation framework with every prospective buyer — providing cavity count calculations, drive system TCO comparisons, and application-specific configuration recommendations at no cost before any purchase commitment.