2026年碳酸饮料、水和果汁瓶装生产规格的综合分析
1. 引言:饮料包装的效率革命
全球饮料行业目前正经历自PET瓶发明以来最重大的变革。展望2026年,行业格局将由两股汇聚的力量所定义:一是持续不断的…… 工业运营效率 以及一项前所未有的授权 环境可持续性对于碳酸软饮料 (CSD)、优质矿泉水和营养丰富的果汁的生产商而言,包装容器不再是一种简单的商品,而是一个关键的工程组件,它决定着产品的完整性、运输物流和消费者的信任。
在这种高风险的环境下, 注塑拉伸吹塑成型(ISBM)尤其是“一步式”集成工艺,已从利基解决方案发展成为饮料品牌的战略核心。传统的“两步式”系统虽然适用于大规模商品生产,但往往难以满足现代市场多样化SKU需求所需的灵活性和精确性。ISBM提供独特的“零磨损”生产环境,从树脂熔化到最终瓶子出货,全程保持树脂的美观性和结构完整性。本文将深入探讨ISBM如何重新定义2026年饮料供应链的速度、阻隔保护和投资回报率标准。
2. 生产规格:碳酸饮料、水和果汁的技术工程
每种饮料类别都面临着独特的机械和热学挑战。过度设计会导致树脂成本浪费,而设计不足则会导致货架期严重受损。ISBM 提供精细的控制,能够针对每种应用找到最佳平衡点。
碳酸软饮料:管理内部压力
碳酸饮料内部会产生持续的压力,通常在 3.0 至 5.0 巴之间,具体数值取决于碳酸化程度和环境温度。碳酸饮料工程的关键重点在于…… 花瓣状基部 和 抗应力开裂性能(SCR)在一步式ISBM工艺中,预成型件永远不会完全冷却;其残余热量以毫秒级的精度进行控制。
这种热稳定性确保了吹制过程中,花瓣形瓶底“脚部”的材料分布完全对称。相比之下,两步法工艺在预制坯重加热阶段可能出现“冷点”,导致瓶底壁厚不均匀。瓶底壁厚哪怕只有0.1毫米的偏差,也会导致抗爆压性能下降15%。ISBM工艺消除了这种不稳定性,从而制造出更轻的瓶子,同时仍能满足全球压力容器安全标准。
瓶装水:轻量化的科学
瓶装水行业的利润率只有几分之一美分。现代500毫升水瓶的重量已经减轻到7.5克。然而,随着瓶身越来越薄, 顶部加载强度 成为瓶颈。一个瓶子必须能够在长途运输过程中承受多个堆叠托盘的重量。
ISBM技术在以下方面表现出色 颈部完整性由于瓶颈采用高压注塑成型,因此能够保持刚性晶体结构,在堆叠的垂直载荷下不会变形。此外,ISBM 技术允许“选择性拉伸”,即在瓶身主体拉伸至其功能极限的同时,瓶肩区域(对顶部装载支撑至关重要)可以略微增加材料用量进行加固。

热灌装果汁和茶:热结晶控制
高酸果汁和茶饮料需要采用85°C至93°C的“热灌装”工艺,以确保无需添加防腐剂即可保持货架稳定性。在这些温度下,普通PET瓶会变得像橡胶一样,并在液体冷却产生的真空作用下发生塌陷。 ISBM机器 该行业利用 热定型技术通过将瓶身吹塑成型,使其与加热至 120°C–140°C 的模具接触,PET 会发生“诱导结晶”,形成热稳定性强、不易变形的分子结构。ISBM 的一体化工艺比两步成型系统能实现更均匀的热定型,从而使真空耐受性提高 20%。
3. 先进的阻隔性能:分子密度和保质期
饮料行业普遍存在一个误解,认为所有相同重量的PET瓶都具有相同的气体阻隔性能。这是错误的。 双轴取向塑料的拉伸过程(包括纵向和横向拉伸)决定了聚合物链的密度。更密集的链意味着氧分子进入或二氧化碳分子逸出的“空隙”更少。
ISBM技术提供了对……的卓越控制 拉伸比通过精确控制机械拉伸杆和高压气流的喷射时间,ISBM 最大程度地优化了 PET 分子的取向。这为气体创造了一条“曲折路径”,与精度较低的成型方法相比,可有效延长碳酸饮料的保质期 10-15%。对于冷榨果汁等对氧气敏感的产品,ISBM 设备可进行相应配置。 多层共注射方法是在两层PET之间夹入一层薄薄的阻隔树脂(例如EVOH或尼龙)或氧气吸收剂。这种一体化的方法确保阻隔层始终不暴露于环境中,从而保持其有效性长达12个月。
5. 2026 年可持续发展路线图:rPET、系绳盖和碳足迹
可持续发展不再是企业社会责任 (CSR) 的选择,而是大多数主要市场的法律要求。从欧盟的一次性塑料指令到北美的生产者延伸责任 (EPR) 法规,饮料行业正受到严格审查。
rPET挑战赛
使用100%再生PET(rPET)是该行业的首要目标。然而,rPET的加工难度众所周知。其特性粘度(IV)因批次而异,这会导致瓶壁出现“泛黄”或“雾状”现象。ISBM的注塑螺杆设计专为rPET而研发,采用低剪切技术,防止再生聚合物链的热降解。即使在高再生材料含量下,也能保持“近乎全新”的透明度。
系绳帽兼容性
现行法规要求瓶盖在开启后必须与瓶身保持连接。这就对瓶盖的公差要求极高。 颈部饰面如果瓶颈尺寸偏差仅为 0.05 毫米,系绳式瓶盖可能会漏油或无法“咔嗒”一声锁定到位。ISBM 的注塑成型工艺可打造业内尺寸精度最高的瓶颈表面,确保 100% 与最新的系绳式瓶盖设计兼容。
减少碳足迹
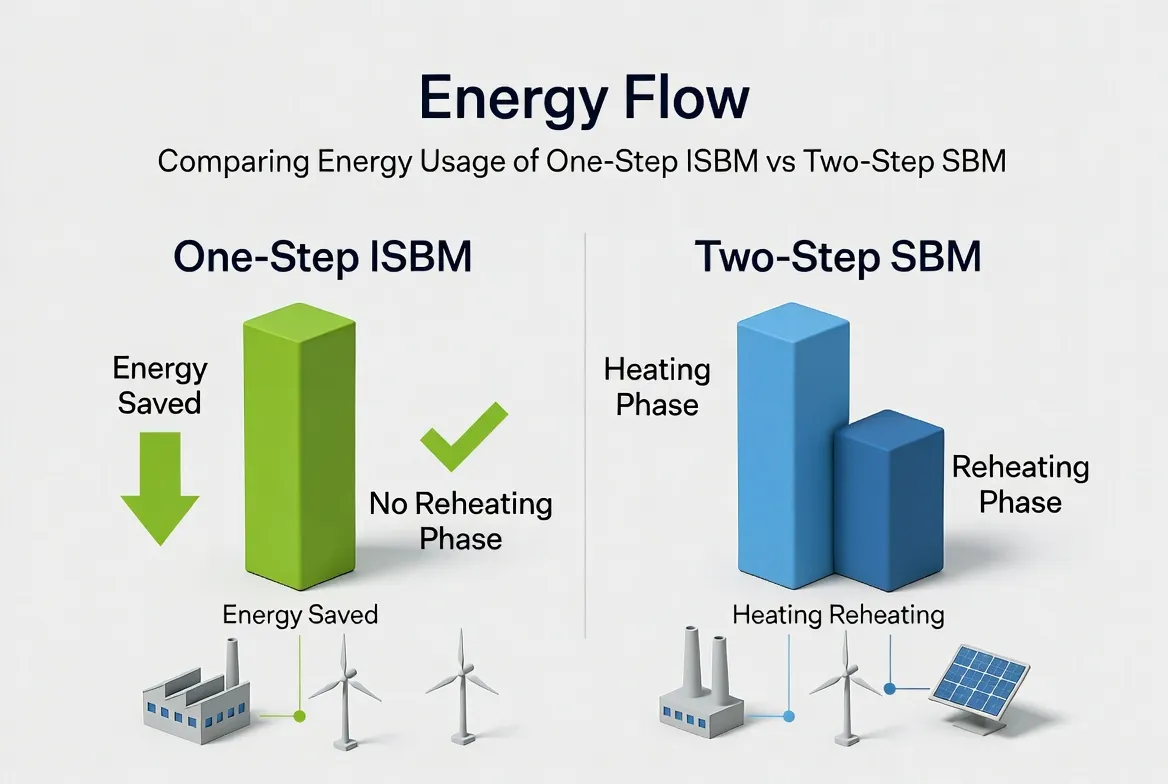
减少瓶子碳足迹最直接的方法是消除…… 预成型体再加热阶段在两步法系统中,瓶坯被注入后冷却至室温,然后使用红外灯进行再加热。这一再加热过程会消耗大量电力。一步法ISBM利用注入阶段产生的潜热进行吹瓶,通常每瓶可减少25-35%千瓦时的能耗。对于目标是在2030年实现“碳中和”生产的公司而言,这是一个决定性因素。
6. 专家见解:总拥有成本和投资回报率数值分析
真正的总拥有成本 (TCO) 分析必须考虑初始设备价格以外的各种因素。对于饮料生产商而言,一步式 ISBM 的投资回报率通常隐藏在“综合节省”之中。
| 操作因素 | 两步SBM系统 | 一步式ISBM系统 |
|---|---|---|
| 能源效率 | 高(再加热过程中浪费的能量) | 低(潜热利用率) |
| 楼层面积 | 需要大型预成型件存储设施和理瓶机 | 紧凑型一体化设计 |
| 劳动力成本 | 多个操作员分别负责不同的线路 | 集成生产线的单一操作员 |
| 视觉质量 | 散装搬运可能造成擦伤 | “零磨损”完美表面 |
对于一家全天候运转的中型饮料生产商而言,ISBM 系统在能源和人工方面的综合节省可带来以下收益: 投资回收期为 18 至 24 个月此外,由于颈部精度更高,减少“因泄漏造成的产品损失”每年可增加 2-3% 的利润。
饮料包装的未来从这里开始。
随着全球市场对更快、更清洁、更可持续的包装解决方案的需求日益增长,注塑拉伸吹塑成型(ISBM)技术的重要性也与日俱增。从高压碳酸饮料瓶到环保型100% rPET水容器,ISBM能够提供现代饮料品牌蓬勃发展所需的技术精度。