大直径容器生产中吹气比、模具工程和热调节的技术指南
1. 引言:工业界向广口PET罐的转变
在当今的包装领域,广口瓶已经超越了其传统角色。曾经以厚重易碎的玻璃瓶为主的品类,如今正积极地向宽口瓶转型,例如高端食品(坚果酱、蜂蜜、有机果酱)、高端化妆品(奢华面霜、身体乳)和运动营养品(蛋白粉、补充剂)等。 注塑拉伸吹塑成型(ISBM) 生产PET容器。这一转变是由三大优势驱动的:晶莹剔透的美观性、显著减轻的重量以节省物流成本,以及防碎材料固有的安全性。
然而,从制造角度来看,生产广口瓶(通常定义为瓶颈直径超过 50 毫米)与生产标准窄口饮料瓶在工程挑战上截然不同。28 毫米的汽水瓶虽然是“已解决”的商品问题,但 110 毫米的散装食品罐却挑战着聚合物科学和机械设计的物理极限。制造商常常面临诸多棘手难题:壁厚不均、厚壁部分出现雾状物,以及令人头疼的“径向瓶颈”。了解这些细微差别至关重要。 模具工程 和 爆炸比 这不仅有帮助;它是成功打造高投资回报率生产线的先决条件。
2. 爆破比(BUR)的物理学:克服径向瓶颈
要掌握广口瓶的生产,首先必须了解 膨胀比(BUR). BUR 是注塑成型预成型件尺寸与吹塑容器最终尺寸之间的数学关系。它通常分为两个向量: 轴向拉伸 (纵向)和 环状/径向拉伸 (横向)
大嘴悖论
在标准的ISBM工艺中,我们希望最大程度地拉伸以诱导“双轴取向”,从而使PET聚合物链排列整齐,提高强度和透明度。然而,广口瓶却带来了一个物理悖论: 颈部越大,预成型件就必须越宽。预成型件越宽,其径向拉伸的空间就越小。
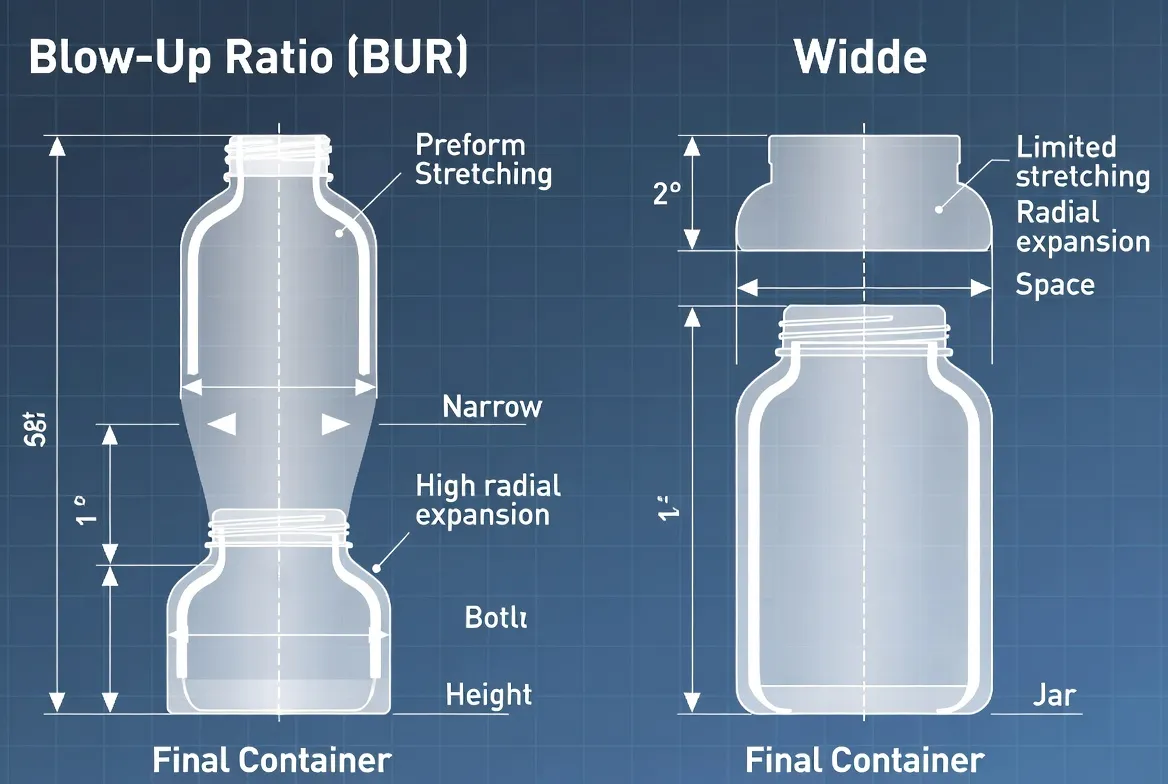
如果一个直径 80 毫米的罐子预成型件的宽度已经达到 75 毫米,那么其径向拉伸量就非常小。如果没有足够的径向膨胀,聚合物链就会保持无序状态,导致容器缺乏结构刚性,顶部承重能力差,并且在压力或高温下容易发生“蠕变”。 ISBM解决方案我们的工程方法通过利用以下方式解决了这个问题: 先进的预成型几何形状通过设计具有“阶梯状”或“锥形”瓶身的瓶坯,我们可以使瓶坯的瓶身相对于较大的瓶颈更窄,从而恢复所需的径向拉伸,以确保瓶子既坚固又透明。
3. 大直径罐的模具工程:浇口、夹具和冷却
广口瓶的模具设计需要突破传统瓶型设计的局限。容器底部面积大,用料量也大,因此需要采用专门的机械解决方案。
注塑浇口设计与熔体流动
由于宽口预成型件本身体积较大,熔融的PET必须在注塑腔内流动更长的距离。浇口设计不良会导致…… “冷血蛞蝓” 或者 “流痕” 靠近底部。高性能宽口模具采用带有超大浇口的专用热流道系统,以确保快速层流。这最大限度地减少了聚合物的剪切应力,防止“浇口痕迹”成为最终罐体上的结构薄弱点或外观瑕疵。
夹紧吨位的挑战
吹制广口瓶的物理原理涉及巨大的力。如果您在 30 巴的压力下吹制一个底径为 100 毫米的瓶子,那么试图将模具两半撑开的力远大于吹制窄口水瓶的力。标准机器通常会遇到这个问题。 “模具开口” 在吹塑循环过程中,会在分型线上产生难看的“飞边”(多余的塑料)。专为宽口设计的ISBM机器配备高刚性夹紧单元,并且通常包含 压力补偿系统 在整个循环过程中保持密封状态。
保形冷却水回路
宽口化妆品罐通常底部非常厚,以模仿高档玻璃的质感。均匀冷却这些厚底至关重要。现代模具采用 保形冷却 水循环回路——采用3D打印或精密加工工艺制成的通道,与罐底的精确轮廓完美贴合。与传统的直线冷却通道相比,这可以防止“凹痕”,并将循环时间缩短多达15%。
4. 热管理:厚壁预成型件的调温
宽口瓶生产中常见的问题是瓶身出现“雾状”或“乳白色”现象。这几乎总是热管理问题。较厚的瓶坯(通常为 4 毫米至 7 毫米厚)起到隔热作用。即使瓶坯外部温度达到理想的吹塑温度,其内部也可能过热或过冷。
空调站的优势

在一步式ISBM中, 空调站 这是广口瓶成功的秘诀。与难以用红外灯均匀加热厚瓶坯的两步加热系统不同,一步加热工艺直接对注塑后仍保持温热的瓶坯进行“调温”。内部和外部的加热/冷却元件使PET瓶壁整个厚度的温度均匀分布。这可以防止…… 热结晶 (变白)并确保材料处于完美的热塑性状态,以进行双轴取向,即使在厚壁豪华罐中也能产生玻璃般的透明度。
5. 无与伦比的颈部精度:密封优势
对于广口容器而言,密封表面是最关键的尺寸。无论是花生酱的感应内衬还是面霜的高端密封圈,密封效果都取决于…… 平面性 和 圆润 瓶颈处的收口。对于开口较大的罐子,即使0.2毫米的偏差也可能导致泄漏或产品氧化。
注塑成型与修边

在挤出吹塑成型 (EBM) 中,瓶颈通常需要修剪或扩孔,这会产生颗粒物并留下粗糙的密封表面。在两步法挤出吹塑成型 (SBM) 中,瓶颈有时会在强烈的再加热过程中发生变形。一步法挤出吹塑成型 (ISBM) 在第一工位就将瓶颈注塑成型至最终尺寸。由于瓶颈无需再次加热至熔点,因此能够保持良好的密封性能。 微米级精度这样可以确保每个罐子都有一个完全平坦的“表面”,用于感应密封,为高价值内容物提供 100% 防漏安全保障。
6. 投资回报率和机器选择:平衡空化作用和灵活性
投资购买一台用于广口瓶的ISBM机器时,投资回报率(ROI)取决于您如何平衡 空化作用 (每个周期生产的罐子数量) 机器吨位 和 灵活性.
| 考虑 | ISBM解决方案策略 |
|---|---|
| 空间限制 | 大容量罐体需要更大的模腔间距。高吨位注塑机可以制造多腔宽口模具,而不会影响锁模压力。 |
| 快速换模 | 一步成型机可以更快地更换模具,一台机器可以在上午生产 500 毫升的罐子,下午生产 2 升的散装容器。 |
| 废料减量 | 一体化的“零刮痕”处理工艺可防止高端化妆品罐生产中因微小划痕而导致的次品。 |

掌握大嘴挑战
生产世界一流的广口瓶需要的不仅仅是一台机器;它还需要一个了解微妙平衡的工程合作伙伴关系。 预成型件设计、吹气比和热管理在 ISBMSolution,我们提供技术专长,将您复杂的包装设计转化为高产量、高精度的现实。