Comment choisir la machine ISBM adaptée : 7 facteurs clés que les acheteurs doivent évaluer
Sélectionner un machine de moulage par injection-étirage-soufflage Il s'agit d'une décision d'investissement qui façonnera votre rentabilité de production pour dix ans, voire plus. Pourtant, les conseils disponibles en ligne, y compris sur la plupart des sites web des fabricants, réduisent le processus de sélection à quatre critères superficiels : volume de production, format des bouteilles, type de matériau et « bon service après-vente ». Aucune de ces sources ne fournit le cadre quantitatif dont un ingénieur des achats a réellement besoin. Avant d'évaluer un modèle de machine spécifique, assurez-vous d'abord que vos exigences sont précisément définies pour chacun des sept facteurs ci-dessous. Pour plus d'informations sur le processus de production ISBM, consultez notre [lien/section/document ... Guide de principe de fonctionnement de la machine ISBM et le Comparaison entre la chirurgie à un étage et la chirurgie à deux étages.
7 facteurs en bref
F1
Nombre de caries
F2
Compatibilité des matériaux
F3
Système d'entraînement
F4
Niveau d'automatisation
F5
Canal chaud et moule
F6
Certifications
F7 ⭐
Service après-vente
Facteur 01
Calculez le nombre de cavités requis avant d'évaluer toute machine.
Tous les guides concurrents recommandent de « choisir le nombre de cavités en fonction du volume de production ». Aucun ne fournit la formule. Cette simple omission est à l'origine de l'erreur d'approvisionnement la plus fréquente lors de l'achat d'un système ISBM : choisir le nombre de cavités au feeling plutôt qu'en se basant sur le calcul, puis constater un déficit de capacité du 20-30% après la mise en service. Commencez par là, avant même d'ouvrir un catalogue produit.
La formule du nombre de caries — Référence vedette
Nombre de cavités requises = BPH cible ÷ (3 600 ÷ Temps de cycle en secondes)
Exemple: Débit cible = 3 600 bouteilles/heure / Temps de cycle = 20 s (bouteille d’eau de 500 ml)
Puissance de sortie d'une seule cavité = 3 600 ÷ 20 = 180 bouteilles/heure
Nombre de cavités brutes nécessaires = 3 600 ÷ 180 = 20 caries
+ Marge d'efficacité 20% → spécifier 24 cavités
Marge d'efficacité selon l'environnement de production
Environnement de production
Marge d'efficacité
Multiplicateur de cavité
Un seul SKU, production stable et continue
15%
Nombre brut × 1,15
Multi-SKU avec changements fréquents
20–25%
Nombre brut × 1,20–1,25
Applications pharmaceutiques/de précision
20% + fenêtre QC
Arrondir à la spécification standard supérieure
Production de mélanges rPET (>25%)
25%
Nombre brut × 1,25
Valeurs de référence du temps de cycle par type de bouteille
Catégorie de bouteilles
Volume
Durée typique du cycle
Eau/boisson standard
250–500 ml
15–18 ans
Eau/boisson standard
1–2 L
18-22 ans
Cosmétique / spécialité asymétrique
50–200 ml
18-24 ans
bocal/récipient à large ouverture
250 ml–1 L
22–28 s
Huile alimentaire / bouteille à poignée
1–5 L
25–35s
⚠️
Important : Ne jamais utiliser la production de pointe comme base de planification.
Les fiches techniques des machines indiquent la production théorique maximale dans des conditions idéales de production mono-référence et sans changement de série. Votre planification de production doit se baser sur la production nominale, généralement comprise entre 75 et 851 TP3T de la production maximale indiquée. Utiliser la production de pointe pour les calculs de capacité est la principale cause de déception après la mise en service.
Facteur 02
Compatibilité des matériaux — Il ne s'agit pas simplement de dire « PET »
La plupart des guides citent le PET, le PP et le PC comme matériaux courants pour l'impression ISBM. Or, ils omettent un point crucial : chaque matériau requiert une configuration machine sensiblement différente. Une machine optimisée pour le PET peut nécessiter d'importantes modifications matérielles, voire être totalement inadaptée, à la production de PP ou de PC. Définir votre programme de matériaux complet avant de choisir une machine permet d'éviter des modifications coûteuses après livraison. Pour une explication détaillée du comportement du PET lors de sa transformation, consultez notre [lien/lien/document ... guide du processus de fabrication des bouteilles PET.
Exigences de configuration matériau-machine
Matériel
Température de fusion
Configuration spéciale
Application clé
ANIMAL DE COMPAGNIE
270–285°C
Séchoir à dessiccant (point de rosée ≤−40°C) obligatoire
Boissons, eau, nourriture
PP
200–230 °C
Rapport L/D de vis différent ; températures plus basses dans la zone du canon
Médical, cosmétique, remplissage à chaud
PC
260–300 °C
Contrôleur de moule haute température (≥80 °C) ; pré-séchage indispensable
Distributeurs d'eau, médicaux
PETG / PCTG
230–260 °C
Configuration de type PET ; confirmer la compatibilité avec la plage IV
Cosmétiques, emballages cadeaux
Tritan
240–270 °C
Vérification de conformité sans BPA requise
Articles pour bébés, sports
rPET ♻️
265–280 °C
Régulation de température par servomoteur (±0,5 °C) ; compensation IV
Emballages durables
♻️
Compatibilité avec le rPET : une condition non négociable pour les achats de 2025
De plus en plus de marques exigent la présence de rPET 25-50% directement dans les spécifications de leurs fournisseurs d'emballages. L'achat d'une machine sans compatibilité rPET vérifiée aujourd'hui risque d'entraîner des coûts de mise à niveau importants d'ici deux à trois ans. Le rPET possède une viscosité intrinsèque plus faible (0,04 à 0,08 dL/g inférieure à celle du PET vierge), ce qui impose un contrôle plus strict de la température de conditionnement et une plage de paramètres de procédé plus large que le PET standard.
DEMANDEZ DIRECTEMENT À VOTRE FOURNISSEUR :
« Votre machine prend-elle en charge les mélanges de rPET jusqu'à 50% ? Quels ajustements de paramètres sont nécessaires et quelle est la plage de perfusion IV minimale/maximale que votre station de conditionnement peut gérer ? »
Facteur 03
Hydraulique, servo-hydraulique ou tout électrique : le choix du système d’entraînement
Le choix du système d'entraînement est la décision de configuration qui a le plus grand impact à long terme sur les coûts d'exploitation. Pourtant, c'est l'aspect le plus superficiel abordé dans les guides concurrents, généralement traité en une simple phrase indiquant que « des options servo sont disponibles ». Le choix entre les entraînements hydrauliques, servo-hydrauliques et entièrement électriques influe sur la consommation d'énergie, la précision, le bruit, les coûts de maintenance et l'adéquation à l'application, et ce, de manière cumulative tout au long des dix années de durée de vie de la machine. Concernant le rôle de la précision dans qualité d'orientation biaxiale, consultez notre guide dédié.
Comparaison des systèmes de transmission — 7 dimensions
Dimension
Hydraulique traditionnelle
Servo-hydraulique (hybride)
Entièrement électrique (servo)
consommation d'énergie
Ligne de base — 100%
60–70% de référence
50–60% de référence
coût d'achat initial
Le plus bas
Moyen
Le plus haut
Répétabilité du positionnement
±0,5 mm
±0,1 mm
±0,05 mm
niveau de bruit de fonctionnement
75–85 dB
65–75 dB
55–65 dB
exigences de maintenance
Huile hydraulique, joints, pompe — fréquent
Huile hydraulique + entretien du moteur
Minimal — sans système hydraulique
Température / environnement
Large gamme, robuste
Large gamme, robuste
Nécessite une protection contre la poussière et l'humidité
Mouvement à grande vitesse
Limité — délai de pression
Bonne réponse
Meilleur de sa catégorie
Hydraulique traditionnelle
Idéal lorsque : le budget d'investissement est limité, la production fonctionne en un ou deux quarts de travail, l'usine dispose déjà d'une expertise en maintenance hydraulique et l'application est non précise (bouteilles rondes standard).
Non recommandé pour les environnements pharmaceutiques/BPF
Servo-hydraulique ✅ Courant dominant
Idéal pour : un bon équilibre entre coût d'investissement et efficacité opérationnelle ; des volumes de production moyens à élevés ; la plupart des applications PET pour boissons, cosmétiques et produits alimentaires. Configuration la plus courante dans les nouvelles installations.
Valeur par défaut recommandée pour la plupart des acheteurs
Servo entièrement électrique
Idéal lorsque : exigences de salle blanche BPF (risque zéro de contamination par l'huile hydraulique) ; production à haute intensité 24 heures sur 24 ; petits flacons de haute précision (50–250 ml) ; objectif d'efficacité TCO à long terme le plus élevé.
Exigences pour les BPF pharmaceutiques Annexe 1
💡
Perspective du coût total de possession (TCO) sur 10 ans pour la sélection des disques durs
Avec une production annuelle de 5 millions de bouteilles et un tarif d'électricité industriel de 0,8 ¥/kWh, une machine entièrement électrique permet d'économiser environ 40 000 à 60 000 ¥ par an par rapport à une machine hydraulique traditionnelle. Sur une durée de vie de 10 ans, cette économie cumulée de 400 000 à 600 000 ¥ compense généralement, voire dépasse, le surcoût initial de la configuration entièrement électrique.
Facteur 04
Définir le niveau d'automatisation approprié — De la semi-automatisation à l'industrie 4.0
Les guides concurrents considèrent l'automatisation complète comme un point d'arrivée binaire, comme si toutes les machines entièrement automatisées étaient équivalentes. En réalité, l'automatisation ISBM se décline en cinq niveaux distincts, chacun nécessitant des investissements, une allocation de main-d'œuvre et une infrastructure d'intégration différents. Investir dans un niveau d'automatisation supérieur à celui que votre exploitation est prête à supporter représente un gaspillage de capital et complexifie la maintenance sans apporter de valeur ajoutée. La méthode la plus simple pour déterminer votre niveau cible : Combien d'opérateurs dédiés par machine et par poste êtes-vous prêt à affecter à votre personnel ? Cette simple question détermine votre niveau d'automatisation.
Normes de niveau d'automatisation ISBM — Cadre à 5 niveaux
Niveau
Nom
Définition
Opérateurs/Machine
Idéal pour
L1
Semi-automatique
Chargement manuel des préformes ; soufflage et éjection automatiques
2–3
Recherche et développement, petits lots, prototypes, pots asymétriques spéciaux
L2
Automatique de base
Chargement automatique des préformes + convoyeur de sortie automatique des bouteilles
1–2
Production de bouteilles standard en volume moyen, produits alimentaires et boissons
L3
Contrôle qualité entièrement automatique + en ligne
Système d'inspection visuelle intégré L2+ ; rejet automatique
1
Applications alimentaires, de soins personnels et de boissons réglementées
L4
Automatique + MES
L3 + Téléchargement des données OEE/production vers le système ERP/MES
1 pour 2 machines
Grands fabricants, usines certifiées ISO
L5
Industrie 4.0
L4 + maintenance prédictive + contrôle des paramètres à distance
1 pour 4 machines ou plus
Pharma GMP, cosmétiques haut de gamme, fabrication de précision de pointe
Équipement requis à chaque niveau d'automatisation
L2+ Chargeur/trémie automatique de préformes, convoyeur de sortie, capteur d'orientation de finition du col
L3+ Système d'inspection par caméra en ligne (aspect et dimensions), porte de rejet automatique, station de contrôle qualité des échantillons
L4+ Interface de données OPC-UA/MQTT, module OEE, connecteur API ERP/MES, tableau de bord de reporting de production
L5+ Capteurs de maintenance prédictive (vibrations, température, qualité de l'huile), accès VPN à distance, module d'optimisation des paramètres par IA
Facteur 05
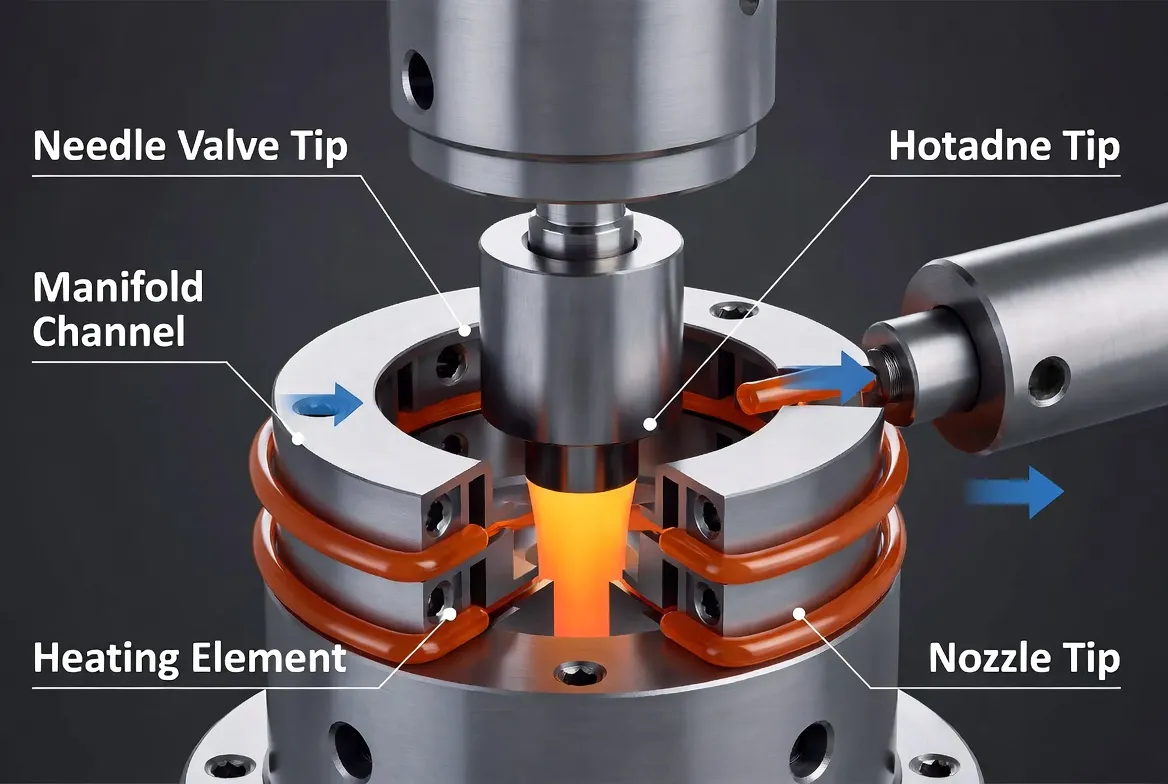
Compatibilité des systèmes à canaux chauds et des moules : le facteur de coût caché à long terme
Le choix des systèmes à canaux chauds et de moules représente sans doute l'aspect le moins étudié des achats de machines ISBM. Le prix d'achat de la machine est un coût unique ; l'investissement dans l'outillage est un coût récurrent qui augmente à chaque nouveau produit, à chaque modification de référence et à chaque reformulation. Pour les entreprises aux portefeuilles de produits diversifiés, le coût total de l'outillage sur 10 ans dépasse régulièrement le coût initial de la machine. Pour des conseils détaillés sur la géométrie des préformes qui influence les décisions de conception d'outillage, consultez notre [lien/document/document]. Guide de conception des préformes ISBM.
Sélection du type de porte du canal chaud
Type de porte
Caractéristiques clés
Gamme de cavités
Risque / Note
Porte directe
Structure la plus simple, coût le plus bas
1 à 2 cavités
Marque de porte visible — ne convient pas aux bouteilles transparentes haut de gamme
Vanne à guillotine ✅
Marque de porte minimale ; précision maximale ; séquence de remplissage la plus propre
2 à 16 cavités
Coût et exigences d'entretien plus élevés ; fortement recommandé pour les cosmétiques et les produits pharmaceutiques.
Porte ouverte
Coût inférieur à celui d'une vanne à guillotine ; marquage acceptable pour les applications non transparentes
2 à 8 cavités
Risque de formation de filaments ; ne convient pas aux bouteilles transparentes de qualité supérieure.
3 questions de compatibilité des moules à poser à chaque fournisseur
Q1
Cette machine accepte-t-elle les moules d'autres fabricants (dimensions standard SIPA, Netstal, ASB) ?
L'utilisation exclusive de moules propriétaires augmente considérablement vos coûts d'outillage à long terme et vous empêche de trouver des moules concurrents. Exigez des interfaces de moules à normes ouvertes.
Q2
Lors d'un changement de format de produit, est-il nécessaire de remplacer l'ensemble du canal chaud, ou seulement la moitié de la cavité froide ?
L'utilisation d'un canal chaud partagé et de plusieurs demi-moules froids réduit considérablement le coût d'outillage par référence. Il s'agit d'un avantage économique majeur qui doit être explicitement confirmé.
T3
Quelle est la nuance d'acier standard pour les moules, et quelle est la durée de vie certifiée du moule en empreintes ?
Acier P20/718 : 200 à 300 millions d’impressions. Acier trempé H13/S136 : 500 à 1 000 millions d’impressions. Une garantie écrite est exigée ; une estimation verbale n’est pas acceptée.
Facteur 06
Certifications et conformité — non négociables pour les secteurs réglementés
Les certifications et les exigences de conformité sont totalement absentes des principaux guides concurrentiels sur ce sujet. Pour la plupart des acheteurs de cosmétiques, de produits alimentaires ou de boissons, cette lacune n'est qu'un simple désagrément. En revanche, pour les acheteurs de produits pharmaceutiques, de produits pour nourrissons ou d'exportations vers l'UE/les États-Unis, il s'agit d'une exigence fondamentale qui bloque l'approvisionnement et qui doit être résolue avant toute autre considération. Découvrir un problème de non-conformité après la livraison de la machine peut entraîner des coûts de mise à niveau importants, un arrêt de la production ou un refus réglementaire de votre emballage — autant de conséquences difficiles à surmonter.
Certifications requises par secteur et marché d'exportation
Industrie / Marché
Certification/Norme requise
Autorité / Réglementation
Emballages alimentaires de l'UE
Marquage CE + Conformité des matériaux au règlement (UE) n° 10/2011
Commission européenne
Emballages alimentaires et de boissons américains
FDA 21 CFR 177.1630 (PET en contact avec les aliments)
FDA américaine
Pharmaceutique (GMP)
Marquage CE + matériaux de la machine conformes à l'annexe 1 des BPF de l'UE
EMA / BPF UE
Produits pour nourrissons/bébés
Déclaration sans BPA + Certification des matériaux Tritan/PPSU
organismes régionaux de protection des consommateurs
Exportations vers l'Union européenne
Marquage CE — Directive Machines 2006/42/CE (sécurité des machines)
Organisme notifié de l'UE
Exportations vers le Japon
Documentation de conformité équivalente à la norme JIS B 6021
JISC
⚠️ Comment vérifier l'authenticité d'un certificat CE — 3 étapes
01
Demander le document original de la Déclaration de Conformité (DoC), Il ne s'agit pas d'une référence figurant dans une brochure ou sur un autocollant apposé sur la machine. La déclaration de conformité doit mentionner le nom précis de l'organisme notifié et son numéro d'identification à quatre chiffres.
02
Vérifiez le numéro de l'organisme notifié Dans la base de données NANDO de la Commission européenne (ec.europa.eu/growth/tools-databases/nando), les certificats CE délivrés par des organismes inexistants ou retirés de la liste ne sont pas juridiquement valables pour l'importation dans l'UE.
03
Veuillez confirmer le numéro de modèle. Le certificat CE figurant sur le certificat de conformité (DoC) doit correspondre exactement au modèle de machine que vous achetez, y compris les suffixes de configuration. Un certificat CE pour le modèle HGY150 ne couvre pas automatiquement le modèle HGY150-V4-EV.
Facteur 07 ⭐
Assistance après-vente — Le facteur le plus sous-estimé lors de l’acquisition de machines
Tous les guides concurrents se terminent par une variante de : « Choisissez un fabricant réputé offrant un bon service client. » Cela ne vous donne aucune indication concrète. La liste de contrôle d'audit en 7 points ci-dessous transforme l'évaluation après-vente, d'une simple impression subjective, en une évaluation vérifiable et documentée du fournisseur. Utilisez-la comme un questionnaire structuré lors de votre processus d'évaluation des fournisseurs, et non après la signature du contrat.
①
Accord de niveau de service (SLA) relatif au délai de réponse
Demander: « En cas de panne critique de ma machine, quel est votre délai d'intervention garanti par écrit ? »
✅ Standard : À distance ≤ 4 h / Sur site ≤ 48 h (Asie) / ≤ 72 h (Europe)
⛔ Signal d'alarme : aucun accord de niveau de service écrit ; seulement une réponse verbale « dès que possible »
②
Gestion des stocks et logistique des pièces détachées
Demander: « Où se trouve le stock le plus proche de pièces d'usure critiques ? Quel est le délai de livraison pour une aiguille de vanne à canal chaud ou un module de servomoteur ? »
✅ Standard : Stock régional ; pièces critiques ≤ 5 jours ouvrables
⛔ Alerte : « Toutes les pièces proviennent d'une usine en Chine » / délai de livraison : plus de 4 semaines
③
Capacité de diagnostic à distance
Demander: « La machine prend-elle en charge les diagnostics d'accès à distance ? Quel protocole ? Où sont stockées nos données de production ? »
✅ Standard : accès OPC-UA/VPN ; lecture des paramètres en temps réel ; bibliothèque de codes d’erreur
⛔ Alerte rouge : Accès à distance impossible ; une visite physique sur site est nécessaire pour consulter les journaux d’erreurs.
④
Formation à l'installation et aux opérateurs
Demander: « Combien de jours dure la formation à la mise en service ? Un manuel d'utilisation complet et une bibliothèque de vidéos de formation sont-ils fournis dans notre langue ? »
✅ Standard : mise en service sur site de 5 à 10 jours ; formation des opérateurs de 3 à 5 jours ; manuel complet
⛔ Alerte : Formation de moins de 3 jours ; manuel traduit automatiquement et incomplet
⑤
Couverture des ingénieurs de service locaux
Demander: « Combien de techniciens de maintenance résidents avez-vous dans [votre pays/région] ? Dans quelles villes ? Pouvez-vous me fournir leurs coordonnées directes ? »
✅ Standard : Techniciens référencés avec ville et contact direct ; contrat de service disponible
⛔ Signal d'alarme : « Nous avons un réseau de partenaires mondial » — aucun contact nommé n'est fourni
⑥
Conditions de garantie détaillées
Demander: « Quelle est la durée de la garantie ? Quels composants sont couverts ? Qu’est-ce qui est explicitement exclu ? Le système de canaux chauds et le système électrique sont-ils couverts ? »
✅ Garantie standard : 12 à 18 mois pour l’ensemble de la machine ; système à canaux chauds et composants électriques inclus ; pièces d’usure exclues.
⛔ Signal d'alerte : Garantie inférieure à 12 mois ; clauses d'exclusion excessives ; absence de document de garantie écrit
⑦
Accès client de référence
Demander: « Pourriez-vous me fournir les coordonnées directes de trois clients existants dans mon secteur d'activité afin que je puisse les interroger directement sur leur expérience, notamment sur les problèmes qu'ils ont pu rencontrer ? »
✅ Norme : Fourniture proactive ; prise de contact indépendante encouragée ; préférence pour le personnel technique plutôt que pour les achats
⛔ Signal d'alerte : refuse de fournir des coordonnées ; redirige uniquement vers des témoignages marketing
Outil d'évaluation
Tableau de bord d'évaluation des fournisseurs de machines ISBM
Utilisez cette grille d'évaluation pour comparer plusieurs fournisseurs selon les sept mêmes critères. Attribuez à chaque critère une note de 1 à 10, multipliez par le coefficient de pondération et additionnez les résultats pour obtenir une note pondérée finale. Les coefficients de pondération ci-dessous correspondent à une application générale standard : les acheteurs de produits pharmaceutiques devraient attribuer la note F6 (Certifications) à 25% et réduire proportionnellement les notes F3 et F5.
Tableau de bord comparatif des fournisseurs — 7 facteurs pondérés
Facteur d'évaluation
Poids
Fournisseur A (Note /10)
Fournisseur B (Note /10)
Fournisseur C (Note /10)
F1 · Correspondance du nombre de cavités et de la sortie
20%
__ / 10
__ / 10
__ / 10
F2 · Compatibilité des matériaux (y compris rPET)
10%
__ / 10
__ / 10
__ / 10
F3 · Système d'entraînement TCO fit
15%
__ / 10
__ / 10
__ / 10
F4 · Correspondance du niveau d'automatisation
15%
__ / 10
__ / 10
__ / 10
F5 · Flexibilité du canal chaud / du moule
10%
__ / 10
__ / 10
__ / 10
F6 · Certifications et conformité
15%
__ / 10
__ / 10
__ / 10
F7 · Assistance après-vente (audit en 7 points)
15%
__ / 10
__ / 10
__ / 10
Score total pondéré
100%
—
—
—
Remarque : Pour les applications pharmaceutiques, augmenter le poids de F6 à 25% et réduire F3 à 10% et F5 à 8% en conséquence.
Alerte aux risques
7 erreurs courantes lors de l'achat de machines ISBM — et comment les éviter
Tous les contenus concurrents sur ce sujet ne présentent que des conseils positifs. Ce module aborde la dimension qu'ils omettent systématiquement : les erreurs spécifiques et évitables qui coûtent régulièrement de l'argent aux acheteurs, entraînent des arrêts de production ou des problèmes de conformité réglementaire. Chacun des points suivants est tiré de schémas réels observés dans les décisions d'achat ISBM. Si vous êtes arrivé à ce stade de votre évaluation, vous évitez déjà la plupart de ces erreurs. Pour le diagnostic des défauts en production, consultez notre Guide des défauts ISBM.
ERREUR 01
Comparer le prix d'achat plutôt que le coût total de possession sur 10 ans
Une machine dont le coût initial est supérieur de 100 000 yens, mais qui permet d'économiser 301 TP3 T d'énergie par an, amortira ce surcoût en 3 à 4 ans et continuera à générer des économies pendant les 6 à 7 années restantes de sa durée de vie opérationnelle. Les comparaisons de prix d'achat sans modélisation du coût total de possession (TCO) favorisent systématiquement la mauvaise machine.
ERREUR 02
Utilisation du débit maximal pour planifier le nombre de caries
Spécifier le nombre de cavités en fonction de la puissance de pointe indiquée de la machine, sans appliquer une marge d'efficacité de 15 à 25%, entraîne un déficit de capacité systématique de 20 à 30% en production. La formule du facteur 1 permet d'éviter complètement cette erreur.
ERREUR 03
Ignorer la vérification de compatibilité rPET
Les machines achetées sans vérification explicite de leur conformité au rPET s'exposent à des coûts de mise à niveau élevés lorsque les marques clientes imposent l'utilisation du rPET, une pratique qui s'accélère sur les marchés européens, nord-américains et australiens. Un simple questionnaire de vérification de 5 minutes permet désormais d'éviter des travaux de plus de 200 000 yens en 24 mois.
ERREUR 04
Spécifications du système à canaux chauds (aperçu)
Une défaillance de l'aiguille d'une vanne de canal chaud sur un composant importé peut entraîner un délai d'attente de 4 à 6 semaines pour les pièces détachées provenant d'un fournisseur dont le stock est limité à l'étranger. Avant de signer tout contrat, vérifiez la disponibilité régionale des pièces détachées, en particulier pour les composants de canaux chauds.
ERREUR 05
Considérer la « fabrication entièrement automatique » comme une fabrication intelligente
Une machine entièrement automatisée (niveau 2) sans interface de données ne peut se connecter au système MES de l'usine, générer de rapports TRS ni prendre en charge la maintenance prédictive. Si votre usine utilise ou prévoit d'utiliser un système de production numérique, vérifiez que la machine dispose d'une sortie de données OPC-UA ou MQTT avant tout achat.
ERREUR 06
Accepter un certificat CE sans vérification par un organisme notifié
La falsification et la périmation des certificats CE constituent un phénomène avéré dans le secteur de l'importation de machines. Une vérification de cinq minutes du numéro de l'organisme notifié dans la base de données NANDO de la Commission européenne (voir facteur 6) élimine totalement ce risque. Ne considérez jamais un autocollant CE ou une référence figurant dans une brochure comme preuve de conformité.
ERREUR 07
Aucun SLA dans le contrat de service
Sans un accord de niveau de service (SLA) écrit définissant les délais maximaux de réponse et de résolution, un fournisseur confronté à une panne n'a aucune obligation contractuelle de traiter votre machine en priorité. La simple mention « Nous organisons une visite » est juridiquement inapplicable, sauf si le contrat stipule qu'un technicien doit intervenir sous 48 heures. Intégrez les clauses du SLA à votre bon de commande, et non pas seulement à votre liste de souhaits.
FAQ
Foire aux questions
Combien de cavités me faut-il pour 3 000 bouteilles par heure ?
En utilisant la formule du facteur 1 : pour une bouteille d’eau de 500 ml avec un temps de cycle de 18 secondes, la production d’une machine à cavité unique est de 3 600 ÷ 18 = 200 bouteilles par heure. Le nombre de cavités nécessaires est donc de 3 000 ÷ 200 = 15. Avec une marge d’efficacité de 20% pour une production multi-références, il est recommandé de choisir une machine à 18 cavités. Pour une production continue d’une seule référence, une machine à 16 cavités avec une marge de 15% est suffisante. Il est toujours conseillé d’arrondir à la configuration standard supérieure disponible et de confirmer avec votre fournisseur de machines en utilisant le temps de cycle réel de votre modèle de bouteille.
Quelle est la différence entre les machines ISBM servo-hydrauliques et les machines ISBM entièrement électriques ?
Les machines servo-hydrauliques utilisent des servomoteurs pour contrôler des pompes hydrauliques à vitesse variable, réduisant ainsi la consommation d'énergie à environ 60–70 T/min par rapport à une machine hydraulique traditionnelle, tout en conservant la force hydraulique nécessaire aux opérations de serrage à charge élevée. Les machines entièrement électriques remplacent tous les systèmes hydrauliques par des servomoteurs entraînant directement des actionneurs mécaniques, atteignant ainsi environ 50–60 T/min de la consommation d'énergie d'une machine hydraulique traditionnelle, un niveau sonore quasi nul, une répétabilité de positionnement de ±0,05 mm et un risque de contamination de l'huile hydraulique nul. Les machines entièrement électriques présentent un coût initial plus élevé, mais des coûts de maintenance et d'exploitation nettement inférieurs, et constituent la configuration requise pour les environnements de salles blanches pharmaceutiques conformes aux BPF.
Quelle configuration de machine ISBM est la plus adaptée au conditionnement pharmaceutique ?
L'emballage pharmaceutique requiert quatre éléments de configuration spécifiques : (1) un système d'entraînement entièrement électrique – éliminant tout risque de contamination par l'huile hydraulique dans les environnements de salles blanches BPF ; (2) un système de canaux chauds à obturateur à vanne – garantissant une propreté optimale du point d'injection sur les flacons de précision ; (3) un niveau d'automatisation L3 ou supérieur – avec inspection visuelle en ligne, rejet automatique et traçabilité complète ; (4) le marquage CE avec vérification par un organisme notifié et conformité des matériaux à l'annexe I des BPF de l'UE. Les matériaux de la machine en contact avec les préformes doivent être en acier inoxydable de qualité alimentaire/pharmaceutique ou équivalent. Il est impératif de vérifier explicitement ces quatre exigences dans votre cahier des charges avant d'évaluer un fournisseur.
Comment puis-je vérifier l'authenticité de la certification CE d'un fournisseur de machines ?
Demandez le document original de déclaration de conformité (DoC), et non une brochure, une image du certificat ou une étiquette apposée sur la machine. La DoC doit comporter le nom complet et le numéro d'identification à 4 chiffres de l'organisme notifié qui a délivré le certificat. Vérifiez ce numéro dans la base de données NANDO de la Commission européenne à l'adresse ec.europa.eu/growth/tools-databases/nando : tout organisme notifié enregistré y figure avec son statut actuel. Si le numéro de l'organisme n'apparaît pas, est expiré ou a été radié, la certification CE n'est pas valable pour l'importation dans l'UE. Assurez-vous également que la désignation exacte du modèle figurant sur la DoC correspond au modèle de la machine que vous achetez.
Quelles conditions de service après-vente dois-je exiger dans un contrat de machine ISBM ?
Votre contrat d'achat de machine ISBM doit au minimum inclure : (1) un accord de niveau de service (SLA) écrit précisant un délai de réponse pour le diagnostic à distance inférieur ou égal à 4 heures et un délai d'intervention sur site d'un technicien inférieur ou égal à 48 heures (Asie) ou à 72 heures (Europe/Amériques) ; (2) une période de garantie de 12 à 18 mois couvrant l'ensemble de la machine, y compris le système à canaux chauds et les composants électriques, les pièces d'usure étant explicitement exclues ; (3) un engagement concernant la disponibilité des pièces détachées, précisant le délai de livraison maximal pour les composants critiques ; (4) la durée et la langue de la formation à la mise en service, confirmées par écrit ; (5) le protocole d'accès à distance spécifié (OPC-UA ou VPN) ; et (6) un technicien de maintenance local désigné, dont les coordonnées directes sont jointes au contrat. Tout fournisseur refusant de s'engager par écrit sur ces conditions représente un risque important en matière de service.
Prêt à appliquer ce framework à une machine spécifique ?
L'équipe d'ingénierie d'ISBM Solution travaille avec chaque acheteur potentiel selon ce cadre d'évaluation, en fournissant gratuitement, avant tout engagement d'achat, des calculs du nombre de cavités, des comparaisons du coût total de possession des systèmes d'entraînement et des recommandations de configuration spécifiques à l'application.