ISBM à une étape ou à deux étapes : laquelle convient le mieux à votre ligne de production ?
01
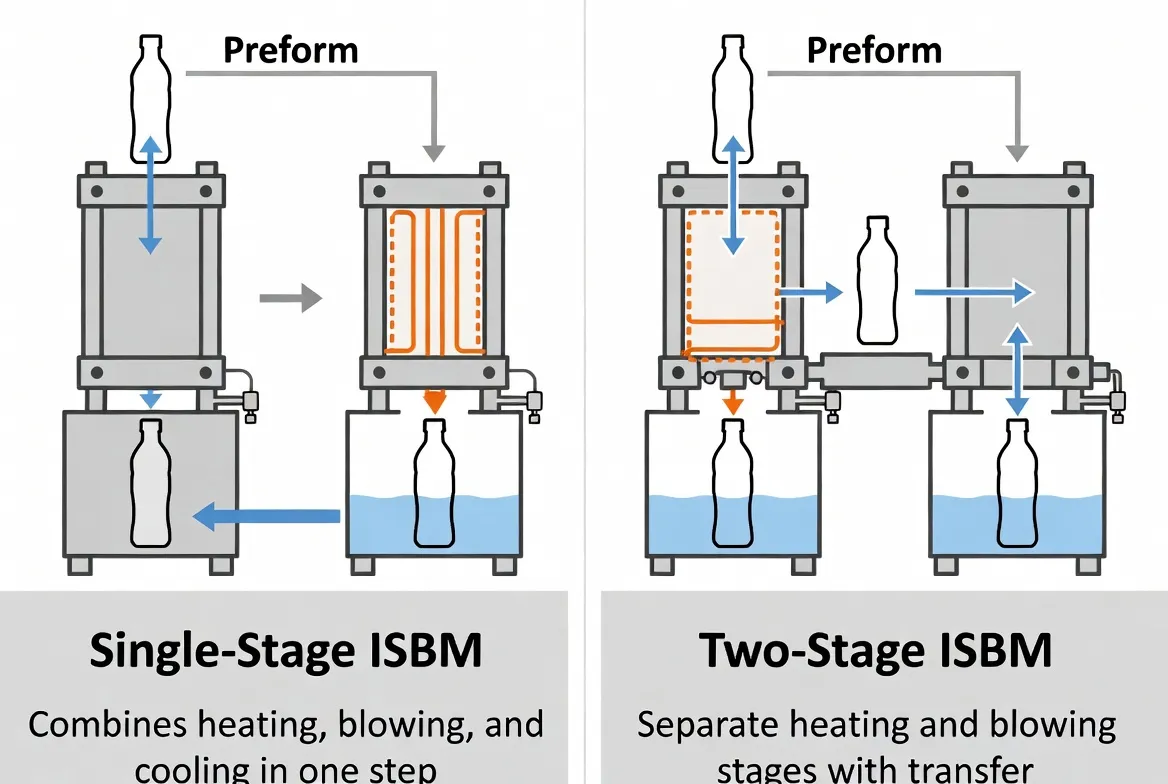
Qu’est-ce qui différencie réellement l’ISBM à un étage de l’ISBM à deux étages ?
La manière la plus juste de comprendre ces deux processus n'est pas de les considérer comme deux machines différentes, mais comme deux processus fondamentalement différents. voies thermodynamiques pour obtenir la même bouteille finie. La différence tient à une seule question : la préforme refroidit-elle à température ambiante entre l’injection et le soufflage ? Pour mieux comprendre le fonctionnement de l’ensemble de la chaîne de fabrication, consultez notre Guide complet du processus de fabrication des bouteilles PET et le Principe de fonctionnement de la machine ISBM.
ISBM à une seule étape
Une machine · Un cycle thermique continu
STA 1 Injection de résine et moulage de préformes
↓ Chaleur retenue
STA 2 Conditionnement de la température (égalisation)
↓ Virement direct
STA 3 Moulage par soufflage étiré
↓
STA 4 Éjection et refroidissement
Caractéristique clé
Préforme Ne refroidit jamais à température ambiante. La chaleur résiduelle d'injection est conservée et utilisée — la même énergie thermique alimente deux étapes du processus.
SBM à deux étapes
Deux machines · Étapes d'injection et de soufflage séparées
M/C 1 Machine de moulage par injection de préformes
↓ Refroidir à environ 25 °C · Stocker · Transporter
PERTE Toute la chaleur d'injection est rejetée.
↓ Réchauffage infrarouge de 25 °C à 105 °C
M/C 2 Machine de moulage par étirage-soufflage à réchauffage
Caractéristique clé
Préforme Refroidissement complet entre les étapes. Toute la chaleur d'injection est gaspillée, puis le coût énergétique total du réchauffage est engagé avant même que le soufflage puisse commencer.
4 idées fausses courantes — corrigées
Hypothèse commune
Ce que les données montrent réellement
« Le système à deux étapes est plus avancé. »
Ces deux technologies sont éprouvées et largement répandues. Le procédé à deux étapes est optimisé pour la production de bouteilles standard à grand volume ; le procédé à une seule étape privilégie la précision, la polyvalence et l’efficacité énergétique. Aucune n’est universellement supérieure.
« Un seul étage ne convient qu'aux faibles volumes. »
Les machines à un étage atteignent une cadence de production allant jusqu'à 8 000 bouteilles par heure et sont utilisées par les fabricants de boissons de taille moyenne dans le monde entier. Plusieurs lignes à un étage peuvent surpasser le rendement des lignes à deux étages tout en conservant une grande flexibilité.
« Le procédé en deux étapes permet d’obtenir de meilleures bouteilles »
Les bouteilles monoblocs présentent une uniformité d'orientation biaxiale supérieure — notamment au niveau de l'épaule et de la base — car la préforme subit une seule histoire thermique continue sans risque de recristallisation pendant le refroidissement et le réchauffage.
« La construction en deux étapes présente un coût d’investissement inférieur. »
Le procédé en deux étapes nécessite l'achat de deux machines (injection et SBM), de deux jeux d'outillage par référence et d'un espace supplémentaire pour le stockage des préformes. L'investissement total est généralement supérieur à celui du procédé en une seule étape pour une capacité de production équivalente inférieure à 10 000 préformes par heure.
02
Consommation d'énergie : l'avantage caché du mono-étage
Le coût énergétique est le domaine où la différence entre ces deux procédés est la plus quantifiable — et la plus systématiquement sous-estimée lors des décisions d'achat. La cause principale est d'ordre thermodynamique : la production en deux étapes gaspille délibérément toute l'énergie investie dans la plastification et l'injection de la préforme, puis consomme de l'énergie supplémentaire pour la réchauffer à partir de la température ambiante. La production en une seule étape utilise la même énergie thermique à deux reprises.
18–24
kWh / 1 000 bouteilles
ISBM à une seule étape
25–35% inférieur
28–38
kWh / 1 000 bouteilles
SBM à deux étapes
coût du réchauffage IR inclus
80 000 à 120 000 yens
Économies annuelles d'électricité
Pour 10 millions de bouteilles par an
Au tarif industriel de 0,8 ¥/kWh
Consommation d'énergie par sous-processus
Catégorie d'énergie
ISBM à une seule étape
SBM à deux étapes
Verdict
Chauffage du cylindre d'injection
Standard — partagé avec le cycle de soufflage
Standard — machine dédiée
Comparable
Chauffage infrarouge / climatisation
Faible — égalisation uniquement
Élevé — réchauffage complet 25 °C → 105 °C
Victoires en une seule étape
Air comprimé (soufflage)
35–40 bar — standard
35–40 bar — standard
Comparable
consommation d'eau de refroidissement
Inférieur — parcours de refroidissement plus court
Plus haut — deux machines à refroidir
Victoires en une seule étape
Total estimé
18–24 kWh / 1 000 bouteilles
28–38 kWh / 1 000 bouteilles
25–35% inférieur
💡
Perspective du coût du cycle de vie sur 10 ans
Avec une production annuelle de 10 millions de bouteilles de 500 ml et un tarif d'électricité industriel de 0,8 ¥/kWh, l'écart de coût énergétique entre les deux procédés s'élève à environ 800 000 à 1 200 000 ¥ sur un cycle de vie machine de 10 ans. Ce seul chiffre suffit souvent à compenser l'écart de coût d'investissement initial entre les deux catégories d'équipements, faisant du procédé monophasé l'option la plus économique pour la plupart des applications de moyennes séries.
03
Capacité de production : le choix du procédé à deux étages
Le volume de production est l'avantage le plus souvent cité du procédé en deux étapes — et c'est un avantage réel, mais assorti de conditions limites clairement définies. Comprendre pourquoi Savoir qu'un étage possède une limite de puissance est aussi important que de connaître les chiffres, car cette compréhension révèle exactement quand cette limite importe et quand elle n'a pas d'importance.
Le rendement de la machine à un seul étage est régi par le Principe de la station goulot d'étranglementLes quatre étapes (injection, conditionnement, soufflage, éjection) doivent s'exécuter simultanément au cours du même cycle machine. Le refroidissement de l'injection, sous-processus le plus lent, détermine la durée du cycle. La conception en deux étapes sépare physiquement l'injection et le soufflage, permettant à chacune de fonctionner indépendamment à son propre rythme optimisé.
Détail du temps de cycle en une seule étape — 500 ml, 2 cavités
Temps de refroidissement par injection (station pilote)
Nombre de cavités × durée du cycle de soufflage
Méthode de mise à l'échelle
Plusieurs lignes parallèles
Augmenter le nombre de cavités / ajouter des machines
point de croisement du volume
~8 000 barils par heure — au-delà de ce seuil, le procédé à deux étages devient plus rentable.
Stratégie multi-lignes : 2 × mono-étape contre 1 × bi-étape
Pour un débit cible de 12 000 barils par heure, les deux configurations sont techniquement viables. Le choix dépend de trois autres facteurs, outre le débit brut :
✅ Redondance
Deux lignes à un étage : si l’une d’elles est mise hors service pour maintenance, la production de 50% se poursuit. Une ligne à deux étages : tout arrêt entraîne une interruption de la production de 100%.
✅ Flexibilité de changement
Deux lignes à un seul étage peuvent traiter simultanément deux références de bouteilles différentes. Une ligne à deux étages doit s'arrêter et effectuer un changement de produit pour chaque produit changé.
⚠️ Espace au sol
Deux lignes de production à un seul étage nécessitent une surface au sol plus importante qu'une seule ligne à deux étages pour une production équivalente. Les contraintes d'aménagement du site peuvent privilégier une ligne à deux étages lorsque l'espace est limité.
04
Investissement dans l'outillage : Pourquoi le procédé monobloc a un coût d'entrée inférieur
Le coût de l'outillage est le poste de dépense le plus souvent sous-estimé lors de l'acquisition de machines pour bouteilles PET, en particulier pour les entreprises proposant une gamme de produits diversifiée. La différence structurelle est simple : la production en une étape utilise un système d'outillage unique par référence, tandis que la production en deux étapes requiert deux systèmes d'outillage identiques et gérés séparément par référence. Pour une gamme de produits comprenant dix formats de bouteilles, la différence en termes d'investissement dans l'outillage et de complexité de gestion est significative. Pour des considérations détaillées sur la géométrie des préformes et son impact sur la conception de l'outillage, veuillez consulter notre documentation. Guide de conception des préformes ISBM.
Comparaison des coûts d'outillage — Configuration typique à 2 cavités
Article de coût
ISBM à une seule étape
SBM à deux étapes
Avantage
Moule d'injection
Intégré — 1 ensemble d'outils combinés
Séparé — 1 moule de préforme indépendant
En une seule étape plus simple
Moule par soufflage
Intégré — au sein du même système d'outils
Séparé — 1 moule de soufflage indépendant
En une seule étape plus simple
coût d'outillage pour les nouvelles références
Inférieur — un outil combiné
Niveau supérieur — deux outils indépendants doivent être associés
Victoires en une seule étape
Temps de changement
Plus court — un changement d'outil
Plus long — deux changements d'outils correspondants
Victoires en une seule étape
Gestion des stocks d'outillage
Simple — un système par format de bouteille
Complexe — suivi apparié sur deux machines
Victoires en une seule étape
Réutilisation des moules de préformes (multi-machines)
Non applicable
Un seul moule de préforme peut alimenter plusieurs machines de soufflage.
Avantage à deux niveaux à grande échelle
📌
L'exception : Opérations à volume élevé sur un seul SKU
Pour les opérations de production à très haut volume d'un seul format de bouteille standard (par exemple, une ligne dédiée aux bouteilles d'eau de 500 ml à plus de 20 000 bouteilles par heure), l'approche en deux étapes offre l'avantage de la réutilisation de l'outillage : un seul moule d'injection de préformes fonctionnant en continu peut alimenter plusieurs machines de soufflage. Dans ce cas précis, le coût unitaire de l'outillage est inférieur pour l'approche en deux étapes. En dehors de ce cas, la structure d'outillage combinée de l'approche en une seule étape est presque toujours le choix le plus rentable.
05
Qualité, formes et applications des bouteilles : là où le procédé monobloc est sans égal
La qualité et la forme des bouteilles sont les critères les plus déterminants pour les acheteurs d'emballages spécialisés, et c'est là que les deux processus divergent le plus. Pour une compréhension approfondie de l'influence de l'orientation biaxiale sur les performances mécaniques, consultez notre guide sur orientation biaxiale et résistance des bouteilles PET.
Uniformité d'orientation — L'avantage qualité de la fabrication en une seule étape
Comme la préforme monobloc n'a jamais complètement refroidi, elle intègre la station de soufflage après avoir subi un cycle thermique unique et continu. Il n'y a pas de recristallisation pendant la phase de refroidissement, ni de second cycle thermique introduisant un nouveau gradient de température dû au réchauffage infrarouge. Il en résulte une orientation moléculaire plus homogène sur toute la paroi du flacon, notamment au niveau de la zone de transition de l'épaulement et de la base du dôme, où les flacons biblocs présentent plus fréquemment des défauts d'orientation. Pour les applications pharmaceutiques et cosmétiques de précision, où les tolérances d'uniformité de paroi sont strictes, cette différence est cruciale sur le plan commercial.
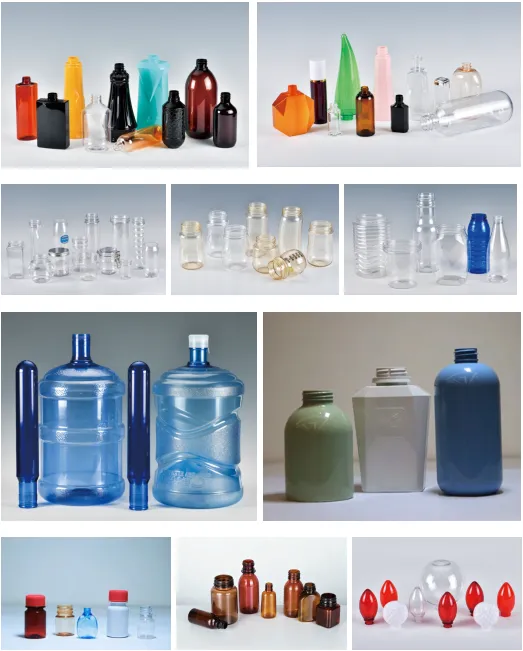
Compatibilité des formes et formats de bouteilles
Type de bouteille
ISBM à une seule étape
SBM à deux étapes
Raison
Bouteille ronde standard (eau / CSD)
✅
✅
Les deux processus sont pleinement capables
Récipient à large ouverture (ouverture > 38 mm)
✅
⚠️
Le chauffage infrarouge peine à chauffer uniformément les préformes à col large.
Section transversale ovale / plate / asymétrique
✅
⚠️
Les préformes non rondes développent un chauffage infrarouge inégal — une face étant plus chaude que l'autre.
Bouteille à poignée (poignée intégrée)
✅
❌
Géométrie de la poignée incompatible avec les stations de réchauffage IR standard
Petit flacon de précision (<100ml)
✅
⚠️
Les préformes de petite taille à parois minces surchauffent rapidement sous infrarouge – marge de procédé étroite
Grand récipient (3–10 L)
✅
⚠️
Les préformes de grande taille à parois épaisses nécessitent un temps de réchauffage infrarouge prolongé, ce qui réduit considérablement le rendement.
Bouteille à remplissage à chaud / thermofixation
✅
✅
Les deux sont disponibles avec l'option de moule thermofixé.
✅ Entièrement pris en charge ⚠️ Possible avec limitations / qualité réduite ❌ Non pris en charge
💊
Pharmaceutique
Production en petites séries, multiformat, conforme aux BPF, tolérances de col précises. Le procédé mono-étape est la norme du secteur.
mono-étage
🧴
Cosmétiques / Soins personnels
Les formes ovales, plates et asymétriques sont prédominantes. La technique en deux étapes ne permet pas de reproduire ces formes de manière fiable. Seule la technique en une seule étape est possible.
Monobloc uniquement
🫒
Huile comestible
Bouteilles à large ouverture et à poignée de 1 à 5 L. La géométrie du col large et de la poignée rend le procédé en une seule étape viable.
Monobloc uniquement
💧
Eau à haut débit (plus de 20 000 barils par heure)
Produit standard, référence unique, en très grande quantité. L'avantage de la production en deux étapes est ici pleinement exploité.
Deux étapes préférées
06
Complexité opérationnelle et coût total de possession
Le prix d'achat d'un équipement n'est que le premier élément à prendre en compte lors d'une décision d'investissement. Le coût total de possession (CTP) sur une durée de vie de 10 ans intègre l'énergie, la main-d'œuvre, la maintenance, les consommables, la logistique des préformes et les risques d'arrêt de production. Dans cette analyse plus globale, les machines monoblocs présentent systématiquement un CTP inférieur pour les opérations inférieures au seuil de 8 000 bph. Pour plus d'informations sur les coûts de maintenance liés aux défauts, veuillez consulter notre documentation. Guide des défauts et des solutions ISBM.
Coût total de possession — Principaux facteurs de coûts
Catégorie de coût
ISBM à une seule étape
SBM à deux étapes
Avantage
Équipements de production (initial)
1 achat de machine
2 achats de machines (injection + SBM)
mono-étage
Surface au sol de l'usine requise
Empreinte compacte
Plus grande — 2 machines + zone de stockage des préformes
mono-étage
Opérateurs par quart de travail
1 à 2 opérateurs
2 à 3 opérateurs (deux postes de travail)
mono-étage
programmes de maintenance
1 programme de maintenance
2 programmes de maintenance indépendants
mono-étage
remplacement de la lampe IR
Non applicable
Coût récurrent des consommables — les lampes se dégradent au fil des heures de production
mono-étage
Stockage et logistique des préformes
Aucune — l'injection pour exploser est instantanée
Obligatoire — stock tampon, manutention, risque de recontamination
mono-étage
Coût énergétique (annuel)
25–35% inférieur pour 1 000 bouteilles
L'énergie totale de réchauffage IR a été ajoutée à l'énergie d'injection.
mono-étage
⚠️ Le coût caché du stockage des préformes dans les opérations en deux étapes
Les installations à deux étapes conservent généralement un stock tampon de préformes d'une durée de 3 à 14 jours. Outre le fonds de roulement immobilisé, les préformes stockées présentent trois risques de qualité spécifiques :
Réabsorption de l'humidité
Le travail de la résine séchée est partiellement défait : les préformes stockées absorbent l'humidité atmosphérique, augmentant ainsi la teneur en AA dans la bouteille finie.
Dommages physiques liés à la manutention
Les dommages causés au filetage du col lors du transport en vrac ou de la manutention des conteneurs provoquent des blocages intermittents de la ligne de remplissage dont la cause est difficile à déterminer.
Risque de contamination
Le stockage à l'air libre des préformes introduit une contamination par la poussière, les insectes et les corps étrangers — un risque critique de non-conformité dans les applications pharmaceutiques et alimentaires.
⭐ Table Maîtresse
Comparaison complète : ISBM monobloc vs bibloc en un coup d’œil
Le tableau ci-dessous regroupe les cinq dimensions de décision en un seul document de référence. Utilisez-le conjointement avec l'analyse de scénarios de la section 7 et la liste de contrôle de la section 8 pour finaliser votre choix de processus.
ISBM en une étape vs SBM en deux étapes — Matrice de décision à 9 dimensions
Frais généraux de stockage et de logistique requis
mono-étage
mono-étage 7 dimensions sur 9
En deux étapes 1 avantage clair (volume ultra-élevé)
Cravate Bouteilles rondes standard + volume dépendant
07
Quel processus convient à votre application ? Six scénarios réels
Chaque décision relative à un équipement se résume en fin de compte à un ensemble d'exigences de production spécifiques. Les six scénarios suivants représentent les profils d'acheteurs les plus courants rencontrés lors du choix d'une machine à embouteiller des bouteilles PET ; chacun fait l'objet d'une recommandation explicite, et non d'une simple précaution.
S·01
Nouvelle usine d'embouteillage d'eau — Objectif : 20 000 bouteilles par heure
Bouteille ronde standard en PET de 500 ml, référence unique, production en continu à haut volume
RECOMMANDÉ EN DEUX ÉTAPES
Le volume de production dépasse largement le seuil de rentabilité du procédé mono-étape. Le format standard des bouteilles rondes tire pleinement parti des atouts du procédé bi-étape. La réutilisation des moules de préformes sur plusieurs machines de soufflage permet d'obtenir le coût de production unitaire le plus bas à cette échelle. Il s'agit du scénario bi-étape par excellence.
S·02
Fabricant de cosmétiques sous contrat — Gamme multi-SKU, formes diverses
500 à 2 000 bouteilles par heure, flacons ovales et asymétriques, plus de 10 formats actifs, renouvellement fréquent
FORTEMENT MONOPLATE
La fabrication en deux étapes est structurellement incapable de produire des bouteilles non rondes de qualité acceptable : le chauffage infrarouge crée une répartition asymétrique de la température dans les préformes ovales, entraînant des variations de paroi qu'aucun ajustement de processus ne peut corriger entièrement. La fabrication en une seule étape est la seule option viable. Une structure d'outillage combinée réduit également considérablement l'investissement par format pour un portefeuille de références diversifié.
S·03
Entreprise pharmaceutique — Flacons de solution buvable, environnement BPF
Flacons de précision de 50 à 250 ml, production en salle blanche, composés actifs multiples
FORTEMENT MONOPLATE
Le conditionnement mono-étape est la norme dans l'industrie pharmaceutique. L'environnement de production en circuit fermé minimise les risques de contamination. Les petits volumes de flacons, avec des tolérances de col très strictes, bénéficient du contrôle de conditionnement de précision d'ISBM. L'absence de stockage de préformes élimine tout risque de recontamination, un point essentiel pour la conformité aux BPF. Le conditionnement bi-étape, avec son environnement de stockage de préformes ouvert, représente un risque structurel de non-conformité aux BPF dans la plupart des contextes pharmaceutiques.
S·04
Producteur d'huile alimentaire — Bouteilles à large ouverture et à poignée de 1 à 5 L
2 000 à 6 000 bouteilles par heure, conteneurs à large ouverture, certains formats avec poignées intégrées
UNIQUE ÉTAPE SEULEMENT
Les bouteilles à large ouverture et à poignée sont structurellement incompatibles avec le procédé SBM en deux étapes. Les préformes à col large ne peuvent être chauffées uniformément dans un four infrarouge standard, et les préformes à poignée sont physiquement incompatibles avec les systèmes de transfert et de chauffage en deux étapes. Le procédé en une seule étape est la seule voie de production viable ; il ne s’agit pas d’un choix, mais d’une nécessité technique impérative.
S·05
Conditionneur à façon de boissons — Boissons gazeuses de 500 ml à 2 L, 5 000 bouteilles/heure
Production moyenne en bouteilles rondes standard, mais aussi de certains formats spéciaux
MONO-ÉTAPE (LÉGER BORD)
À 5 000 bouteilles par heure, les deux procédés sont techniquement viables pour les bouteilles rondes standard. Le facteur déterminant est la gamme de produits. Si cette installation traite également des formats non ronds, spéciaux ou à large ouverture, même occasionnellement, seule la machine mono-étape couvre l'ensemble de la gamme. L'avantage énergétique de la machine mono-étape (25–35%) et le coût d'outillage inférieur par référence offrent un meilleur coût total de possession (CTP) sur 10 ans à ce niveau de volume. La machine bi-étape ne mérite d'être évaluée que si la gamme de produits est et restera exclusivement composée de bouteilles rondes standard.
S·06
Capacité d'injection de préformes existante — Augmentation du débit de soufflage
Nous exploitons déjà des machines de moulage par injection produisant des préformes ; nous ajoutons une capacité de soufflage
SBM EN DEUX ÉTAPES UNIQUEMENT
Pour les équipements de moulage par injection existants, l'acquisition d'une machine SBM autonome avec réchauffage représente la solution d'expansion la plus rentable. L'outillage de préformes et la capacité d'injection déjà en possession peuvent être pleinement exploités ; dans ce cas, l'achat d'une ISBM mono-étape revient à payer pour une capacité d'injection déjà disponible. La SBM bi-étape est la solution idéale, à condition que les bouteilles soient de forme ronde standard.
Matrice de décision de scénario — Guide de référence rapide
Scénario
Volume
Type de bouteille
Recommandation
Nouvelle usine de traitement des eaux
20 000 bph
Rond standard
En deux étapes
contrat cosmétique
500 à 2 000 bph
Diversifié / asymétrique
mono-étage
Bonnes pratiques de fabrication pharmaceutiques
500 à 3 000 bph
Petites bouteilles de précision
mono-étage
Huile comestible
2 000 à 6 000 bph
Poignée à large ouverture
Monobloc uniquement
CSD volume moyen
5 000 bph
Rond + quelques spécialités
Mono-étage (bord)
Actifs préformés existants
N'importe lequel
Rond standard
SBM à deux étapes uniquement
08
Votre liste de vérification de décision en 10 questions avant de choisir un processus
Répondez à ces dix questions en fonction de vos exigences de production spécifiques. Chaque question est associée à un signal de processus ; un schéma de réponses confirmera clairement votre orientation.
Questions 1 à 6 — Signaux en faveur d'une approche à un seul stade
3 réponses OUI ou plus → Le processus en une seule étape est recommandé.
Q1
Votre objectif de production est-il inférieur à 8 000 bph par ligne ?
OUI → Le procédé à un étage offre un rendement équivalent à moindres coûts d'investissement et d'énergie. L'avantage de volume du procédé à deux étages ne s'applique pas à cette échelle.
Q2
Certaines de vos bouteilles ont-elles une section transversale non ronde, ovale, plate ou asymétrique ?
OUI → Chauffage en une seule étape requis. Le chauffage infrarouge en deux étapes engendre des variations de paroi inacceptables dans les préformes non symétriques.
T3
Votre gamme de produits comprend-elle des récipients à large ouverture (diamètre d'ouverture > 38 mm) ?
OUI → Une seule étape est requise. Les préformes à col large ne peuvent pas être chauffées uniformément dans les stations IR à deux étapes.
Q4
Fabriquez-vous des emballages pharmaceutiques ou cosmétiques nécessitant une production en salle blanche conforme aux BPF ?
OUI → La production en une seule étape est fortement privilégiée. La production en circuit fermé et l'absence d'exposition au stockage des préformes sont des avantages en matière de conformité aux BPF.
Q5
Prévoyez-vous de produire plus de 5 références de bouteilles différentes sur la même ligne de production ?
OUI → La structure d'outillage combinée de Single-stage permet de réduire sensiblement les investissements en outillage et la complexité de gestion sur un portefeuille de références diversifié.
Q6
Le coût de l'énergie est-il un facteur important dans votre rentabilité de production ?
OUI → L'avantage énergétique du modèle 25–35% à un seul étage représente une économie de coûts récurrente et cumulative sur toute la durée de vie de la machine.
Questions 7 à 10 — Signaux en faveur d'une approche en deux étapes
Deux réponses OUI ou plus → Une évaluation approfondie est nécessaire pour une approche en deux étapes.
Q7
Possédez-vous ou utilisez-vous actuellement un équipement d'injection de préformes ?
OUI → L'acquisition de machines SBM autonomes avec réchauffage permet de tirer parti des équipements d'injection existants. L'achat d'une machine monobloc implique de payer deux fois pour la capacité d'injection.
Q8
Votre volume cible est-il constamment supérieur à 15 000 bph sur une seule ligne ?
OUI → L'architecture multicavité à deux étages offre le coût d'investissement et le coût unitaire les plus bas à cette échelle. Un système à un seul étage nécessiterait plusieurs machines.
Q9
Votre produit principal est-il un format de bouteille PET ronde standard unique, produit en très grand volume ?
OUI → Le procédé en deux étapes est optimisé précisément pour ce scénario. Les avantages liés à la réutilisation des préformes et au nombre de cavités sont pleinement exploités lorsque la diversité des formats est nulle.
Q10
L'espace au sol sur le site est-il très limité et une solution à machine unique est-elle préférable sur le plan opérationnel ?
OUI → Une seule machine à deux étages à grande cavité occupe moins d'espace que plusieurs lignes à un seul étage à capacité de production équivalente. Sur les sites vierges disposant d'un espace limité, une machine à deux étages peut s'avérer plus avantageuse au-delà de 10 000 barils par heure.
Prêt à trouver la machine qui correspond à vos besoins ?
L'équipe d'ingénierie d'ISBM Solution propose une sélection de machines adaptée à l'application, une analyse de capacité et une comparaison du retour sur investissement pour les configurations mono-étapes adaptées à vos formats de bouteilles et à vos objectifs de production.
Quelle est la principale différence entre l'ISBM à un étage et l'ISBM à deux étages ?
La différence fondamentale est thermodynamique : en ISBM mono-étape, la préforme passe de l’injection au soufflage-étirage au cours d’un seul cycle machine continu, conservant ainsi sa chaleur d’injection. En production bi-étape, la préforme est refroidie à température ambiante, stockée, puis réchauffée à partir de cette température ambiante à l’aide de résistances infrarouges avant le soufflage. De ce fait, la production bi-étape requiert nettement plus d’énergie par bouteille (25 à 35 kW de plus), mais découple l’injection et le soufflage, permettant ainsi une cadence de production maximale plus élevée par ligne grâce à l’ajout de cavités de soufflage indépendamment de la capacité d’injection.
Quel procédé permet de produire des bouteilles PET de meilleure qualité ?
Pour les applications standard, les deux procédés produisent des bouteilles répondant aux mêmes spécifications de qualité. Pour les applications de précision ou complexes, le procédé en une seule étape présente un avantage significatif. La préforme subissant un cycle thermique continu – sans refroidissement ni recristallisation entre l'injection et le soufflage – l'orientation biaxiale de la bouteille finie est plus homogène, notamment au niveau de l'épaulement et du dôme de base. Il en résulte une répartition plus uniforme de l'épaisseur de paroi et de meilleures propriétés mécaniques dans les zones géométriquement complexes de la bouteille. Pour les applications pharmaceutiques et cosmétiques exigeant des tolérances serrées, cette différence est cruciale sur le plan commercial.
L'ISBM à un étage est-il plus économe en énergie que l'ISBM à deux étages ?
Oui, de manière significative. Les machines mono-étape consomment environ 18 à 24 kWh pour 1 000 bouteilles. Les systèmes bi-étapes consomment environ 28 à 38 kWh pour 1 000 bouteilles, soit une différence de 25 à 35 kWh. Cet écart s'explique par l'étape de réchauffage infrarouge nécessaire à la production bi-étape, qui doit fournir l'énergie thermique complète pour porter les préformes de la température ambiante (environ 25 °C) à la plage de température de soufflage (95 à 115 °C). La machine mono-étape ne nécessite qu'une étape d'homogénéisation, car la préforme conserve une chaleur importante issue de l'injection. Sur un cycle de vie de 10 ans, pour une production annuelle de 10 millions de bouteilles, cette différence de consommation énergétique représente un surcoût d'électricité d'environ 800 000 à 1 200 000 yens aux tarifs industriels standards.
Une machine ISBM à un seul étage peut-elle produire des bocaux à large ouverture ?
Oui, les contenants à large ouverture (y compris les bocaux dont l'ouverture dépasse 38 mm, jusqu'à 120 mm de diamètre) constituent un avantage majeur de l'ISBM mono-étape. Grâce à l'utilisation de mandrins plutôt que de lampes infrarouges lors de l'étape de conditionnement, les préformes à large col et de grand diamètre sont conditionnées de manière uniforme, contrairement aux fours infrarouges bi-étapes où elles seraient chauffées de façon asymétrique ou excessive. Les machines SBM bi-étapes présentent des limitations techniques importantes pour les formats à large ouverture, et la plupart des productions de bocaux en PET utilisent l'ISBM mono-étape comme procédé principal.
À partir de quel volume de production dois-je passer d'une production à un étage à une production à deux étages ?
Le seuil de rentabilité se situe aux alentours de 8 000 bouteilles par heure et par ligne, et concerne exclusivement les bouteilles rondes standard. En dessous de 8 000 bouteilles par heure, le procédé mono-étape offre un rendement équivalent, tout en réduisant les coûts d'investissement, la consommation d'énergie et les coûts d'outillage par référence, sans frais de stockage de préformes. Au-delà de 8 000 bouteilles par heure sur une ligne unique produisant exclusivement des bouteilles rondes standard, l'avantage du procédé bi-étape, grâce à l'optimisation du nombre de cavités, permet de réduire le coût unitaire. Toutefois, si votre gamme de produits inclut des formats non ronds, à large ouverture ou asymétriques – même à haut volume –, le procédé mono-étape reste la solution optimale, quel que soit l'objectif de production, car le procédé bi-étape ne permet pas de produire ces formats de manière fiable.