ISBM de estágio único versus ISBM de dois estágios: qual é o mais adequado para sua linha de produção?
01
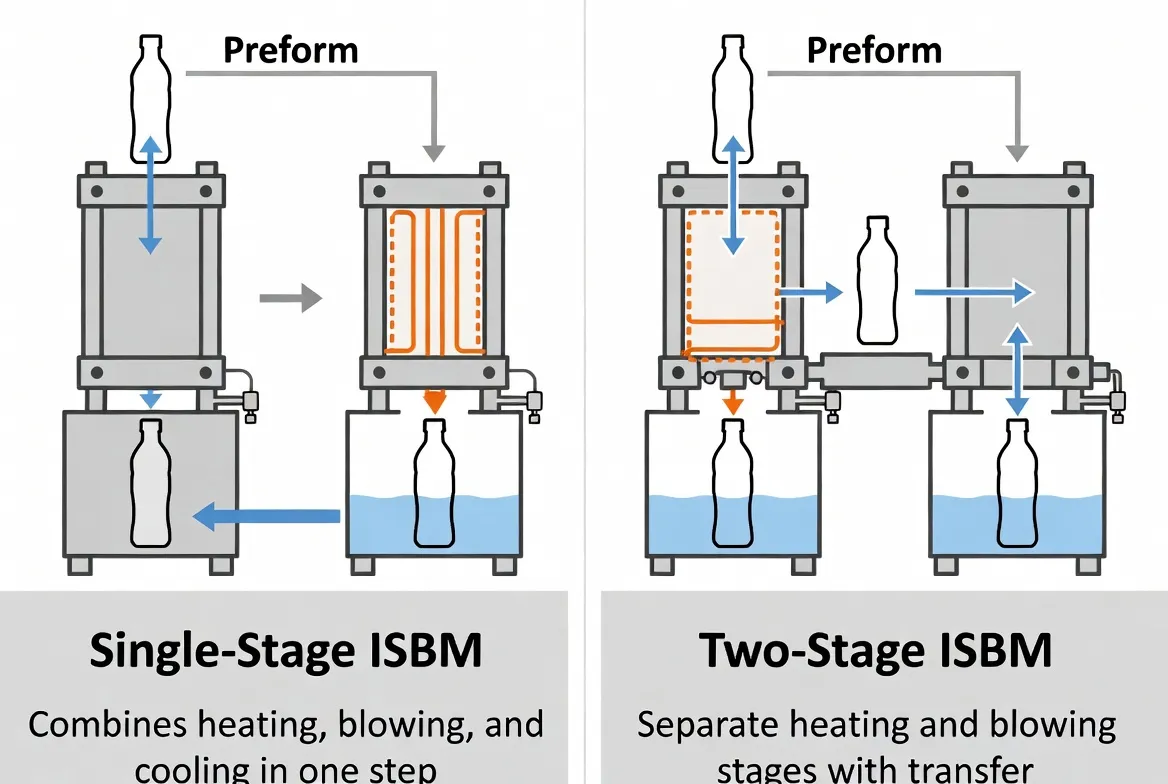
O que realmente diferencia o ISBM de estágio único do ISBM de dois estágios?
A maneira mais precisa de entender esses dois processos não é como duas máquinas diferentes, mas como dois processos fundamentalmente diferentes. caminhos termodinâmicos para a mesma garrafa finalizada. A distinção começa e termina com uma única pergunta: a pré-forma chega a esfriar até a temperatura ambiente entre a injeção e o sopro? Para uma compreensão mais aprofundada de como funciona toda a cadeia de fabricação, consulte nosso guia completo do processo de fabricação de garrafas PET e o Princípio de funcionamento da máquina ISBM.
ISBM de estágio único
Uma máquina · Um ciclo térmico contínuo
STA 1 Injeção de resina e moldagem de pré-formas
↓ Calor retido
STA 2 Condicionamento de temperatura (equalização)
↓ Transferência direta
STA 3 Moldagem por sopro e estiramento
↓
STA 4 Ejeção e Resfriamento
Característica principal
Pré-forma nunca esfria até a temperatura ambiente. O calor residual da injeção é retido e utilizado — a mesma energia térmica aciona dois estágios do processo.
SBM de dois estágios
Duas máquinas · Estágios de injeção e sopro separados
M/C 1 Máquina de Moldagem por Injeção de Pré-formas
↓ Resfrie até ~25°C · Armazene · Transporte
PERDA Todo o calor de injeção descartado
↓ Reaquecimento por infravermelho de 25°C → 105°C
M/C 2 Máquina de moldagem por sopro com reaquecimento
Característica principal
Pré-forma Resfriamento completo entre as etapas. Todo o calor de injeção é desperdiçado, e o custo total de energia do reaquecimento é incorrido antes que o sopro possa começar.
4 equívocos comuns — corrigidos
Suposição comum
O que os dados realmente mostram
“O sistema de dois estágios é mais avançado”
Ambas as tecnologias são maduras e amplamente utilizadas. O processo de dois estágios é otimizado para garrafas padrão de alto volume; o processo de estágio único, para precisão, versatilidade e eficiência energética. Nenhuma das duas é universalmente superior.
“A tecnologia de estágio único é adequada apenas para volumes baixos”
As máquinas de estágio único atingem até 8.000 garrafas por hora e são utilizadas por fabricantes de bebidas de médio porte em todo o mundo. Múltiplas linhas de estágio único podem superar a produção de máquinas de dois estágios, mantendo a flexibilidade.
“O processo em duas etapas produz garrafas melhores”
Garrafas de estágio único exibem uniformidade de orientação biaxial superior — particularmente no ombro e na base — porque a pré-forma passa por um único histórico térmico contínuo, sem risco de recristalização durante o resfriamento e o reaquecimento.
“O sistema de dois estágios tem um custo de capital menor”
O processo de fabricação em dois estágios exige a aquisição de duas máquinas (injeção e SBM), dois conjuntos de ferramentas por SKU e espaço adicional para armazenamento de pré-formas. O investimento total geralmente é maior do que o do processo em estágio único para uma capacidade de produção equivalente abaixo de 10.000 unidades por hora.
02
Consumo de energia: a vantagem oculta do estágio único
O custo energético é a dimensão onde a diferença entre esses dois processos é mais quantificável — e mais consistentemente subestimada nas decisões de compra. A causa principal é termodinâmica: a produção em dois estágios descarta deliberadamente toda a energia investida na plastificação e injeção da pré-forma, e depois gasta energia adicional no reaquecimento a partir da temperatura ambiente. A produção em estágio único utiliza o mesmo investimento térmico duas vezes.
18–24
kWh / 1.000 garrafas
ISBM de estágio único
25–35% inferior
28–38
kWh / 1.000 garrafas
SBM de dois estágios
Custo do reaquecimento por infravermelho incluído
¥80 mil a ¥120 mil
Economia anual de eletricidade
Por 10 milhões de garrafas/ano
À tarifa industrial de ¥0,8/kWh
Consumo de energia por subprocesso
Categoria de energia
ISBM de estágio único
SBM de dois estágios
Veredicto
aquecimento do cilindro de injeção
Padrão — compartilhado com o ciclo de sopro
Padrão — máquina dedicada
Comparável
aquecimento por infravermelho/condicionamento
Baixo — apenas equalização
Alta temperatura — reaquecimento total de 25°C a 105°C
Vitórias em uma única etapa
Ar comprimido (sopro)
35–40 bar — padrão
35–40 bar — padrão
Comparável
Consumo de água de refrigeração
Menor — caminho de resfriamento mais curto
Mais alto — duas máquinas para resfriar
Vitórias em uma única etapa
Total estimado
18–24 kWh / 1.000 garrafas
28–38 kWh / 1.000 garrafas
25–35% inferior
💡
Perspectiva de custo do ciclo de vida de 10 anos
Com uma produção anual de 10 milhões de garrafas de 500 ml e uma tarifa de eletricidade industrial de ¥ 0,8/kWh, a diferença no custo de energia entre os dois processos acumula-se em aproximadamente ¥ 800.000 a ¥ 1.200.000 ao longo de um ciclo de vida útil de 10 anos da máquina. Esse valor, por si só, frequentemente elimina a diferença inicial de custo de capital entre as duas categorias de equipamentos, tornando o processo de estágio único a opção de menor custo total para a maioria das aplicações de médio volume.
03
Capacidade de saída: onde o sistema de dois estágios assume a liderança
O volume de produção é a vantagem mais citada do processo em dois estágios — e é uma vantagem real, mas com uma condição limite claramente definida. Entendendo por que O fato de um processador de estágio único ter um limite máximo de produção é tão importante quanto conhecer os números, porque essa compreensão revela exatamente quando esse limite importa e quando não importa.
A saída da máquina de estágio único é regida por princípio da estação gargaloTodas as quatro estações (injeção, condicionamento, sopro e ejeção) devem ser concluídas dentro do mesmo ciclo da máquina. O resfriamento por injeção — o subprocesso mais lento — define o tempo total do ciclo da máquina. O sistema de dois estágios separa fisicamente a injeção do sopro, permitindo que cada uma opere em sua própria taxa otimizada de forma independente.
Detalhamento do tempo de ciclo de estágio único — 500 ml, 2 cavidades
Tempo de resfriamento da injeção (estação pace-setter)
Número de cáries × tempo do ciclo de secagem
Método de ampliação de escala
Múltiplas linhas paralelas
Aumentar o número de cavidades / adicionar máquinas
Ponto de cruzamento de volume
~8.000 bph — acima disso, o sistema de dois estágios torna-se mais rentável.
A estratégia de múltiplas linhas: 2 estágios únicos versus 1 estágio duplo
Para uma produção alvo de 12.000 garrafas por hora, ambas as configurações são tecnicamente viáveis. A escolha envolve três outras considerações além da produção bruta:
✅ Redundância
Duas linhas de estágio único — se uma delas parar para manutenção, a produção de 50% continua. Uma linha de dois estágios — qualquer parada significa perda de produção de 100%.
✅ Flexibilidade de troca
Duas linhas de estágio único podem processar dois SKUs de garrafas diferentes simultaneamente. Uma linha de dois estágios precisa parar e trocar de produto para realizar a mudança.
⚠️ Espaço no piso
Duas linhas de estágio único requerem mais área do que uma máquina de dois estágios com a mesma produção. Restrições de layout do local podem favorecer a operação em dois estágios quando o espaço é limitado.
04
Investimento em ferramentas: por que a tecnologia de estágio único tem um custo inicial menor
O custo das ferramentas é o item mais consistentemente subestimado na aquisição de máquinas para fabricação de garrafas PET — especialmente para operações com portfólios de produtos diversificados. A diferença estrutural é simples: o processo de estágio único utiliza um sistema de ferramentas combinado por SKU, enquanto o processo de dois estágios requer dois sistemas de ferramentas idênticos e gerenciados separadamente por SKU. Para uma linha de produtos com dez formatos de garrafa, a diferença no investimento em ferramentas e na complexidade da gestão contínua é significativa. Para considerações detalhadas sobre a geometria da pré-forma que afetam o projeto das ferramentas, consulte nosso [recurso/documento ... Guia de projeto de pré-formas ISBM.
Comparação de custos de ferramentas — Configuração típica de 2 cavidades
Item de custo
ISBM de estágio único
SBM de dois estágios
Vantagem
molde de injeção
Integrado — 1 conjunto de ferramentas combinadas
Separado — 1 molde de pré-forma independente
Estágio único mais simples
Moldagem por sopro
Integrado — dentro do mesmo sistema de ferramentas
Separado — 1 molde de sopro independente
Estágio único mais simples
Custo das ferramentas para o novo SKU
Abaixar — uma ferramenta combinada
Superior — duas ferramentas independentes, devem ser combinadas
Vitórias em uma única etapa
Tempo de transição
Mais curto — uma troca de ferramenta
Mais tempo — duas trocas de ferramentas correspondentes
Vitórias em uma única etapa
Gestão de inventário de ferramentas
Simples — um sistema por formato de garrafa.
Complexo — rastreamento em pares em duas máquinas
Vitórias em uma única etapa
Reutilização de moldes de pré-formas (multimáquina)
Não aplicável
Um molde de pré-forma pode abastecer várias máquinas de sopro.
Vantagem de dois estágios em escala
📌
A exceção: operações de alto volume com um único SKU
Para operações que produzem um único formato padrão de garrafa em altíssimo volume (por exemplo, uma linha dedicada a garrafas de água de 500 ml com produção superior a 20.000 garrafas por hora), a abordagem de dois estágios oferece a vantagem da reutilização de ferramentas: um molde de injeção de pré-formas em operação contínua pode alimentar várias máquinas de moldagem por sopro. Nesse cenário específico, o custo unitário de ferramental do processo de dois estágios é menor. Fora desse cenário, a estrutura de ferramental combinada do processo de estágio único é quase sempre a opção mais econômica.
05
Qualidade, formatos e aplicações das garrafas: onde o processo de estágio único não tem igual.
A qualidade e a capacidade de moldagem das garrafas são as dimensões mais decisivas para os compradores de embalagens especiais — e aquela em que os dois processos divergem mais drasticamente. Para uma compreensão aprofundada de como a orientação biaxial determina o desempenho mecânico, consulte nosso guia sobre orientação biaxial e resistência da garrafa PET.
Uniformidade de orientação — Vantagem de qualidade do estágio único
Como a pré-forma de estágio único nunca esfria completamente, ela entra na estação de sopro tendo experimentado um único histórico térmico contínuo. Não há recristalização durante a fase de resfriamento, nem um segundo ciclo térmico que introduza um novo gradiente de temperatura devido ao reaquecimento por infravermelho. O resultado é uma orientação molecular mais homogênea ao longo da parede do frasco — particularmente na zona de transição do ombro e na área da base da cúpula, onde os frascos de dois estágios apresentam com mais frequência deficiências de orientação. Para aplicações farmacêuticas e cosméticas de precisão, onde as tolerâncias de uniformidade da parede são rigorosas, essa distinção é comercialmente significativa.
Compatibilidade de formato e tipo de garrafa
Tipo de garrafa
ISBM de estágio único
SBM de dois estágios
Razão
Garrafa redonda padrão (água/refrigerante)
✅
✅
Ambos os processos são totalmente capazes
Recipiente de boca larga (abertura >38mm)
✅
⚠️
O aquecimento por infravermelho tem dificuldades em aquecer pré-formas de gargalo largo de maneira uniforme.
Seção transversal oval/plana/assimétrica
✅
⚠️
As pré-formas não circulares desenvolvem aquecimento por infravermelho desigual — um lado mais quente que o outro.
Garrafa com alça (pegada integrada)
✅
❌
Geometria da alça incompatível com estações de reaquecimento IR padrão.
Frasco de precisão pequeno (<100ml)
✅
⚠️
Pré-formas de paredes finas e pequenas dimensões superaquecem rapidamente sob radiação infravermelha — janela de processo estreita.
Recipiente grande (3–10L)
✅
⚠️
Pré-formas grandes de paredes espessas exigem um tempo de reaquecimento por infravermelho prolongado, o que reduz significativamente a produção.
Garrafa para enchimento a quente / termofixação
✅
✅
Ambas disponíveis com opção de molde termofixado
✅ Totalmente compatível ⚠️ Possível com limitações/qualidade reduzida ❌ Não compatível
💊
Produtos Farmacêuticos
Pequenos lotes, múltiplos formatos, compatíveis com GMP, tolerâncias precisas no gargalo. A tecnologia de estágio único é o padrão da indústria.
Estágio único
🧴
Cosméticos / Cuidados Pessoais
Os formatos ovais, planos e assimétricos predominam. O processo de impressão em duas etapas não consegue reproduzir essas formas de maneira confiável. Somente o processo em uma única etapa é viável.
Somente estágio único
🫒
Óleo comestível
Garrafas de boca larga com alça, de 1 a 5 litros. A geometria do gargalo largo e da alça torna o processo de estágio único o único viável.
Somente estágio único
💧
Água em alto volume (mais de 20.000 garrafas por hora)
Impressão padrão, um único SKU em altíssimo volume. A vantagem de escala do processo em dois estágios é plenamente aproveitada aqui.
Preferencial em dois estágios
06
Complexidade Operacional e Custo Total de Propriedade
O preço de compra do equipamento é apenas o primeiro item a ser considerado na decisão de investimento em máquinas. O custo total de propriedade (TCO) ao longo de uma vida útil de 10 anos da máquina integra energia, mão de obra, manutenção, consumíveis, logística de pré-formas e risco de tempo de inatividade — e, nessa contabilização mais abrangente, a tecnologia de estágio único apresenta consistentemente um TCO menor para operações abaixo do ponto de transição de 8.000 bph. Para considerações sobre custos de manutenção relacionados a defeitos, consulte nosso [link para o documento/referência]. Guia de defeitos e soluções do ISBM.
Custo Total de Propriedade — Principais Fatores de Custo
Categoria de custo
ISBM de estágio único
SBM de dois estágios
Vantagem
Equipamentos de capital (iniciais)
compra de 1 máquina
Aquisição de 2 máquinas (injeção + SBM)
Estágio único
Área necessária no chão de fábrica
Formato compacto
Maior — 2 máquinas + área de armazenamento de pré-formas
Estágio único
Operadores por turno
1–2 operadores
2 a 3 operadores (duas estações de máquina)
Estágio único
Programas de manutenção
1 programa de manutenção
2 programas de manutenção independentes
Estágio único
Substituição da lâmpada infravermelha
Não aplicável
Custo recorrente de consumíveis — as lâmpadas se degradam ao longo das horas de produção.
Estágio único
Armazenamento e logística de pré-formas
Nenhuma — a injeção para soprar é instantânea
Requerido — estoque de segurança, manuseio, risco de recontaminação
Estágio único
Custo de energia (anual)
25–35% menor por 1.000 garrafas
A energia total de reaquecimento por infravermelho é adicionada à energia de injeção.
Estágio único
⚠️ O custo oculto do armazenamento de pré-formas em operações de dois estágios
As instalações de dois estágios normalmente mantêm um estoque de pré-formas de 3 a 14 dias. Além do capital de giro imobilizado, as pré-formas armazenadas enfrentam três riscos específicos de qualidade:
Reabsorção de umidade
O trabalho com resina seca é parcialmente desfeito — as pré-formas armazenadas absorvem a umidade atmosférica, aumentando o teor de AA na garrafa final.
Danos físicos no manuseio
Danos na rosca do gargalo durante o transporte a granel ou o manuseio em contêineres causam obstruções intermitentes na linha de envase, cuja origem é difícil de rastrear.
Risco de contaminação
O armazenamento a céu aberto de pré-formas introduz contaminação por poeira, insetos e corpos estranhos — um risco crítico de conformidade em aplicações farmacêuticas e alimentícias.
⭐ Mesa Principal
Comparação completa: ISBM de estágio único versus dois estágios em resumo
A tabela abaixo consolida todas as cinco dimensões de decisão em uma única referência. Use-a juntamente com a análise de cenários na Seção 7 e a lista de verificação na Seção 8 para finalizar a seleção do seu processo.
ISBM de estágio único vs. SBM de dois estágios — Matriz de decisão de 9 dimensões
Nível superior — são necessários dois conjuntos de ferramentas.
Estágio único
Garrafas redondas padrão
✅ Totalmente compatível
✅ Cenário ideal
Gravata
Não redondo / boca larga
✅ Capacidade nativa
⚠️ Quantidade significativamente limitada
Estágio único
Farmacêutica/cosmética
✅ Padrão da indústria
⚠️ Menos adequado
Estágio único
Volume ultra-elevado (>15.000 bph)
⚠️ É necessário ter várias linhas.
✅ Capacidade para uma única máquina
Duas etapas
Requisito de armazenamento de pré-formas
Nenhuma — uso imediato
Requisito — custos indiretos de armazenamento e logística
Estágio único
Estágio único 7 de 9 dimensões
Duas etapas 1 clara vantagem (volume ultra-alto)
Gravata Garrafas redondas padrão + dependente do volume
07
Qual processo se adequa à sua candidatura? Seis cenários reais.
Em última análise, toda decisão relacionada a equipamentos se resume a um conjunto de requisitos específicos de produção. Os seis cenários a seguir representam os perfis de compradores mais comuns encontrados na seleção de máquinas para garrafas PET — cada um com uma recomendação explícita, não uma mera hesitação.
S·01
Nova fábrica de engarrafamento de água — meta de 20.000 garrafas por hora
Garrafa PET redonda padrão de 500 ml, SKU único, operação contínua de alto volume.
RECOMENDADO EM DUAS ETAPAS
O volume excede significativamente o limite econômico do processo de estágio único. O formato padrão de garrafa redonda explora ao máximo os pontos fortes do processo de dois estágios. A vantagem da reutilização do molde da pré-forma em múltiplas máquinas de sopro proporciona o menor custo de produção por unidade nesta escala. Este é o cenário ideal para o processo de dois estágios.
S·02
Fabricante terceirizado de cosméticos — Diversos SKUs e formatos variados
500–2.000 garrafas por hora, frascos ovais e assimétricos, mais de 10 formatos ativos, troca frequente.
ESTÁGIO ÚNICO FORTE
O processo de fabricação em dois estágios é estruturalmente incapaz de produzir garrafas não circulares com qualidade aceitável — o aquecimento por infravermelho cria uma distribuição assimétrica de temperatura em pré-formas ovais, causando variações na espessura da parede que nenhum ajuste de processo consegue corrigir completamente. O processo em estágio único é a única opção viável. A estrutura de ferramentas combinadas também reduz significativamente o investimento por formato em um portfólio diversificado de SKUs.
S·03
Empresa farmacêutica — Frascos para líquidos orais, ambiente GMP
Frascos de precisão de 50 a 250 ml, produção em sala limpa, múltiplos compostos ativos.
ESTÁGIO ÚNICO FORTE
A embalagem em estágio único é o padrão da indústria farmacêutica. O ambiente de produção em circuito fechado minimiza o risco de contaminação. Frascos de pequeno volume com tolerâncias de gargalo apertadas se beneficiam do controle preciso de condicionamento da ISBM. A ausência de armazenamento de pré-formas significa risco zero de recontaminação — fundamental para a conformidade com as Boas Práticas de Fabricação (BPF). O ambiente de armazenamento de pré-formas em dois estágios representa uma vulnerabilidade estrutural de BPF na maioria dos contextos farmacêuticos.
S·04
Produtor de óleo comestível — Garrafas de boca larga com alça de 1 a 5 litros
2.000 a 6.000 garrafas por hora, recipientes de boca larga, alguns formatos com alças integradas.
SOMENTE ESTÁGIO ÚNICO
Garrafas com boca larga e alça estão estruturalmente fora do alcance do processo de fabricação em duas etapas (SBM). Pré-formas de gargalo largo não podem ser aquecidas uniformemente em um forno infravermelho padrão, e pré-formas com alça são fisicamente incompatíveis com sistemas de transferência e aquecimento em duas etapas. A fabricação em etapa única é a única rota de produção viável — não uma preferência, mas uma exigência técnica imprescindível.
S·05
Envasadora terceirizada de bebidas — Refrigerantes de 500 ml a 2 litros, 5.000 garrafas por hora
Produz em média escala garrafas redondas padrão, mas também alguns formatos especiais.
ESTÁGIO ÚNICO (LEVE VANTAGEM)
Com uma capacidade de 5.000 garrafas por hora, ambos os processos são tecnicamente viáveis para garrafas redondas padrão. O fator decisivo é o mix de produtos. Se essa fábrica também produz outros formatos, como garrafas especiais ou de boca larga — mesmo que ocasionalmente —, o processo de estágio único é a única máquina que atende a toda a gama. A vantagem energética do processo de estágio único (25–35%) e o menor custo de ferramental por SKU proporcionam um melhor custo total de propriedade (TCO) em 10 anos nesse nível de volume. O processo de dois estágios só vale a pena ser avaliado se a linha de produtos for, e continuar sendo, exclusivamente composta por garrafas redondas padrão.
S·06
Capacidade de injeção de pré-formas existente — Expansão da produção de sopro
Já operamos máquinas de moldagem por injeção que produzem pré-formas; estamos adicionando capacidade de sopro.
SOMENTE SBM DE DOIS ESTÁGIOS
Com os ativos de moldagem por injeção existentes, a aquisição de uma máquina SBM de reaquecimento independente é a opção de expansão com maior eficiência de capital. As ferramentas de pré-formas e a capacidade de injeção já existentes podem ser totalmente aproveitadas — comprar uma ISBM de estágio único, nessa situação, significa pagar por uma capacidade de injeção que você já possui. A SBM de dois estágios é a resposta óbvia aqui, desde que os formatos de garrafa sejam redondos padrão.
Matriz de Decisão de Cenários — Referência Rápida
Cenário
Volume
Tipo de garrafa
Recomendação
Nova estação de tratamento de água
20.000 bph
Redondo padrão
Dois estágios
contrato de cosméticos
500–2.000 bph
Diversificado / assimétrico
Estágio único
Boas Práticas de Fabricação Farmacêutica
500–3.000 bph
Frascos de precisão pequenos
Estágio único
Óleo comestível
2.000–6.000 bph
Boca larga / alça
Somente estágio único
CSD volume médio
5.000 bph
Redondo + alguma especialidade
Estágio único (borda)
Ativos de pré-formas existentes
Qualquer
Redondo padrão
Somente SBM de dois estágios
08
Lista de verificação com 10 perguntas antes de escolher um processo.
Analise estas dez perguntas com base nos seus requisitos de produção específicos. Cada pergunta está associada a um indicador de processo — um padrão de respostas confirmará claramente a sua direção.
Questões 1–6 — Sinais que favorecem o estágio único
3 ou mais respostas "SIM" → O processo recomendado é o de etapa única.
1º trimestre
Sua meta de produção é inferior a 8.000 garrafas por hora por linha?
SIM → O processo de estágio único oferece produção equivalente com custos de capital e energia menores. A vantagem de volume do processo de dois estágios não se aplica a essa escala.
2º trimestre
Alguma das suas garrafas possui seção transversal não redonda, oval, plana ou assimétrica?
SIM → Necessário estágio único. O aquecimento por infravermelho em dois estágios cria variações inaceitáveis na parede de pré-formas não simétricas.
3º trimestre
A sua gama de produtos inclui recipientes de boca larga (diâmetro de abertura >38mm)?
SIM → Necessário estágio único. Pré-formas de gargalo largo não podem ser aquecidas uniformemente em estações de infravermelho de dois estágios.
4º trimestre
Você produz embalagens farmacêuticas ou cosméticas que exigem produção em sala limpa com certificação GMP?
SIM → A produção em estágio único é fortemente preferida. A produção em circuito fechado e a ausência de exposição ao armazenamento de pré-formas são vantagens em conformidade com as Boas Práticas de Fabricação (BPF).
Q5
Você vai produzir mais de 5 SKUs de garrafas diferentes na mesma linha de produção?
SIM → A estrutura de ferramentas combinadas de estágio único proporciona uma redução significativa no investimento em ferramentas e na complexidade de gerenciamento em um portfólio diversificado de SKUs.
Q6
O custo da energia é um fator significativo na sua economia de produção?
SIM → A vantagem energética do modelo 25–35% de estágio único resulta em uma economia de custos recorrente e cumulativa ao longo da vida útil da máquina.
Questões 7–10 — Sinais que favorecem o modelo de dois estágios
Duas ou mais respostas "SIM" → O processo em duas etapas exige uma avaliação séria.
Q7
Você já possui ou opera atualmente equipamentos de injeção de pré-formas?
SIM → A compra de máquinas SBM de reaquecimento independentes aproveita os ativos de injeção existentes. Comprar uma máquina de estágio único significa pagar duas vezes pela capacidade de injeção.
Q8
Seu volume alvo está consistentemente acima de 15.000 bph em uma única linha?
SIM → A arquitetura de múltiplas cavidades de dois estágios oferece o menor custo de capital e por unidade nesta escala. A arquitetura de estágio único exigiria várias máquinas.
Q9
Seu principal produto é uma garrafa PET redonda padrão, produzida em altíssimo volume?
SIM → A tecnologia de dois estágios é otimizada precisamente para este cenário. As vantagens de reutilização da pré-forma e do número de cavidades são totalmente aproveitadas quando a diversidade de formatos é zero.
Q10
O espaço disponível no local é extremamente limitado e uma solução com uma única máquina é operacionalmente preferível?
SIM → Uma única máquina de dois estágios com alta cavidade ocupa menos espaço do que várias linhas de estágio único com produção equivalente. Em instalações novas com espaço limitado, a máquina de dois estágios pode ser mais adequada para capacidades acima de 10.000 garrafas por hora.
Pronto para encontrar a máquina ideal para as suas necessidades?
A equipe de engenharia da ISBM Solution oferece seleção de máquinas específicas para cada aplicação, análise de capacidade e comparação de ROI para configurações de estágio único, adaptadas aos seus formatos de garrafa e metas de produção.
Qual é a principal diferença entre ISBM de estágio único e ISBM de dois estágios?
A diferença fundamental é termodinâmica: no processo ISBM de estágio único, a pré-forma passa da injeção para o sopro em um único ciclo contínuo da máquina, retendo o calor da injeção durante todo o processo. Na produção em dois estágios, a pré-forma é resfriada completamente à temperatura ambiente, armazenada e, em seguida, reaquecida a partir da temperatura ambiente usando aquecedores infravermelhos antes do sopro. Isso significa que o processo em dois estágios requer significativamente mais energia por garrafa (25–35% a mais), mas desacopla a injeção do sopro, permitindo uma produção máxima maior por linha, adicionando cavidades de sopro independentemente da capacidade de injeção.
Qual processo produz garrafas PET de melhor qualidade?
Para aplicações padrão, ambos os processos produzem garrafas que atendem às mesmas especificações de qualidade. Para aplicações de precisão ou complexas, o processo de estágio único apresenta uma vantagem mensurável. Como a pré-forma passa por um único ciclo térmico contínuo — sem nunca resfriar e recristalizar entre a injeção e o sopro — a orientação biaxial da garrafa finalizada é mais homogênea, principalmente no ombro e na base da cúpula. Isso se traduz em uma distribuição de espessura de parede mais consistente e melhores propriedades mecânicas nas regiões geometricamente desafiadoras da garrafa. Para aplicações farmacêuticas e cosméticas com tolerâncias rigorosas, essa distinção é comercialmente significativa.
O ISBM de estágio único é mais eficiente em termos de energia do que o de dois estágios?
Sim, substancialmente. As máquinas de estágio único consomem aproximadamente 18–24 kWh por 1.000 garrafas. Os sistemas de dois estágios consomem aproximadamente 28–38 kWh por 1.000 garrafas — uma diferença de 25–35 kWh. Essa diferença é causada pela etapa de reaquecimento por infravermelho na produção em dois estágios, que precisa fornecer toda a energia térmica para elevar as pré-formas da temperatura ambiente (aproximadamente 25 °C) até a temperatura ideal de sopro (95–115 °C). O processo de estágio único requer apenas uma etapa de equalização de condicionamento, já que a pré-forma retém uma quantidade significativa de calor da injeção. Ao longo de um ciclo de vida de 10 anos de uma máquina produzindo 10 milhões de garrafas anualmente, essa diferença de energia representa um custo de eletricidade de aproximadamente ¥800.000–1.200.000, considerando tarifas industriais típicas.
Uma máquina ISBM de estágio único consegue produzir frascos de boca larga?
Sim — recipientes de boca larga (incluindo potes com aberturas acima de 38 mm e diâmetros de até 120 mm) são uma das principais vantagens da tecnologia ISBM de estágio único. Como o estágio de condicionamento utiliza mandris em vez de bancos de lâmpadas infravermelhas, ele consegue condicionar uniformemente pré-formas de gargalo largo e grande diâmetro que seriam aquecidas de forma assimétrica ou excessiva em um forno infravermelho de dois estágios. As máquinas ISBM de dois estágios apresentam limitações técnicas significativas para formatos de boca larga, e a maior parte da produção de potes em PET utiliza a tecnologia ISBM de estágio único como principal rota de processo.
Em que volume de produção devo mudar de um processo de estágio único para um processo de dois estágios?
O ponto de transição situa-se em aproximadamente 8.000 garrafas por hora por linha e aplica-se especificamente apenas a formatos de garrafas redondas padrão. Abaixo de 8.000 garrafas por hora, o processo de estágio único oferece produção equivalente com menor custo de capital, menor consumo de energia, menor custo de ferramental por SKU e sem custos adicionais de armazenamento de pré-formas. Acima de 8.000 garrafas por hora em uma única linha, com garrafas redondas padrão como produto exclusivo, a vantagem de escalabilidade do processo de dois estágios em termos de número de cavidades começa a oferecer um custo unitário menor. No entanto, se a sua gama de produtos incluir formatos não redondos, de boca larga ou assimétricos — mesmo em alto volume — o processo de estágio único continua sendo o mais indicado, independentemente da meta de produção, uma vez que o processo de dois estágios não consegue produzir esses formatos de forma confiável.