Como escolher a máquina ISBM certa: 7 fatores-chave que os compradores devem avaliar
Selecionando um máquina de moldagem por injeção, estiramento e sopro É uma decisão de investimento que moldará a economia da sua produção por dez anos ou mais. No entanto, as orientações disponíveis online — inclusive nos sites da maioria dos fabricantes — reduzem o processo de seleção a quatro critérios superficiais: volume de produção, tamanho da garrafa, tipo de material e “bom serviço pós-venda”. Nenhuma dessas fontes fornece a estrutura quantitativa que um engenheiro de compras realmente precisa. Antes de avaliar qualquer modelo de máquina específico, confirme se seus requisitos estão precisamente definidos em relação aos sete fatores abaixo. Para obter contexto sobre o próprio processo de produção da ISBM, consulte nosso Guia de princípios de funcionamento da máquina ISBM e o comparação entre estágio único e dois estágios.
7 fatores em resumo
F1
Contagem de cáries
F2
Compatibilidade de materiais.
F3
Sistema de acionamento
F4
Nível de automação
F5
Canal quente e molde
F6
Certificações
F7 ⭐
Pós-venda
Fator 01
Calcule o número de cavidades necessárias antes de avaliar qualquer máquina.
Todos os guias concorrentes dizem "selecione a quantidade de cavidades com base no volume de produção". Nenhum deles fornece a fórmula. Essa simples omissão causa o erro mais comum em compras da ISBM: escolher uma quantidade de cavidades por instinto em vez de cálculo e, em seguida, descobrir uma falta de capacidade do modelo 20-30% após o comissionamento. Comece por aqui, antes mesmo de abrir um catálogo de produtos.
A Fórmula para Contagem de Cáries — Referência em Destaque
Cavidades necessárias = BPH alvo ÷ (3.600 ÷ Tempo de ciclo em segundos)
Exemplo: Produção alvo = 3.600 garrafas por hora / Tempo de ciclo = 20 segundos (garrafa de água de 500 ml)
Saída de cavidade única = 3.600 ÷ 20 = 180 garrafas/hora
+ Margem de eficiência 20% → especificar 24 cavidades
Margem de Eficiência por Ambiente de Produção
Ambiente de produção
Margem de Eficiência
Multiplicador de Cavidades
SKU único, produção estável e contínua.
15%
Contagem bruta × 1,15
Multi-SKU com mudanças frequentes
20–25%
Contagem bruta × 1,20–1,25
Aplicação farmacêutica/de precisão
20% + janela de controle de qualidade
Arredonde para a próxima especificação padrão.
Produção de mistura de rPET (>25%)
25%
Contagem bruta × 1,25
Valores de referência do tempo de ciclo por tipo de frasco
Categoria de Garrafas
Volume
Tempo de ciclo típico
Água padrão / bebida
250–500ml
15–18s
Água padrão / bebida
1–2L
18–22 anos
Cosmético / especialidade assimétrico
50–200ml
18–24 anos
Pote/recipiente de boca larga
250 ml a 1 L
22–28s
Óleo comestível / frasco com alça
1–5L
25–35s
⚠️
Crítico: Nunca utilize a produção máxima como linha de base para o seu planejamento.
As fichas técnicas das máquinas indicam a produção teórica máxima em condições ideais de um único SKU, sem trocas de ferramentas. A base para o seu planejamento de produção deve ser a produção nominal, que normalmente corresponde a 75–85% da produção máxima declarada. Utilizar a produção máxima para os cálculos de capacidade é a causa mais comum de decepção em relação à capacidade após o comissionamento.
Fator 02
Compatibilidade de materiais — é mais do que apenas dizer “PET”
A maioria dos guias lista PET/PP/PC como os materiais comuns para ISBM. O que eles omitem é o ponto crucial: materiais diferentes exigem configurações de máquina significativamente diferentes. Uma máquina otimizada para PET pode exigir modificações de hardware consideráveis — ou ser totalmente inadequada — para a produção de PP ou PC. Definir seu programa completo de materiais antes de selecionar uma máquina evita custos elevados com adaptações posteriores à entrega. Para obter informações completas sobre o comportamento do PET durante o processamento, consulte nosso [link para o artigo/recurso específico]. Guia do processo de fabricação de garrafas PET.
Requisitos de configuração de material para máquina
Material
temperatura de fusão
Configuração especial
Aplicação principal
BICHO DE ESTIMAÇÃO
270–285°C
Secador de sílica (ponto de orvalho ≤−40°C) obrigatório
Bebida, água, comida
PP
200–230°C
Diferentes relações L/D da rosca; temperaturas mais baixas na zona do cilindro.
Medicina, cosméticos, enchimento a quente
PC
260–300°C
Controlador de molde de alta temperatura (≥80°C); pré-secagem essencial.
Dispensadores de água, médicos
PETG / PCTG
230–260°C
Configuração semelhante à PET; confirmar compatibilidade com a faixa de IV
Cosméticos, embalagens para presentes
Tritan
240–270°C
É necessária a verificação de conformidade com a norma de ausência de BPA.
Produtos para bebês, esportes
rPET ♻️
265–280°C
Controle de temperatura servo (±0,5 °C); compensação IV
Embalagem sustentável
♻️
Compatibilidade com rPET: um requisito indispensável para as aquisições de 2025.
Um número crescente de clientes proprietários de marcas está incluindo requisitos de conteúdo de rPET 25-50% diretamente nas especificações de seus fornecedores de embalagens. Comprar uma máquina sem capacidade comprovada para rPET hoje implica o risco de uma adaptação dispendiosa dentro de dois a três anos. O rPET possui uma viscosidade intrínseca menor (0,04-0,08 dL/g abaixo dos equivalentes virgens), exigindo um controle de temperatura de condicionamento mais rigoroso e uma faixa de parâmetros de processo mais ampla do que o PET padrão.
PERGUNTE DIRETAMENTE AO SEU FORNECEDOR:
“Seu equipamento suporta misturas de rPET até 50%? Quais ajustes de parâmetros são necessários e qual é a faixa de IV mínima/máxima que sua estação de condicionamento suporta?”
Fator 03
Hidráulico vs. Servo-hidráulico vs. Totalmente Elétrico: A Decisão do Sistema de Acionamento
A seleção do sistema de acionamento é a decisão de configuração com o maior impacto a longo prazo no custo operacional — no entanto, é a dimensão abordada de forma mais superficial nos guias da concorrência, geralmente tratada com uma única frase observando que “opções servo estão disponíveis”. A escolha entre acionamentos hidráulicos, servo-hidráulicos e totalmente elétricos afeta o consumo de energia, a precisão, o ruído, o custo de manutenção e a adequação à aplicação de maneiras que se acumulam ao longo de uma vida útil de dez anos da máquina. Para o papel da precisão em qualidade de orientação biaxial, consulte nosso guia específico.
Comparação de Sistemas de Acionamento — 7 Dimensões
Dimensão
Hidráulica tradicional
Servo-hidráulico (híbrido)
Totalmente elétrico (servo)
Consumo de energia
Linha de base — 100%
60–70% da linha de base
50–60% da linha de base
Custo de aquisição inicial
Mais baixo
Médio
Mais alto
Repetibilidade de posicionamento
±0,5 mm
±0,1 mm
±0,05 mm
Nível de ruído operacional
75–85 dB
65–75 dB
55–65 dB
Requisitos de manutenção
Óleo hidráulico, vedações, bomba — frequentes
Óleo hidráulico + serviço de motor
Mínimo — sem sistema hidráulico
Temperatura/ambiente
Ampla gama, robusto
Ampla gama, robusto
Requer proteção contra poeira e umidade.
Movimento de alta velocidade
Limitado — atraso de pressão
Boa resposta
O melhor da categoria
Hidráulica tradicional
Melhor opção quando: o orçamento de capital é limitado, a produção opera em um ou dois turnos, a fábrica já possui experiência em manutenção hidráulica e a aplicação não envolve precisão (garrafas redondas padrão).
Não recomendado para ambientes farmacêuticos/GMP.
Servo-hidráulico ✅ Convencional
Ideal para: equilibrar custo de capital com eficiência operacional; volumes de produção médios a altos; e a maioria das aplicações em PET para bebidas, cosméticos e alimentos. A configuração mais utilizada em novas instalações.
Padrão recomendado para a maioria dos compradores
Servo totalmente elétrico
Ideal para: ambientes com requisitos de salas limpas GMP (risco zero de contaminação por óleo hidráulico); produção de alta intensidade 24 horas por dia; frascos pequenos de alta precisão (50–250 ml); meta de máxima eficiência de custo total de propriedade (TCO) a longo prazo.
Requisito para o Anexo 1 das Boas Práticas de Fabricação (BPF) farmacêuticas.
💡
Perspectiva de Custo Total de Propriedade (TCO) em 10 anos na seleção de unidades de acionamento
Com uma produção anual de 5 milhões de garrafas e uma tarifa de eletricidade industrial de ¥0,8/kWh, uma máquina totalmente elétrica economiza aproximadamente ¥40.000 a ¥60.000 por ano em comparação com uma máquina hidráulica tradicional. Ao longo de uma vida útil de 10 anos, essa economia acumulada de ¥400.000 a ¥600.000 normalmente supera — ou até mesmo ultrapassa — o preço de compra inicial mais alto da configuração totalmente elétrica.
Fator 04
Defina o nível de automação ideal — da semiautomática à Indústria 4.0
Guias concorrentes tratam o conceito de "totalmente automático" como um ponto final binário, como se todas as máquinas totalmente automáticas fossem equivalentes. Na prática, a automação em sistemas de automação industrial (ISBM) existe em cinco níveis distintos, cada um exigindo diferentes investimentos de capital, alocação de mão de obra e infraestrutura de integração. Comprar um nível de automação superior ao que sua operação está preparada para suportar desperdiça capital e cria complexidade de manutenção sem agregar valor. A maneira mais simples de determinar seu nível ideal é: Quantos operadores dedicados por máquina por turno você está disposto a alocar? Essa única pergunta determina seu nível de automação.
Padrões de Nível de Automação ISBM — Estrutura de 5 Níveis
Nível
Nome
Definição
Operadores/Máquina
Ideal para
L1
Semi-automático
Carregamento manual de pré-formas; sopro e ejeção automáticos.
2–3
Pesquisa e desenvolvimento, pequenos lotes, protótipos, potes assimétricos especiais
L2
Automático básico
Carregamento automático de pré-formas + esteira de saída automática de garrafas
1–2
Produção de garrafas padrão de médio volume, alimentos e bebidas.
Nível 3
Totalmente automático + controle de qualidade em linha
Sistema de inspeção visual integrado L2+; rejeição automática
1
Aplicações para alimentos, cuidados pessoais e bebidas regulamentadas
L4
Totalmente automático + MES
Nível 3 + Upload de dados OEE/produção para o sistema ERP/MES
1 em cada 2 máquinas
Grandes fabricantes, fábricas com certificação ISO
L5
Indústria 4.0
Nível 4 + manutenção preditiva + controle remoto de parâmetros
1 em cada 4 ou mais máquinas
Indústria farmacêutica com certificação GMP, cosméticos premium, fabricação de alta precisão.
Equipamentos necessários em cada nível de automação
Nível 2+ Carregador automático de pré-formas/tremonha, transportador de saída, sensor de orientação do gargalo/acabamento
Nível 3+ Sistema de inspeção por câmera em linha (aparência + dimensional), portão de rejeição automática, estação de controle de qualidade de amostras
Nível 4+ Interface de dados OPC-UA/MQTT, módulo OEE, conector de API ERP/MES, painel de relatórios de produção
Nível 5+ Sensores de manutenção preditiva (vibração, temperatura, qualidade do óleo), acesso remoto por VPN, módulo de otimização de parâmetros por IA
Fator 05
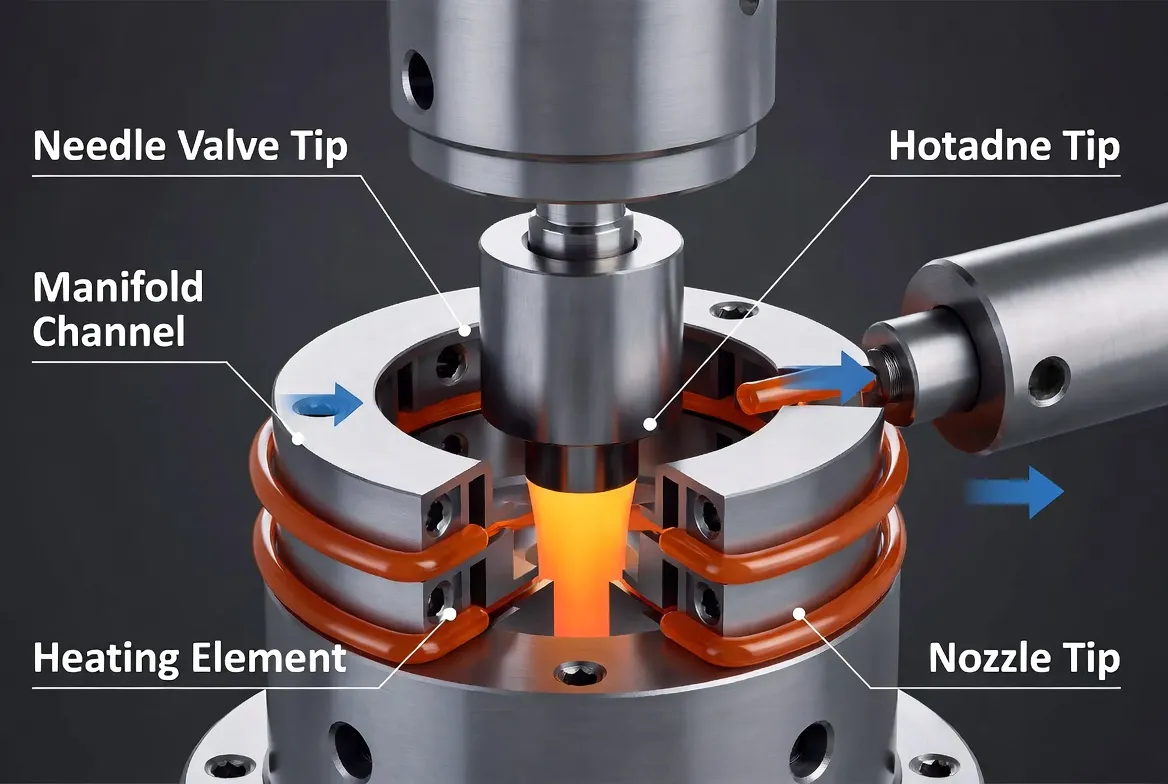
Sistema de canais quentes e compatibilidade de moldes — o fator oculto de custo a longo prazo
A escolha dos sistemas de canais quentes e moldes representa talvez a dimensão menos analisada na aquisição de ferramentas ISBM. O preço de compra da máquina é um custo único; o investimento em ferramentas é um custo recorrente que aumenta a cada novo produto, a cada mudança de SKU e a cada reformulação de produto. Para operações com portfólios de produtos diversificados, o custo total das ferramentas ao longo de 10 anos geralmente excede o custo original da máquina. Para obter orientações detalhadas sobre a geometria da pré-forma que influencia as decisões de projeto das ferramentas, consulte nosso guia. Guia de projeto de pré-formas ISBM.
Seleção do tipo de comporta de canal quente
Tipo de portão
Principais características
Gama de cavidades
Risco / Nota
Portão Direto
Estrutura mais simples, custo mais baixo
1–2 cavidades
Marca de portão visível — não adequada para garrafas transparentes premium
Comporta de válvula ✅
Marca de injeção mínima; máxima precisão; sequência de preenchimento mais limpa.
2–16 cavidades
Custo e requisitos de manutenção mais elevados; altamente recomendado para as indústrias cosmética e farmacêutica.
Portão aberto
Custo inferior ao da válvula de gaveta; marca aceitável para aplicações não transparentes.
2–8 cavidades
Risco de formação de fios; não adequado para garrafas transparentes com estética sofisticada.
3 perguntas sobre compatibilidade de moldes que você deve fazer a todos os seus fornecedores.
1º trimestre
Esta máquina aceita moldes de outros fabricantes (SIPA, Netstal, dimensões padrão ASB)?
A dependência de moldes proprietários aumenta significativamente o custo de ferramental a longo prazo e elimina a possibilidade de encontrar fornecedores de moldes competitivos. Insista em interfaces de moldes de padrão aberto.
2º trimestre
Ao alterar o formato do produto, é necessário substituir todo o sistema de canais quentes ou apenas metade da cavidade fria?
O uso de um sistema de canais quentes compartilhados e múltiplas metades de canais frios reduz drasticamente o custo de ferramental por SKU. Essa é uma grande vantagem em termos de custo que deve ser confirmada explicitamente.
3º trimestre
Qual é a classe padrão de aço para moldes e qual é a vida útil certificada do molde em número de impressões?
Aço P20/718: 200–300 milhões de impressões. Aço temperado H13/S136: 500–1.000 milhões de impressões. Exige-se garantia por escrito — não um orçamento verbal.
Fator 06
Certificações e Conformidade — Essenciais para Indústrias Regulamentadas
As certificações e os requisitos de conformidade estão completamente ausentes de todos os principais guias de concorrentes sobre este tema. Para a maioria dos compradores nos setores de cosméticos, alimentos ou bebidas, essa lacuna é apenas um inconveniente. Para compradores dos setores farmacêutico, de produtos infantis ou de exportação para a UE/EUA, trata-se de um requisito fundamental que impede a aquisição e que deve ser resolvido antes de qualquer outro fator. Descobrir um problema de não conformidade após a entrega da máquina significa enfrentar uma adaptação dispendiosa, a suspensão da produção ou a rejeição regulatória da embalagem — nenhuma dessas situações é facilmente absorvida.
Certificações exigidas pela indústria e pelo mercado de exportação
Indústria/Mercado
Certificação/Norma Obrigatória
Autoridade/Regulamentação
embalagens para contato com alimentos da UE
Marcação CE + conformidade com o Regulamento (UE) n.º 10/2011
Comissão Europeia
embalagens de alimentos/bebidas dos EUA
FDA 21 CFR 177.1630 (PET em contato com alimentos)
FDA dos EUA
Farmacêutica (GMP)
Marcação CE + materiais da máquina em conformidade com o Anexo 1 das Boas Práticas de Fabricação da UE (GMP).
EMA / EU GMP
Produtos para bebês / crianças
Declaração de ausência de BPA + certificação de material Tritan/PPSU
órgãos regionais de proteção do consumidor
Exportar para a União Europeia
Marcação CE — Diretiva de Máquinas 2006/42/CE (segurança de máquinas)
Organismo Notificado da UE
Exportar para o Japão
Documentação de conformidade equivalente à JIS B 6021
JISC
⚠️ Como verificar se um certificado CE é genuíno — 3 passos
01
Solicite o documento original da Declaração de Conformidade (DoC). Não pode ser uma referência em um folheto ou um adesivo na máquina. O DoC deve indicar o nome específico do Organismo Notificado e o número de identificação de 4 dígitos.
02
Verifique o número do Organismo Notificado. na base de dados NANDO da Comissão Europeia (ec.europa.eu/growth/tools-databases/nando). Os certificados CE emitidos por organismos inexistentes ou que deixaram de constar da lista não são legalmente válidos para importação na UE.
03
Confirme o número do modelo. A documentação da empresa (DoC) corresponde exatamente ao modelo da máquina que você está adquirindo, incluindo quaisquer sufixos de configuração. Um certificado CE para o modelo HGY150 não cobre automaticamente o modelo HGY150-V4-EV.
Fator 07 ⭐
Suporte pós-venda — o fator mais subestimado na aquisição de máquinas
Todos os guias concorrentes terminam com uma variação de: “escolha um fabricante de boa reputação com bom suporte ao cliente”. Isso não lhe diz nada de prático. A lista de verificação de auditoria de 7 itens abaixo transforma a avaliação pós-venda de uma impressão subjetiva em uma avaliação verificável e documentada do fornecedor. Use-a como um questionário estruturado durante o processo de avaliação do fornecedor — não após a assinatura do contrato.
①
SLA (Acordo de Nível de Serviço) de Tempo de Resposta
Perguntar: “Quando minha máquina apresentar uma falha crítica de parada, qual é o tempo de resposta que vocês garantem por escrito?”
⛔ Sinal de alerta: Ausência de SLA por escrito; apenas um "assim que possível" verbal.
②
Inventário e logística de peças de reposição
Perguntar: “Onde encontro o estoque mais próximo de peças de desgaste críticas? Qual é o prazo de entrega para uma agulha de válvula de canal quente ou um módulo de servomotor?”
✅ Padrão: Estoque regional; peças críticas em ≤5 dias úteis
⛔ Alerta vermelho: “Todas as peças encomendadas da fábrica na China” / prazo de entrega de mais de 4 semanas
③
Capacidade de diagnóstico remoto
Perguntar: “A máquina suporta diagnóstico por acesso remoto? Qual protocolo? Onde nossos dados de produção são armazenados?”
✅ Padrão: acesso OPC-UA/VPN; leitura de parâmetros em tempo real; biblioteca de códigos de falha
⛔ Alerta vermelho: Sem acesso remoto; visita presencial necessária para leitura dos registros de falhas.
④
Treinamento de Instalação e Operação
Perguntar: “Quantos dias dura o treinamento de comissionamento? É fornecido um manual de operação completo e uma biblioteca de vídeos de treinamento em nosso idioma?”
✅ Padrão: 5 a 10 dias para comissionamento no local; 3 a 5 dias para treinamento do operador; manual completo
⛔ Alerta vermelho: Treinamento com duração inferior a 3 dias; manual traduzido automaticamente e incompleto.
⑤
Cobertura de Engenheiro de Serviço Local
Perguntar: “Quantos engenheiros de serviço residentes vocês têm em [seu país/região]? Em quais cidades? Podem me fornecer os dados de contato direto deles?”
✅ Padrão: Engenheiros designados com contato direto e na cidade; contrato de serviço disponível.
⛔ Sinal de alerta: “Temos uma rede global de parceiros” — nenhum contato nomeado fornecido.
⑥
Termos e Condições da Garantia em Detalhe
Perguntar: Qual é o período de garantia? Quais componentes são cobertos? O que está explicitamente excluído? O sistema de canais quentes e o sistema elétrico estão cobertos?
✅ Garantia padrão: 12 a 18 meses para a máquina completa; sistema de canais quentes e parte elétrica incluídos; peças de desgaste excluídas.
⛔ Sinal de alerta: Garantia inferior a 12 meses; cláusulas de exclusão excessivas; ausência de documento de garantia por escrito.
⑦
Acesso de referência do cliente
Perguntar: "Poderia me fornecer os dados de contato direto de três clientes atuais do meu setor para que eu possa perguntar diretamente a eles sobre a experiência deles — incluindo quaisquer problemas que tenham encontrado?"
✅ Padrão: Fornecido proativamente; contato independente incentivado; equipe técnica preferencial em relação à equipe de compras
⛔ Sinal de alerta: Recusa-se a fornecer contatos; redireciona apenas para depoimentos de marketing.
Ferramenta de avaliação
Seu cartão de avaliação de fornecedores de máquinas ISBM
Use esta tabela de pontuação para comparar vários fornecedores com base nos mesmos sete critérios. Atribua uma pontuação de 1 a 10 a cada fator, multiplique pelo peso e some para obter uma pontuação ponderada final. Os pesos abaixo refletem uma aplicação geral padrão — os compradores farmacêuticos devem aumentar o fator F6 (Certificações) para 25% e reduzir F3/F5 proporcionalmente.
Quadro de comparação de fornecedores — 7 fatores ponderados
Fator de avaliação
Peso
Fornecedor A (Pontuação /10)
Fornecedor B (Pontuação /10)
Fornecedor C (Pontuação /10)
F1 · Correspondência entre número de cavidades e saída
20%
__ / 10
__ / 10
__ / 10
F2 · Compatibilidade de materiais (incluindo rPET)
10%
__ / 10
__ / 10
__ / 10
F3 · Ajuste do TCO do sistema de acionamento
15%
__ / 10
__ / 10
__ / 10
F4 · Correspondência de nível de automação
15%
__ / 10
__ / 10
__ / 10
F5 · Flexibilidade do canal quente/molde
10%
__ / 10
__ / 10
__ / 10
F6 · Certificações e conformidade
15%
__ / 10
__ / 10
__ / 10
F7 · Suporte pós-venda (auditoria de 7 pontos)
15%
__ / 10
__ / 10
__ / 10
Pontuação Total Ponderada
100%
—
—
—
Nota: Para aplicações farmacêuticas, aumente o peso de F6 para 25% e reduza F3 para 10% e F5 para 8%, respectivamente.
Alerta de Risco
7 erros comuns na compra de máquinas ISBM — e como evitá-los
Todo o conteúdo concorrente sobre este tópico apresenta apenas orientações positivas. Este módulo aborda a dimensão que eles invariavelmente omitem: os erros específicos e evitáveis que consistentemente custam dinheiro aos compradores, tempo de inatividade na produção ou exposição a regulamentações. Cada um dos itens a seguir é baseado em padrões reais observados em decisões de aquisição de ISBM (Sistemas Integrados de Gestão de Produção). Se você chegou a este ponto da sua avaliação, já está evitando a maioria deles. Para diagnóstico de defeitos em produção, consulte nosso [link para o artigo/recurso específico]. Guia de defeitos do ISBM.
ERRO 01
Comparar o preço de compra em vez do custo total de propriedade (TCO) em 10 anos.
Uma máquina que custa ¥100.000 a mais inicialmente, mas economiza 30% em energia anualmente, recuperará esse investimento em 3 a 4 anos — e continuará economizando pelos 6 a 7 anos restantes de sua vida útil. Comparações de preço de compra sem modelagem do Custo Total de Propriedade (TCO) favorecem sistematicamente a máquina errada.
ERRO 02
Utilizando o pico de produção para planejar a contagem de cáries
Especificar a quantidade de cavidades em relação à produção máxima declarada da máquina — sem aplicar uma margem de eficiência de 15–25% — resulta em uma deficiência sistemática de capacidade de 20–30% na produção. A fórmula no Fator 1 evita completamente esse erro.
ERRO 03
Ignorando a verificação de compatibilidade com rPET
Máquinas adquiridas sem verificação explícita de rPET enfrentam uma adaptação dispendiosa quando os clientes das marcas introduzem exigências de rPET — o que está acontecendo em ritmo acelerado nos mercados europeu, norte-americano e australiano. Uma pergunta de verificação de 5 minutos agora evita uma adaptação de mais de ¥200.000 em 24 meses.
ERRO 04
Visão geral das especificações do sistema de canais quentes
A falha da agulha de uma válvula de canal quente em um componente importado pode significar uma espera de 4 a 6 semanas por peças de reposição de um fornecedor que só possui estoque no exterior. Confirme a disponibilidade regional de peças de reposição, especificamente para componentes de canal quente, antes de assinar qualquer contrato.
ERRO 05
Tratar a “Automação Total” como Manufatura Inteligente
Uma máquina totalmente automática (Nível 2) sem interfaces de dados não pode se conectar a um sistema MES de fábrica, não pode gerar relatórios de OEE e não suporta manutenção preditiva. Se sua fábrica opera ou planeja operar um sistema de produção digital, confirme se a máquina possui saída de dados OPC-UA ou MQTT antes de comprá-la.
ERRO 06
Aceitar um certificado CE sem verificação por um organismo notificado.
Certificados CE falsificados e expirados são um fenômeno documentado no setor de importação de máquinas. Uma verificação de 5 minutos do número do Organismo Notificado na base de dados NANDO da CE (ver Fator 6) elimina completamente esse risco. Nunca aceite um adesivo CE ou uma referência em folheto informativo como comprovante de conformidade.
ERRO 07
Não há SLA no contrato de serviço.
Sem um SLA (Acordo de Nível de Serviço) por escrito definindo os tempos máximos de resposta e resolução, um fornecedor que esteja enfrentando uma paralisação não tem nenhuma obrigação contratual de priorizar sua máquina. A frase “Estamos agendando uma visita” não tem validade legal, a menos que o contrato especifique que um técnico deve chegar em até 48 horas. Inclua os termos do SLA em seu pedido de compra, não apenas em sua lista de desejos.
Perguntas frequentes
Perguntas frequentes
Quantas cavidades preciso para produzir 3.000 garrafas por hora?
Usando a fórmula do Fator 1: para uma garrafa de água de 500 ml com um tempo de ciclo de 18 segundos, a produção de uma única cavidade é de 3.600 ÷ 18 = 200 garrafas por hora. O número de cavidades necessárias é de 3.000 ÷ 200 = 15 cavidades. Com uma margem de eficiência de 20% para uma operação com SKUs mistos, especifique uma máquina de 18 cavidades. Para produção contínua de um único SKU, uma máquina de 16 cavidades com uma margem de 15% é suficiente. Sempre arredonde para cima para a configuração padrão disponível mais próxima e confirme com o fornecedor da sua máquina usando o tempo de ciclo real para o design específico da sua garrafa.
Qual a diferença entre máquinas ISBM servo-hidráulicas e totalmente elétricas?
As máquinas servo-hidráulicas utilizam servomotores para controlar bombas hidráulicas de velocidade variável, reduzindo o consumo de energia para aproximadamente 60–70 TP/3T em comparação com uma máquina hidráulica tradicional, mantendo a força hidráulica necessária para operações com alta carga de fixação. As máquinas totalmente elétricas substituem todos os sistemas hidráulicos por servomotores que acionam atuadores mecânicos diretamente, atingindo um consumo de energia de aproximadamente 50–60 TP/3T em comparação com uma máquina hidráulica tradicional, ruído próximo de zero, repetibilidade de posicionamento de ±0,05 mm e risco zero de contaminação do óleo hidráulico. As máquinas totalmente elétricas têm um custo inicial mais elevado, mas custos de manutenção e operação significativamente menores, sendo a configuração necessária para ambientes de salas limpas GMP na indústria farmacêutica.
Qual a melhor configuração de máquina ISBM para embalagens farmacêuticas?
A embalagem farmacêutica exige quatro elementos de configuração específicos: (1) sistema de acionamento totalmente elétrico — elimina o risco de contaminação por óleo hidráulico em ambientes de salas limpas GMP; (2) sistema de canais quentes com válvula de controle — garante o ponto de injeção mais limpo possível em frascos de precisão; (3) nível de automação L3 ou superior — inspeção visual em linha com rejeição automática e rastreabilidade completa; (4) Marcação CE com verificação por Organismo Notificado e conformidade dos materiais com o Anexo 1 das BPF da UE. Os materiais da máquina em contato com as pré-formas devem ser especificados como aço inoxidável de grau alimentício/farmacêutico ou equivalente. Confirme esses quatro requisitos explicitamente em sua especificação de compra antes de avaliar qualquer fornecedor.
Como posso verificar se a certificação CE de um fornecedor de máquinas é genuína?
Solicite o documento original da Declaração de Conformidade (DoC) — não um folheto, imagem do certificado ou etiqueta da máquina. A DoC deve incluir o nome completo e o número de identificação de 4 dígitos do Organismo Notificado que emitiu o certificado. Verifique este número na base de dados NANDO da Comissão Europeia em ec.europa.eu/growth/tools-databases/nando — qualquer Organismo Notificado registado aparecerá com o seu estado atual. Se o número do organismo não aparecer, estiver expirado ou tiver sido removido da lista, a certificação CE não é legalmente válida para importação na UE. Confirme também se a designação exata do modelo na DoC corresponde ao modelo da máquina que está a comprar.
Quais são as condições de serviço pós-venda que devo exigir em um contrato de máquina ISBM?
No mínimo, seu contrato de compra da máquina ISBM deve incluir: (1) um SLA por escrito especificando resposta de diagnóstico remoto em ≤4 horas e chegada de um técnico no local em ≤48 horas (Ásia) ou ≤72 horas (Europa/Américas); (2) período de garantia de 12 a 18 meses cobrindo toda a máquina, incluindo o sistema de canais quentes e os componentes elétricos, com peças de desgaste explicitamente excluídas; (3) compromisso de disponibilidade de peças de reposição especificando o prazo máximo de entrega para componentes críticos; (4) duração e idioma do treinamento de comissionamento confirmados por escrito; (5) protocolo de acesso remoto especificado (OPC-UA ou VPN); e (6) engenheiro de serviço local nomeado com dados de contato direto anexados ao contrato. Qualquer fornecedor que se recuse a se comprometer com esses termos por escrito deve ser considerado um risco significativo de serviço.
Pronto para aplicar essa estrutura a uma máquina específica?
A equipe de engenharia da ISBM Solution utiliza essa estrutura de avaliação com cada comprador em potencial, fornecendo cálculos de número de cavidades, comparações de custo total de propriedade (TCO) do sistema de acionamento e recomendações de configuração específicas para cada aplicação, sem custo algum, antes de qualquer compromisso de compra.