1. Introduction: The Strategic Crossroads of Plastic Manufacturing
In the modern plastic packaging landscape, the choice of manufacturing technology is no longer just a technical detail—it is a cornerstone of business strategy. Whether you are producing high-clarity PET water bottles, precision-engineered pharmaceutical vials, or large-scale industrial chemical containers, the method you choose impacts every facet of your operation: from raw material resin costs and energy consumption to shelf appeal and brand perception.
At ISBMSolution, we recognize that the debate between Injection Stretch Blow Molding (ISBM), Injection Blow Molding (IBM), and Moldagem por extrusão e sopro (EBM) often leaves manufacturers at a crossroads. While basic guides offer surface-level definitions, this deep-dive analysis explores the mechanical nuances, economic trade-offs, and “missing perspectives” that determine which technology truly “wins” for your specific production line.

2. Mechanical Foundations: How the Magic Happens
To understand the output, we must first master the process. Each of these three technologies handles plastic in a fundamentally different state of matter and thermal profile.
Moldagem por extrusão e sopro (EBM)
EBM is the most traditional and versatile form of blow molding. It begins with the continuous extrusion of a molten plastic tube called a parison. Once the parison reaches the required length, a cooled metal mold closes around it, pinching the top and bottom. Compressed air is then injected, forcing the plastic to take the shape of the mold cavity.
- Best For: Complex geometries, handleware, and large containers (up to 1000L).
- Key Advantage: Low tooling costs and the ability to produce asymmetrical shapes.
Injection Blow Molding (IBM)
IBM is a three-stage process often performed on a rotating table. First, a preform is injection-molded onto a core pin. Second, while still hot, the preform is transferred to a blow mold and inflated. Third, the finished container is ejected. This process is “scrap-less” because the preform is molded precisely to the final weight.
- Best For: Small, high-precision bottles (5ml to 250ml) used in medical and cosmetic industries.
- Key Advantage: Unrivaled precision in neck finishes and thread tolerance.
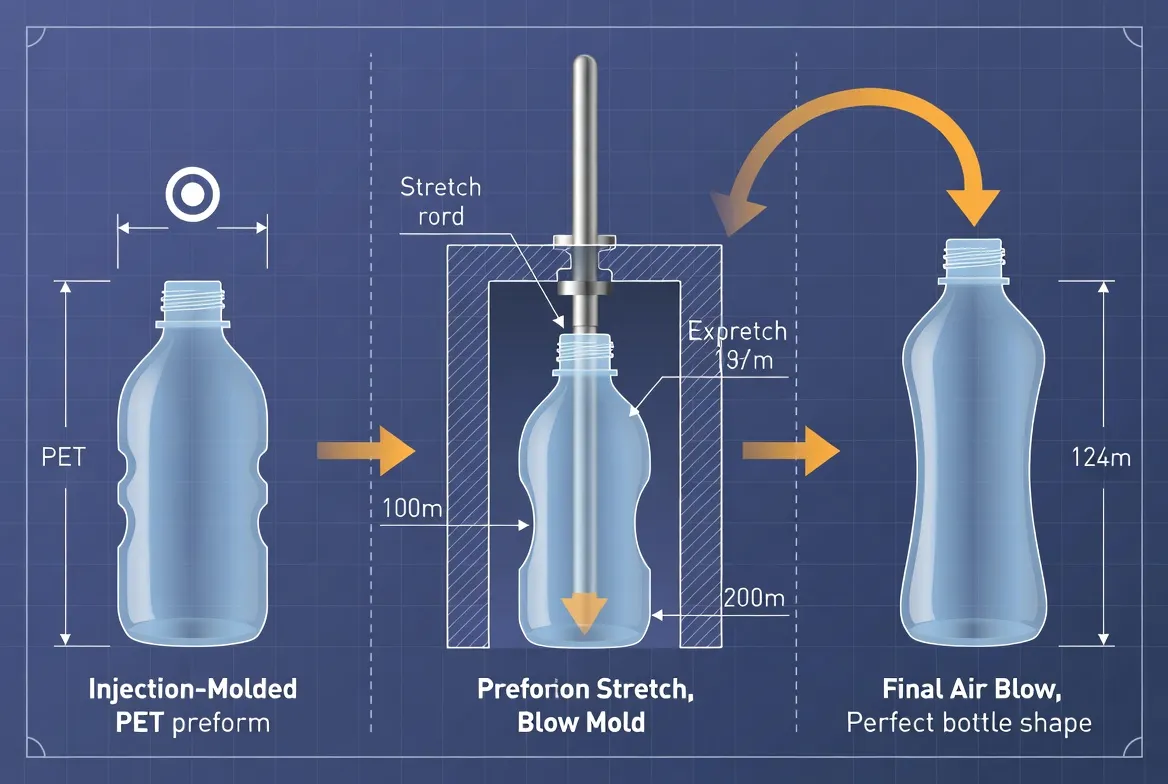
Injection Stretch Blow Molding (ISBM)
ISBM is the elite choice for PET. It combines injection molding with a mechanical stretch rod. After the preform is made (or reheated), it is stretched vertically by a rod while simultaneously being blown horizontally. This “bi-axial orientation” aligns the polymer molecules, creating a crystalline structure that is significantly stronger and clearer than non-stretched plastic.
- Best For: High-clarity beverage bottles, jars, and carbonated drink containers.
- Key Advantage: Superior clarity, increased barrier properties, and material lightweighting.
3. The 360° Comparative Matrix
When evaluating these technologies, a head-to-head comparison of technical parameters is essential for procurement teams.
| Metric | EBM | IBM | ISBM |
|---|---|---|---|
| Material Compatibility | PE, PP, PVC, PC | PE, PP, PS, SAN | PET, PP, PC, Tritan |
| Neck Finish Precision | Average | Excellent (Injection-grade) | High (Injection-grade) |
| Surface Clarity | Translucent to Opaque | Good | Glass-like Clarity |
| Secondary Operations | Deflashing required | No finishing needed | No finishing needed |
| Ideal Production Scale | Small to Large | Medium to High | Very High (Mass Market) |
4. Expert Analysis: The Missing Perspectives
In our experience at ISBMSolution, many buyers focus solely on the machine’s price tag. However, the true competitive edge lies in these three often-overlooked dimensions:
A. The “Flash” Problem and Circularity
In EBM, the compression of the parison creates “flash” (excess plastic at the top and bottom). While this can be reground and reused, the energy cost of regrinding—and the potential for material degradation—is a hidden tax. IBM and ISBM are inherently cleaner. By molding the preform to the exact weight, they eliminate the need for secondary trimming and recycling, making them more aligned with 2026’s strict ESG (Environmental, Social, and Governance) standards.
B. Barrier Properties and Shelf Life
One perspective often missing from generic guides is the gas permeability of the finished bottle. Because ISBM stretches the molecules, the “gaps” between polymer chains are reduced. This means CO2 stays inside (crucial for soda) and Oxygen stays out (crucial for beer or juice). If your product is sensitive to oxidation, ISBM provides a shelf-life extension that IBM or EBM simply cannot match without expensive multi-layer additives.
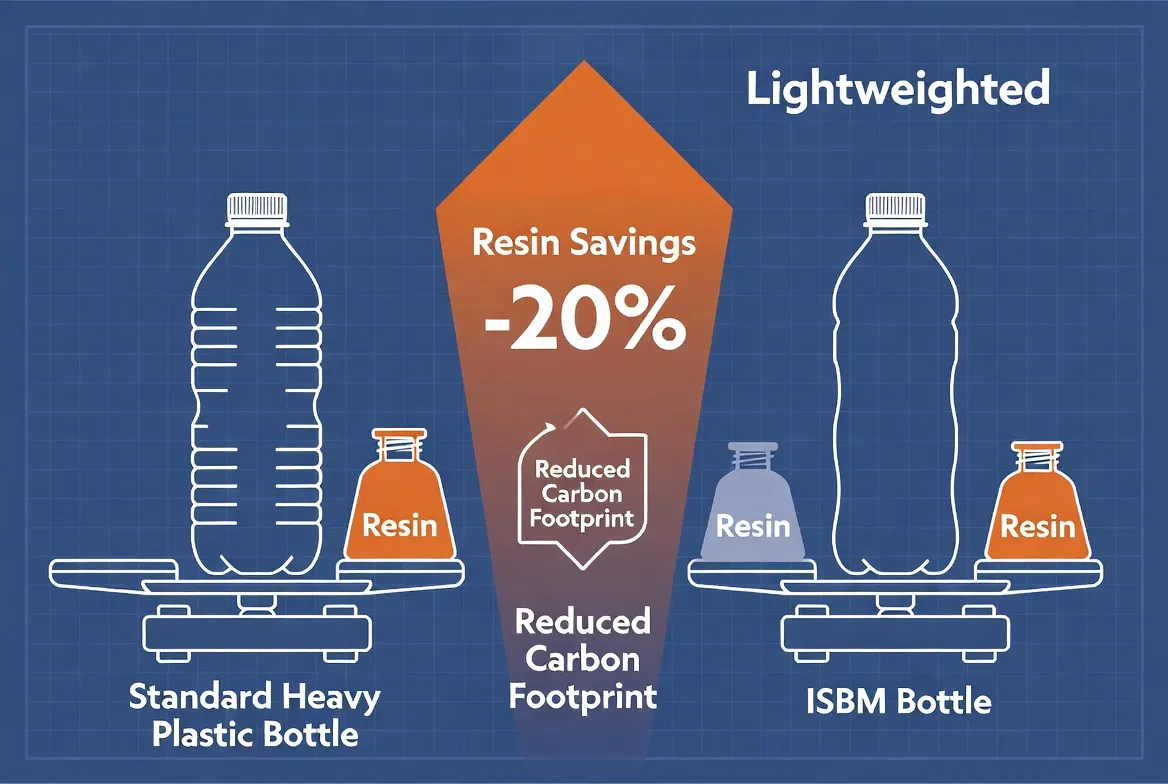
C. Lightweighting: The Resin Cost Revolution
Material costs typically represent 70% of a bottle’s total manufacturing cost. ISBM allows for lightweighting—the ability to create a bottle with significantly less plastic that maintains the same strength as a thicker EBM bottle. Over a production run of 10 million units, even a 2-gram saving per bottle results in 20 tons of resin saved. That is pure profit added back to your bottom line.
5. Tactical Selection: Application Scenarios
Case 1: The Personal Care Brand
Requirement: A 100ml lotion bottle with a glossy finish and a custom gold-threaded cap.
Winner: IBM. The injection-molded neck ensures the high-end cap fits perfectly without leaks, and the process is ideal for the smaller bottle size.
Case 2: The Soft Drink Giant
Requirement: 500ml sparkling water bottle, high pressure resistance, crystal clarity.
Winner: ISBM. Bi-axial orientation provides the strength to handle internal carbonation while making the water look appetizingly clear.
Case 3: The Industrial Supplier
Requirement: 4-liter bleach bottle with an integrated carry handle.
Winner: EBM. The “pinch-off” process of EBM is the only viable way to create a hollow, integrated handle for heavy liquid containers.
6. Economic Strategy: Total Cost of Ownership (TCO)
As an SEO and industry expert, I advise looking beyond the initial machine purchase. A true TCO analysis for 2026 must include:
- Energy Efficiency: Modern ISBM machines have made massive leaps in IR heating efficiency. Calculate your kWh per 1000 bottles.
- Tooling Amortization: EBM molds are generally cheaper (aluminum/steel) compared to the precision-hardened steel molds required for IBM/ISBM. If you have low-volume, high-variety production, EBM may be more economical.
- Floor Space: Single-stage ISBM machines (like those offered by ISBMSolution) integrate preform molding and blowing into one footprint, reducing real estate costs and logistics compared to two-stage processes.

7. Final Verdict: The Winning Technology
Does one technology “win”? In the battle of ISBM vs IBM vs EBM, the winner is determined by your Product Volume, Material Choice, and Quality Standards.
However, if your goal is to lead the market in high-clarity, lightweight, and eco-friendly packaging, ISBM is increasingly becoming the global standard for high-performance plastic production. Its ability to save on resin and offer premium aesthetics provides a ROI that is difficult to ignore in competitive retail environments.
Consult with an ISBM Expert
Stop guessing and start optimizing. Our team at ISBM Solution specializes in matching your production goals with the precise machine technology required for global competition.
Explore our full range of ISBM and IBM machinery at isbmsolution.com