Büyük Çaplı Konteyner Üretiminde Şişirme Oranları, Kalıp Mühendisliği ve Isıl Şartlandırma Konusunda Uzmanlaşmaya Yönelik Teknik Kılavuz
1. Giriş: Geniş Ağızlı PET Kavanozlara Endüstriyel Geçiş
Günümüz ambalaj dünyasında, geniş ağızlı kavanoz geleneksel rolünü aşmıştır. Bir zamanlar ağır ve kırılabilir camın hakim olduğu bu ambalaj türleri, premium gıda (fındık ezmesi, bal, organik reçeller), üst düzey kozmetik (lüks kremler, vücut yağları) ve sporcu beslenmesi (protein tozları, takviyeler) gibi kategorilerde hızla geniş ağızlı kavanozlara geçiş yapmaktadır. Enjeksiyonlu Gerdirme Şişirme Kalıplama (ISBM) PET kaplar üretimine geçildi. Bu değişimin ardında üç avantaj yatıyor: kristal berraklığında estetik, lojistik tasarruf için önemli ağırlık azalması ve kırılmaz malzemelerin doğasında var olan güvenlik.
Ancak, üretim açısından bakıldığında, genellikle boyun çapı 50 mm'yi aşan geniş ağızlı bir kavanozun üretimi, standart dar boyunlu bir içecek şişesinin üretiminden tamamen farklı bir mühendislik zorluğudur. 28 mm'lik bir soda şişesi "çözülmüş" bir ticari sorun iken, 110 mm'lik büyük bir gıda kavanozu polimer bilimi ve mekanik tasarımın fiziksel sınırlarını zorlar. Üreticiler genellikle zorlu engellerle karşılaşırlar: düzensiz duvar kalınlığı, kalın duvarlı bölümlerde bulanıklık ve korkulan "radyal darboğaz". Bu incelikleri anlamak, kalıp mühendisliği Ve patlama oranları Bu sadece faydalı değil; başarılı ve yüksek yatırım getirisi sağlayan bir üretim hattı için ön koşuldur.
2. Patlama Oranının (BUR) Fiziği: Radyal Darboğazın Üstesinden Gelme
Geniş ağızlı kavanoz üretiminde ustalaşmak için öncelikle şunları anlamak gerekir: Patlama Oranı (BUR)BUR, enjeksiyon kalıplama yöntemiyle üretilen ön kalıbın boyutları ile şişirme yöntemiyle üretilen nihai kabın boyutları arasındaki matematiksel ilişkidir. Genellikle iki vektöre ayrılır: Eksenel Gerilme (boylamasına) ve Çember/Radyal Esnetme (genişlik yönünde).
Geniş Ağız Paradoksu
Standart ISBM'de, PET polimer zincirlerini hizalayarak mukavemet ve şeffaflık yaratan "Çift Eksenli Yönelim"i sağlamak için esnemeyi en üst düzeye çıkarmak istiyoruz. Bununla birlikte, geniş ağızlı kavanozlar fiziksel bir paradoks sunar: Boyun ne kadar büyükse, ön şekillendirilmiş kalıp da o kadar geniş olmalıdır. Ön şekillendirilmiş kalıp ne kadar geniş olursa, radyal olarak esnetmek için o kadar az alan kalır.
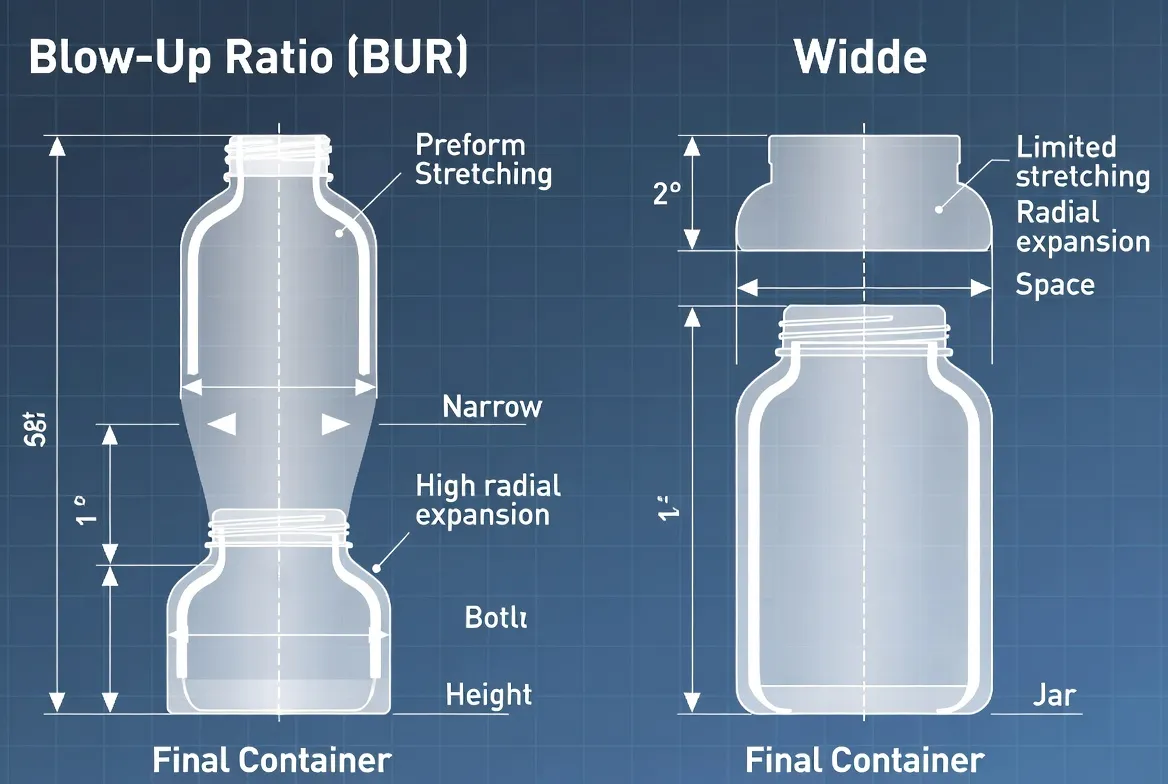
80 mm'lik bir kavanoz için önceden hazırlanmış bir kalıp zaten 75 mm genişliğindeyse, radyal uzama minimum düzeydedir. Yeterli radyal genişleme olmadan, polimer zincirleri yönsüz kalır; bu da yapısal rijitlikten yoksun, üstten yük taşıma dayanımı düşük ve basınç veya ısı altında "sürünmeye" eğilimli bir kap ile sonuçlanır. ISBMSolutionMühendislik yaklaşımımız bunu şu şekilde çözüyor: gelişmiş ön şekillendirme geometrisi"Kademeli" veya "konik" gövdeli ön kalıplar tasarlayarak, geniş boyuna göre daha dar bir ön kalıp gövdesine olanak tanıyoruz ve böylece kavanozun hem sağlam hem de şeffaf olmasını sağlamak için gereken radyal esnemeyi geri kazanıyoruz.
3. Geniş Çaplı Kavanozlar için Kalıp Mühendisliği: Giriş Noktaları, Kelepçeler ve Soğutma
Geniş ağızlı kavanozlar için kalıp tasarımı, standart şişe mühendisliğinden farklı bir yaklaşım gerektirir. Kabın tabanının geniş yüzey alanı ve kullanılan malzeme hacmi, özel mekanik çözümler gerektirir.
Enjeksiyon Kapısı Tasarımı ve Erime Akışı
Geniş ağızlı ön kalıplar doğal olarak hacimli olduğundan, erimiş PET'in enjeksiyon boşluğu içinde daha uzun bir mesafe kat etmesi gerekir. Kötü giriş tasarımı şunlara yol açar: “Soğuk Salyangozlar” veya “Akış İzleri” Tabana yakın. Yüksek performanslı geniş ağızlı kalıplar, hızlı ve laminer akışı sağlamak için büyük boyutlu girişlere sahip özel sıcak yolluk sistemleri kullanır. Bu, polimer üzerindeki kayma gerilimini en aza indirir ve "giriş kalıntısının" son kavanozda yapısal bir zayıflık noktası veya görsel bir kusur haline gelmesini önler.
Sıkıştırma Tonajının Zorluğu
Geniş ağızlı bir kavanozu üflemenin fiziği, muazzam kuvvetler içerir. 100 mm tabanlı bir kavanozu 30 bar basınçla üflüyorsanız, kalıp parçalarını birbirinden ayırmaya çalışan kuvvet, dar bir su şişesine göre önemli ölçüde daha yüksektir. Standart makineler genellikle şu sorundan muzdariptir: “Kalıp Açma” Üfleme döngüsü sırasında, ayırma hattında çirkin bir "çapak" (fazla plastik) oluşmasına neden olur. Geniş ağızlar için tasarlanmış ISBM makineleri, yüksek rijitliğe sahip sıkıştırma ünitelerine sahiptir ve genellikle bunları içerir. basınç dengeleme sistemleri Tüm süreç boyunca hava geçirmez bir sızdırmazlık sağlamak.
Konformal Soğutma Suyu Devreleri
Geniş ağızlı kozmetik kavanozları, lüks cam hissini taklit etmek için genellikle son derece kalın tabanlara sahiptir. Bu kalın bölümlerin homojen bir şekilde soğutulması hayati önem taşır. Modern kalıplar bu amaçla kullanılır. Konformal Soğutma Su devreleri—3 boyutlu yazıcıyla veya hassas işleme yöntemiyle üretilen ve kavanoz tabanının tam hatlarını takip eden kanallar. Bu, "batma izlerini" önler ve geleneksel düz hatlı soğutma kanallarına kıyasla çevrim sürelerini 15%'ye kadar azaltır.
4. Isıl Yönetim: Kalın Duvarlı Ön Kalıpların Isıl İşlemi
Geniş ağızlı üretimde sıkça karşılaşılan bir şikayet, kavanoz gövdesinde "bulanıklık" veya "sütlü görünüm" oluşmasıdır. Bu neredeyse her zaman termal yönetimle ilgili bir sorundur. Kalın ön kalıplar (genellikle 4 mm ila 7 mm kalınlığında) termal yalıtkan görevi görür. Ön kalıbın dış kısmı ideal üfleme sıcaklığında olsa bile, iç kısmı yine de çok sıcak veya çok soğuk olabilir.
Klima İstasyonunun Avantajı

Tek Adımlı ISBM'de, Şartlandırma İstasyonu Geniş ağızlı kavanozlar için başarının sırrı budur. Kalın ön kalıpları kızılötesi lambalarla eşit şekilde ısıtmakta zorlanan İki Aşamalı sistemlerin aksine, Tek Aşamalı işlem, enjeksiyon aşamasından hala sıcak olan bir ön kalıbı alır ve "şartlandırır". İç ve dış ısıtma/soğutma elemanları, PET duvarının tüm kalınlığı boyunca sıcaklığı eşitler. Bu, termal kristalleşme (beyazlaşarak) malzemenin çift eksenli yönlendirme için mükemmel termoplastik durumda olmasını sağlar ve bu da kalın duvarlı lüks kavanozlarda bile cam benzeri bir şeffaflık elde edilmesini mümkün kılar.
5. Eşsiz Boyun Hassasiyeti: Sızdırmazlık Avantajı
Geniş ağızlı kaplar için, sızdırmazlık yüzeyi en kritik boyuttur. İster fıstık ezmesi için indüksiyon astarı olsun, ister yüz kremi için yüksek kaliteli bir conta olsun, sızdırmazlık yüzeye bağlıdır. düzlemsellik Ve yuvarlaklık Şişenin boyun kısmının bitişinde. Geniş ağızlı kavanozlarda, 0,2 mm'lik bir sapma bile sızıntıya veya ürünün oksitlenmesine yol açabilir.
Enjeksiyon Kalıplama vs. Kesme

Ekstrüzyon Şişirme Kalıplama (EBM) yönteminde, boyun genellikle kesilir veya genişletilir, bu da parçacıklar oluşturur ve pürüzlü bir sızdırma yüzeyi bırakır. İki Aşamalı SBM'de, boyun yoğun yeniden ısıtma işlemi sırasında bazen deforme olabilir. Tek Aşamalı ISBM'de ise boyun, ilk istasyonda nihai boyutlarına enjeksiyon kalıplama yöntemiyle getirilir. Boyun bir daha asla erime noktasına kadar ısıtılmadığı için şeklini korur. mikrometre düzeyinde hassasiyetBu, her kavanozun indüksiyonla sızdırmazlık için mükemmel düz bir "yüzey alanına" sahip olmasını sağlayarak, yüksek değerli içerikler için 100% sızdırmazlık güvenliği sunar.
6. Yatırım Getirisi ve Makine Seçimi: Kavitasyon ve Esneklik Arasında Denge Kurma
Geniş ağızlı kavanozlar için ISBM makinesine yatırım yaparken, Yatırım Getirisi (ROI), dengeyi nasıl sağladığınıza bağlıdır. Kavitasyon (döngü başına üretilen kavanoz sayısı) ile Makine Tonajı Ve Esneklik.
| Düşünce | ISBM Çözüm Stratejisi |
|---|---|
| Alan Kısıtlamaları | Büyük kavanozlar, bölmeler arasında daha fazla boşluk gerektirir. Yüksek tonajlı makineler, sıkıştırma basıncından ödün vermeden çok bölmeli, geniş ağızlı kalıplara olanak tanır. |
| Hızlı Değişimler | Tek aşamalı makineler, kalıp değişimini hızlandırarak, tek bir makinenin sabah 500 ml'lik kavanozlar, öğleden sonra ise 2 litrelik büyük kaplar üretmesini sağlar. |
| Hurda Azaltma | Entegre "Çiziksiz" işleme sistemi, yüksek kaliteli kozmetik kavanoz üretiminde reddedilmelere neden olan mikro çizikleri önler. |

Geniş Ağızlı Zorluğun Üstesinden Gelmek
Dünya standartlarında geniş ağızlı kavanoz üretimi, sadece bir makineden daha fazlasını gerektirir; hassas dengeyi anlayan bir mühendislik ortaklığı gerektirir. ön şekillendirme tasarımı, şişirme oranları ve ısı yönetimiISBMSolution olarak, karmaşık ambalaj tasarımlarınızı yüksek verimli ve yüksek hassasiyetli gerçekliğe dönüştürmek için gerekli teknik uzmanlığı sunuyoruz.