Tıbbi Ambalajlamanın Engellerini Aşmak: Yüksek Hassasiyetli Tek Adımlı Şişirme Kalıplama Yöntemiyle PP, PC ve PPSU Malzemelerine Yönelik Bir Kılavuz
1. Giriş: İlaç Ambalajlarında Sıfır Tolerans Standardı
İlaç endüstrisinde ambalaj sadece bir kap değil; ilaç dağıtım sisteminin aktif bir bileşenidir. Tıbbi kapları düzenleyen standartlar, mutlak sıfır tolerans ilkesine dayanmaktadır. Partikül kontaminasyonu, mikro sızıntı, kimyasal sızma veya fiziksel bozulma için kabul edilebilir bir pay yoktur. Bir ilaç üreticisi şişirme kalıplama teknolojisini seçtiğinde, hasta güvenliğini, düzenleyici onayı ve marka sürdürülebilirliğini doğrudan etkileyen bir karar vermiş olur.
Tarihsel olarak, cam ilaç ambalajları için altın standarttı. Ancak sektör, ağırlığı azaltmak, nakliye sırasında kırılmayı ortadan kaldırmak ve lojistik maliyetlerini düşürmek için gelişmiş polimerlere hızla geçiş yaptı. Bu geçiş, geleneksel plastik üretim yöntemlerindeki kritik kusurları ortaya çıkardı. Ekstrüzyon Şişirme Kalıplama (EBM) genellikle şişenin içinde partikül kalıntısı bırakırken, İki Aşamalı Germe Şişirme Kalıplama (SBM) ise ön kalıpların şişirilmeden önce depolanması, yuvarlanması ve taşınması sırasında ciddi kirlenme riskleri oluşturmaktadır.
2026'nın zorlu ilaç sektörü taleplerini karşılamak için, Enjeksiyonlu Gerdirme Şişirme Kalıplama (ISBM)—özellikle Tek Adımlı işlem— kesin teknoloji olarak ortaya çıkmıştır. Bu kapsamlı kılavuz, ISBM'nin GMP (İyi Üretim Uygulamaları) uyumluluğunun temel taşı olmasının nedenlerini, PP, PC ve PPSU gibi özel tıbbi sınıf reçineleri nasıl ustalıkla işlediğini ve boyun bitiş hassasiyetinin modern ilaç güvenliği için neden vazgeçilmez olduğunu ayrıntılı olarak açıklamaktadır.
2. GMP Uyumluluğu ve Temiz Oda Entegrasyonu
FDA (Gıda ve İlaç İdaresi) ve EMA (Avrupa İlaç Ajansı) gibi düzenleyici kurumlar, İyi Üretim Uygulamalarına (GMP) sıkı bir şekilde uyulmasını zorunlu kılmaktadır. Ambalajlamada GMP'nin temel felsefesi risk azaltmadır: steril bariyeri tehlikeye atabilecek değişkenleri ortadan kaldırmak.
“Eritmeden Şişeye” Kapalı Döngü Avantajı
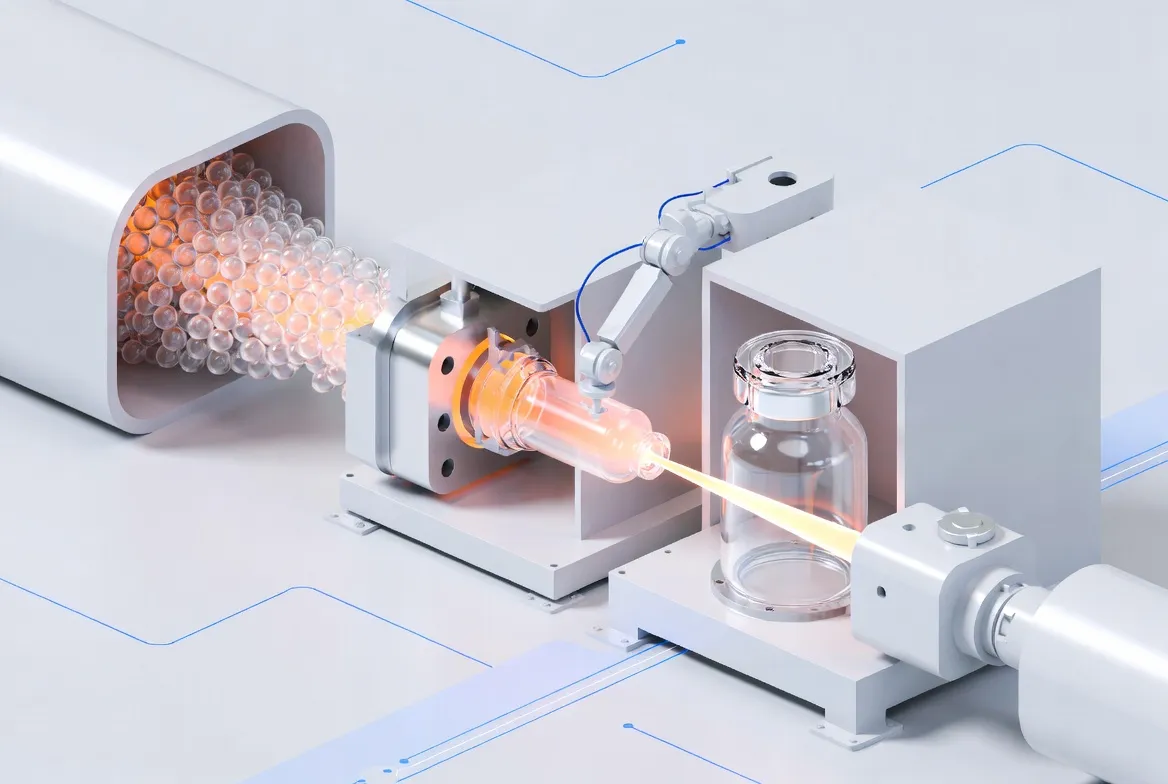
İlaç sektöründe Tek Adımlı ISBM'nin temel avantajı, "eritme-şişeleme" kapalı devre sistemidir. Bu işlemde, ham plastik reçine yüksek sıcaklıklarda (genellikle 250°C'nin üzerinde, bu da doğal olarak termal sterilizasyon adımı görevi görür) eritilir ve bir ön kalıba enjekte edilir. Saniyeler içinde ve makinenin kapalı, steril ortamından hiç çıkmadan, bu sıcak ön kalıp mekanik olarak gerilir ve son şekline şişirilir.
Bu yöntem, İki Aşamalı (SBM) prosesin zaaflarını tamamen ortadan kaldırır. Ön kalıpların karton sekizgen kutulara döküldüğü ara soğutma aşaması yoktur. Statik elektriğin mikroskobik tozları çektiği depo depolaması yoktur. Ön kalıpların birbirine sürtünmesine ve sonuç olarak ilaç şişesinin içine giren plastik mikro toz üretmesine neden olan mekanik ayırıcı yoktur. Tek Aşamalı ISBM'de, ürün steril reçineden kapalı şişeye insan eli veya ortam depo havası temas etmeden geçer.
Temiz Oda Tasarımı ve Tamamen Elektrikli Servo Teknolojisi
İlaç ambalajlama işlemleri genellikle ISO Sınıf 7 veya ISO Sınıf 8 temiz odalarda yapılmalıdır. Geleneksel hidrolik şişirme kalıplama makineleri bu ortamlarla temelde uyumlu değildir. Hidrolik sistemler, mikro sızıntılara ve aerosol haline gelen yağ buharına eğilimli olan yüzlerce litre basınçlı yağa dayanır; bu da temiz odanın HEPA filtreli havasını ciddi şekilde kirletir.
Modern tıbbi sınıf ISBM makineleri faydalanmak Tamamen Elektrikli Servo teknolojisiHidrolik sıvıların yerine hassas elektrik motorları ve kapalı bilyalı vidalar kullanılarak, bu makineler sıfır yağ buharı üretir ve partikül emisyonlarını önemli ölçüde azaltarak çalışır. Ayrıca, gelişmiş ISBM platformlarının paslanmaz çelik muhafazaları ve yıkanabilir yüzeyleri, katı ilaç temizleme ve sanitasyon protokollerine uyacak şekilde özel olarak tasarlanmıştır.
3. Tıbbi Sınıf Polimerlerde Uzmanlaşmak: PET'in Ötesinde
PET içecek endüstrisinde yaygın olarak kullanılırken, ilaç ambalajlarında genellikle aşırı sıcaklıklara dayanabilen, belirli kimyasal dirençler sağlayan veya zorlu sterilizasyon süreçlerinden sağ çıkabilen özel polimerlere ihtiyaç duyulmaktadır. Tek Adımlı ISBM teknolojisi, bu gelişmiş reçinelerin kalıplanması için gereken karmaşık termal profilleri hassas bir şekilde yönetmede üstünlük sağlamaktadır.

Polipropilen (PP): Nem Bariyerlerinin Şampiyonu
Polipropilen, tıbbi ambalajlarda sıklıkla kullanılan, özellikle intravenöz (IV) infüzyon şişeleri, oral sıvı süspansiyonlar ve oftalmik damlalar için tercih edilen bir malzemedir. PP, son derece yüksek bir Nem Buharı Geçirgenlik Oranı (MVTR) bariyerine sahiptir ve sıvı ilaçların raf ömrü boyunca buharlaşmasını önler.
ISBM'nin Avantajı: PP, kızılötesi ısıyı zayıf emmesi ve çok dar bir termoplastik aralığa sahip olması nedeniyle iki aşamalı bir makinede işlenmesi son derece zordur. Soğuk bir PP ön kalıbı eşit olmayan bir şekilde yeniden ısıtılırsa, patlar veya yırtılır. Tek aşamalı ISBM, enjeksiyon aşamasından kalan ısıyı kullanarak bunu tamamen ortadan kaldırır ve PP ön kalıbının mükemmel çift eksenli yönlendirme ve cam benzeri şeffaflık için gereken tam ve homojen sıcaklıkta olmasını sağlar.
Polikarbonat (PC): Tavizsiz Darbe Direnci
Polikarbonat, cam benzeri şeffaflığı neredeyse kırılmaz darbe dayanımıyla birleştirir. Şişenin aşırı sıfırın altındaki sıcaklıklara kırılgan hale gelmeden dayanması gereken liyofilizasyon (dondurarak kurutma) ilaç kaplarında ve yüksek kaliteli tanı reaktif şişelerinde sıklıkla kullanılır.
ISBM'nin Avantajı: PC, son derece yüksek enjeksiyon sıcaklıkları ve muazzam bir sıkıştırma kuvveti gerektirir. Üst düzey ISBM makineleri, artık gerilime neden olmadan PC enjekte etmek için gerekli olan sağlam mekanik yapıyı sağlar ve böylece son tıbbi şişenin vakumla kapatma veya dondurarak kurutma işlemlerinin basıncı altında çatlamamasını garanti eder.
Polifenilsülfon (PPSU): Otoklavlanabilir Seçkin Malzeme
PPSU, tıbbi sınıf plastiklerin zirvesini temsil eder. 200°C'nin üzerindeki sürekli ısıya dayanabilen PPSU, cerrahi aspiratör kapları, birinci sınıf bebek biberonları ve bozulmadan veya şeffaflığını kaybetmeden tekrar tekrar yüksek basınçlı buhar sterilizasyonuna (otoklavlama) tabi tutulması gereken yeniden kullanılabilir tıbbi cihazlar için tercih edilen malzemedir.
ISBM'nin Avantajı: Birçok rakip, son derece özel ekipman gerektirmesi nedeniyle PPSU'yu göz ardı etmektedir. PPSU'nun işlenmesi, aşındırıcı aşınmayı önlemek için özel namlu metalürjisi ve son derece hassas termal yönetim gerektirir. Yüksek sıcaklıkta yolluklara ve özel soğutma devrelerine sahip gelişmiş bir ISBM makinesi, PPSU'nun yapısal bütünlüğünü koruyarak ve bisfenol A (BPA) ve diğer sızabilir maddelerden tamamen arındırılmış kalmasını sağlayarak, PPSU'yu germe üfleme yöntemiyle üretmenin tek güvenilir yoludur.
4. Sap Yüzey İşleminin Hassasiyeti
İlaç ambalajında, şişenin güvenliği kapağının sağlamlığına bağlıdır. Şişe boynunun dişlerindeki mikroskobik bir sapma, oksidasyona, nem girişine veya yüksek etkili aktif farmasötik bileşenlerin (API'ler) sızmasına yol açabilir. Bu, ISBM'nin Ekstrüzyon Şişirme Kalıplama (EBM) yöntemine göre tamamen üstün olduğu bir alandır.
Enjeksiyon Kalıplama Yöntemiyle Diş Açma ve Ekstrüzyon Kalıplama Yöntemiyle Üretilen Pimler Arasındaki Farklar
EBM'de, kalıp ağzı, bir üfleme pimi tarafından plastiğin kalıba doğru dışarı itilmesiyle oluşturulur. Bu durum genellikle pürüzlü bir iç çapa, düzensiz sızdırmazlık yüzeylerine ve tehlikeli plastik parçacıkları oluşturan ikincil kesme (çapak alma) ihtiyacına yol açar.
Öte yandan, ISBM'nin ilk adımı şudur: enjeksiyon kalıplama Boyun kısmının son işlemi. Erimiş plastik, son derece hassas bir çelik boşluğa muazzam bir basınç altında enjekte edilir. Bu, mikrometre düzeyinde boyutsal doğruluğa sahip bir boyun oluşturur. İç çapı mükemmel derecede pürüzsüzdür (indüksiyon folyo sızdırmazlığı veya damlalıklı tıpa takılması için gereklidir) ve sızdırmazlık yüzeyi tamamen düzdür. Boyun, sonraki üfleme aşamasında asla yeniden ısıtılmadığı veya deforme edilmediği için geometrisi kusursuz kalır.

Çocuk Kilidi (CRC) ve Tork Tutma Mekanizmaları
Yasal düzenlemeler genellikle reçeteli ilaçların Çocuk Korumalı Kapaklar (CRC) kullanmasını gerektirir. Bu gelişmiş kapaklar, şişenin dişlerine sürekli baskı uygulayan özel itme ve çevirme mekanizmalarına dayanır. Dişler zayıf veya yanlış boyutlandırılmışsa, plastik "sünme" (zamanla deformasyon) nedeniyle CRC mekanizması arızalanır ve ambalaj güvensiz hale gelir.
ISBM'nin enjeksiyon kalıplama hassasiyeti, diş profilinin CRC kapakları için gerekli mühendislik toleranslarına sıkı sıkıya uymasını sağlar. Dahası, germe-şişirme aşamasında elde edilen çift eksenli yönlendirme, polimer zincirlerini boyun halkasının hemen altında hizalayarak, çok yıllık raf ömrü boyunca tork tutma özelliğini korumak için gereken muazzam halka mukavemetini sağlar.
5. Uzman Görüşleri: Ekipman Doğrulama (IQ/OQ/PQ) ve İzlenebilirlik
İlaç şirketleri makine satın aldıklarında, sadece şişe üretmek için bir alet satın almıyorlar; son derece sıkı düzenlemelere tabi bir süreci satın alıyorlar. Genel makine karşılaştırmalarında sıklıkla eksik olan bir bakış açısı, bir makinenin GMP tesisinde devreye alınması için gereken titiz doğrulama çerçevesidir.
IQ/OQ/PQ Protokolü
Üst düzey ISBM sağlayıcıları, üç aşamalı doğrulama sürecini geçmek için kapsamlı dokümantasyon ve mühendislik desteği sunmalıdır:
- Kurulum Yeterlilik Testi (IQ): ISBM makinesinin, soğutucularının ve reçine kurutucularının, FDA onaylı yağlayıcıların kullanımı ve temiz oda sertifikalı kablolama da dahil olmak üzere, üreticinin hijyenik özelliklerine tam olarak uygun şekilde kurulduğunun doğrulanması.
- Operasyonel Yeterlilik (OQ): Makinenin çalışma sınırlarının test edilmesi. Tıbbi PC ile çalışan bir ISBM makinesi için bu, enjeksiyon basınçları veya ısıtıcı bant sıcaklıkları onaylanmış parametrelerden saparsa alarmların tetiklendiğini ve makinenin durduğunu kanıtlamayı içerir.
- Performans Yeterliliği (PQ): Makinenin, uzun süreli ve gerçek dünya üretim süreçlerinde, tüm fiziksel ve boyutsal özelliklere (örneğin, duvar kalınlığı, düşme testinde dayanıklılık, düşme hacmi doğruluğu) tutarlı bir şekilde uyan şişeler ürettiğini göstermek.
Veri İzlenebilirliği ve FDA 21 CFR Bölüm 11
Modern ilaç denetimleri kesintisiz veri izleri gerektirir. Gelişmiş ISBM makineleri, FDA 21 CFR Bölüm 11'e uygun olarak tasarlanmış gelişmiş PLC (Programlanabilir Mantık Kontrolcüsü) sistemlerine sahiptir. Bu sistemler, her bir döngü için belirli termal, basınç ve zamanlama verilerini kaydeder. Yıllar sonra bir ilaç partisinde bir kusur bulunursa, üretici ISBM makinesinin güvenli, kurcalamaya karşı korumalı kayıtlarını sorgulayarak ambalajın kesin olarak onaylanmış parametreler dahilinde kalıplandığını kanıtlayabilir ve böylece şirketi sorumluluktan koruyabilir.
6. Ekonomi: Yüksek Kar Marjlı Piyasalarda Yüksek Yatırım Getirileri
PPSU ve farmasötik PC gibi tıbbi sınıf reçineler, piyasadaki ambalaj plastiklerine göre kat kat daha pahalıdır. Bu yüksek kâr marjlı, yüksek riskli üretim ortamlarında, atığı en aza indirmek, hızlı bir Yatırım Getirisi (ROI) elde etmenin en doğrudan yoludur.
Tek Adımlı ISBM, EBM'de yaygın olan ve kesilmesi gereken atık plastik (çapak) üretmediği için, yaklaşık 100% malzeme kullanım oranına ulaşır. Dahası, sonraki aşama çapak alma ekipmanının ortadan kaldırılması, gerekli fabrika alanını azaltır, ikincil işçilik maliyetlerini düşürür ve sterilize edilmesi zor makineleri ortadan kaldırır. Ultra düşük hurda oranlarını birinci sınıf, yüksek değerli çıktı ile birleştirerek, son teknoloji ürünü bir ISBM makinesinin Toplam Sahip Olma Maliyeti (TCO) hızla amorti edilir ve sermaye gideri son derece karlı bir varlığa dönüşür.

İlaç Tedarik Zincirinizi Güvence Altına Alın
İlaç ambalajı üretimi, tavizsiz hassasiyet, sıkı GMP uyumluluğu ve PP, PC ve PPSU gibi gelişmiş polimerlere hakim olma yeteneği gerektirir. ISBM Solution'da, sadece şişe üretmekle kalmayan, hasta güvenliğini garanti eden ve markanızı koruyan makineler tasarlıyoruz.