Doğru ISBM Makinesini Seçmek: Alıcıların Değerlendirmesi Gereken 7 Temel Faktör
Birini seçmek enjeksiyon germe şişirme kalıplama makinesi Bu, üretim ekonominizi on yıl veya daha uzun süre şekillendirecek sermaye kararıdır. Ancak, çoğu üretici web sitesi de dahil olmak üzere çevrimiçi olarak sunulan kılavuzlar, seçim sürecini dört yüzeysel kritere indirgiyor: üretim hacmi, şişe boyutu, malzeme türü ve "iyi satış sonrası hizmet". Bu kaynakların hiçbiri, bir satın alma mühendisinin gerçekten ihtiyaç duyduğu nicel çerçeveyi sağlamaz. Herhangi bir makine modelini değerlendirmeden önce, öncelikle kendi gereksinimlerinizin aşağıdaki yedi faktörde tam olarak tanımlandığından emin olun. ISBM üretim süreci hakkında daha fazla bilgi için, kılavuzumuza bakın. ISBM makinesinin çalışma prensibi kılavuzu ve tek aşamalı ve iki aşamalı karşılaştırması.
7 Faktörün Özeti
F1
Çürük Sayısı
F2
Malzeme Uyumluluğu
F3
Tahrik Sistemi
F4
Otomasyon Seviyesi
F5
Sıcak Yolluk ve Kalıp
F6
Sertifikalar
F7 ⭐
Satış Sonrası
Faktör 01
Herhangi bir makineyi değerlendirmeden önce gerekli boşluk sayısını hesaplayın.
Rakip kılavuzların hepsi "üretim hacmine göre boşluk sayısını seçin" diyor. Ancak hiçbiri formülü vermiyor. Bu tek eksiklik, ISBM satın alımında en yaygın tedarik hatasına neden oluyor: hesaplama yerine içgüdüye dayanarak boşluk sayısı seçmek ve devreye alma sonrasında 20-30% kapasite açığı keşfetmek. Tek bir ürün kataloğu açmadan önce buradan başlayın.
Çürük Sayısı Formülü — Öne Çıkan Referans
Gerekli Çürük Sayısı = Hedef BPH ÷ (3.600 ÷ Döngü Süresi (saniye))
Örnek: Hedef üretim miktarı = 3.600 şişe/saat / Döngü süresi = 20 saniye (500 ml su şişesi)
Tek boşluklu çıkış = 3.600 ÷ 20 = 180 şişe/saat
Gerekli ham diş çürüğü sayısı = 3.600 ÷ 180 = 20 çürük
+ 20% verimlilik marjı → belirtin 24 çürük
Üretim Ortamına Göre Verimlilik Marjı
Üretim Ortamı
Verimlilik Marjı
Çürük Çarpanı
Tek ürün kodu, sürekli istikrarlı üretim
15%
Ham sayı × 1,15
Sık sık ürün değişikliği yapılan çoklu ürün kodu (SKU) sistemi.
20–25%
Ham sayı × 1,20–1,25
İlaç / hassas uygulama
20% + QC penceresi
Bir sonraki standart spesifikasyona yuvarlayın
rPET karışımı üretimi (>25% içeriği)
25%
Ham sayı × 1,25
Şişe Tipine Göre Çevrim Süresi Referans Değerleri
Şişe Kategorisi
Hacim
Tipik Çevrim Süresi
Standart su / içecek
250–500 ml
15-18 yaş arası
Standart su / içecek
1–2L
18-22 yaş arası
Kozmetik / özel asimetrik
50–200 ml
18-24 yaş arası
Geniş ağızlı kavanoz / kap
250 ml–1 litre
22–28 yaş arası
Yenilebilir yağ / saplı şişe
1–5L
25-35 saniye
⚠️
Kritik: Asla en yüksek üretim seviyesini planlama temel ölçütü olarak kullanmayın.
Makine teknik özellik sayfaları, ideal tek ürün kodu (SKU) ve sıfır geçiş koşulları altında maksimum teorik çıkışı belirtir. Üretim planlama temeliniz, belirtilen maksimumun genellikle -85%'si olan nominal çıkış olmalıdır. Yuva hesaplamalarında tepe çıkışın kullanılması, devreye alma sonrası kapasite hayal kırıklığının en yaygın nedenidir.
Faktör 02
Malzeme Uyumluluğu — Sadece "PET" Demekten Çok Daha Fazlası
Çoğu kılavuz, ISBM için yaygın malzemeler olarak PET / PP / PC'yi listeler. Ancak atladıkları kritik nokta şudur: Farklı malzemeler, önemli ölçüde farklı makine konfigürasyonları gerektirir. PET için optimize edilmiş bir makine, PP veya PC üretimi için önemli donanım değişiklikleri gerektirebilir veya tamamen uygunsuz olabilir. Bir makine seçmeden önce tüm malzeme programınızı oluşturmak, teslimat sonrası maliyetli tadilatları önler. PET'in işleme sırasındaki malzeme davranışının ardındaki tüm bilimsel bilgiler için, kılavuzumuza bakın. PET şişe üretim süreci kılavuzu.
Malzeme-Makine Konfigürasyon Gereksinimleri
Malzeme
Erime Sıcaklığı
Özel Yapılandırma
Temel Uygulama
Evcil hayvan
270–285°C
Nem alma kurutucusu (çiğlenme noktası ≤−40°C) zorunludur.
İçecek, su, yiyecek
PP
200–230°C
Farklı vida L/D oranı; daha düşük namlu bölgesi sıcaklıkları
Tıbbi, kozmetik, sıcak dolum
Bilgisayar
260–300°C
Yüksek sıcaklık kalıp kontrol cihazı (≥80°C); ön kurutma şarttır.
Su sebilleri, tıbbi
PETG / PCTG
230–260°C
PET benzeri yapılandırma; IV aralığı uyumluluğunu doğrulayın.
Kozmetik ürünler, hediye paketleme
Tritan
240–270°C
BPA içermediğine dair uygunluk doğrulaması gereklidir.
Bebek ürünleri, spor
rPET ♻️
265–280°C
Servo sıcaklık kontrolü (±0,5°C); IV kompanzasyonu
Sürdürülebilir ambalaj
♻️
rPET Uyumluluğu: 2025 Tedarikinde Vazgeçilmez Bir Şart
Giderek artan sayıda marka sahibi müşteri, 25–50% rPET içeriği gereksinimlerini doğrudan ambalaj tedarikçisi spesifikasyonlarına yazıyor. Bugün doğrulanmış rPET özelliği olmayan bir makine satın almak, iki ila üç yıl içinde maliyetli bir tadilat riskini beraberinde getiriyor. rPET, daha düşük bir içsel viskoziteye (saf eşdeğerlerinden 0,04–0,08 dL/g daha düşük) sahip olduğundan, standart PET'e göre daha sıkı şartlandırma sıcaklığı kontrolü ve daha geniş bir işlem parametre aralığı gerektiriyor.
LÜTFEN DOĞRUDAN TEDARİKÇİNİZE SORUN:
“Makineniz 50%'ye kadar rPET karışımlarını destekliyor mu? Hangi parametre ayarlamaları gerekiyor ve şartlandırma istasyonunuzun işleyebileceği minimum/maksimum IV aralığı nedir?”
Faktör 03
Hidrolik mi, Servo-Hidrolik mi, Yoksa Tam Elektrikli mi: Tahrik Sistemi Kararı
Tahrik sistemi seçimi, işletme maliyeti üzerinde uzun vadede en büyük etkiye sahip olan tek konfigürasyon kararıdır; ancak bu boyut, rakip kılavuzlarda genellikle "servo seçenekleri mevcuttur" şeklinde tek bir cümleyle geçiştirilerek en yüzeysel şekilde ele alınmaktadır. Hidrolik, servo-hidrolik ve tamamen elektrikli tahrik sistemleri arasındaki seçim, enerji tüketimini, hassasiyeti, gürültüyü, bakım maliyetini ve uygulama uygunluğunu, on yıllık makine ömrü boyunca katlanarak etkileyen şekillerde etkiler. Hassasiyetin rolü açısından iki eksenli yönelim kalitesiDaha detaylı bilgi için özel kılavuzumuza bakın.
Tahrik Sistemi Karşılaştırması — 7 Boyut
Boyut
Geleneksel Hidrolik
Servo-Hidrolik (Hibrit)
Tam Elektrikli (Servo)
Enerji tüketimi
Temel — 100%
60–70% başlangıç değerinin
50–60% başlangıç değerinin
İlk satın alma maliyeti
En düşük
Orta
En yüksek
Konumlandırma tekrarlanabilirliği
±0,5 mm
±0,1 mm
±0,05 mm
Çalışma gürültü seviyesi
75–85 dB
65–75 dB
55–65 dB
Bakım gereksinimleri
Hidrolik yağ, contalar, pompa — sık
Hidrolik yağ + motor servisi
Minimal — hidrolik sistem yok
Sıcaklık / ortam
Geniş ürün yelpazesi, sağlam
Geniş ürün yelpazesi, sağlam
Toz ve nem koruması gerektirir.
Yüksek hızlı hareket
Sınırlı — basınç gecikmesi
İyi yanıt
Sınıfının en iyisi
Geleneksel Hidrolik
En uygun kullanım alanları: sermaye bütçesi kısıtlıysa, üretim tek vardiya veya çift vardiya şeklinde yapılıyorsa, tesiste hidrolik bakım uzmanlığı zaten mevcutsa ve uygulama hassas olmayan (standart yuvarlak şişeler) bir uygulama ise.
İlaç/GMP ortamları için önerilmez.
Servo-Hidrolik ✅ Ana Akım
En uygun kullanım alanları: Sermaye maliyeti ile işletme verimliliği arasında denge kurulması gereken durumlar; orta ila yüksek üretim hacimleri; PET içecek, kozmetik ve gıda uygulamalarının çoğu. Yeni tesislerde en yaygın kullanılan konfigürasyondur.
Çoğu alıcı için önerilen varsayılan ayar
Tam Elektrikli Servo
En iyi kullanım alanları: GMP temiz oda gereksinimi (sıfır hidrolik yağ kontaminasyon riski); 24 saat yüksek yoğunluklu üretim; küçük, yüksek hassasiyetli şişeler (50–250 ml); en yüksek uzun vadeli toplam sahip olma maliyeti verimliliği hedefi.
İlaç GMP Ek 1 için gereklidir.
💡
Tahrik Sistemi Seçimine İlişkin 10 Yıllık Toplam Sahip Olma Maliyeti Perspektifi
Yıllık 5 milyon şişe üretim kapasitesi ve 0,8 ¥/kWh'lik endüstriyel elektrik fiyatıyla, tamamen elektrikli bir makine, geleneksel hidrolik bir makineye kıyasla yılda yaklaşık 40.000-60.000 ¥ tasarruf sağlar. 10 yıllık makine ömrü boyunca, bu kümülatif 400.000-600.000 ¥'lik tasarruf, tamamen elektrikli konfigürasyonun ilk satın alma fiyatındaki farkı genellikle karşılar veya aşar.
Faktör 04
Doğru Otomasyon Seviyesini Belirleyin — Yarı Otomatik Sistemlerden Endüstri 4.0'a
Rakip kılavuzlar, "tam otomatik" kavramını, tüm tam otomatik makinelerin eşdeğer olduğu ikili bir sonuç noktası olarak ele alıyor. Uygulamada, ISBM otomasyonu, her biri farklı sermaye yatırımı, iş gücü tahsisi ve entegrasyon altyapısı gerektiren beş farklı seviyede mevcuttur. İşletmenizin desteklemeye hazır olduğundan daha yüksek bir otomasyon seviyesi satın almak, sermayeyi israf eder ve değer sağlamadan bakım karmaşıklığı yaratır. Hedef seviyenizi belirlemenin en basit yolu: Vardiya başına makine başına kaç adet özel operatör görevlendirmeye hazırsınız? Otomasyon seviyenizi belirleyen tek soru budur.
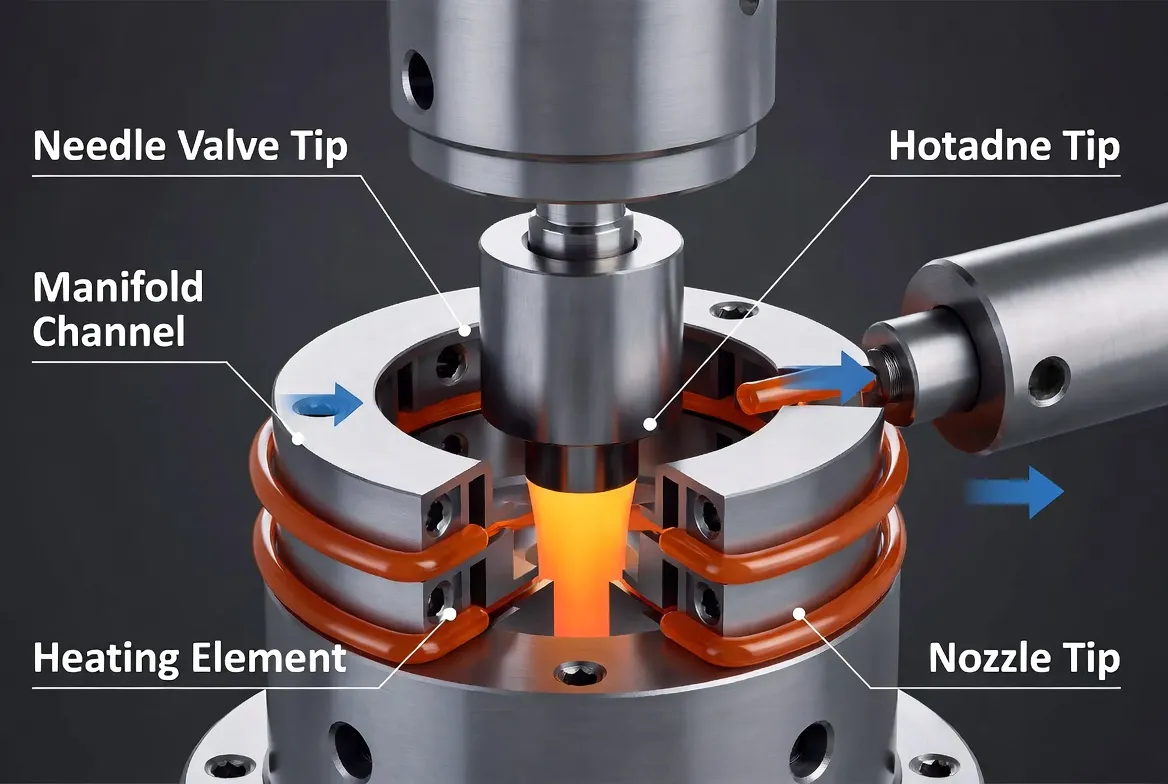
Sıcak Yolluk Sistemi ve Kalıp Uyumluluğu — Uzun Vadeli Gizli Maliyet Artış Faktörü
ISBM tedarikinde belki de en az incelenen boyut, sıcak yolluk ve kalıp sistemi seçimleridir. Makine satın alma fiyatı tek seferlik bir maliyettir; takım yatırımı ise her yeni ürün tanıtımı, her SKU değişikliği ve her ürün yeniden formülasyonuyla birlikte artan tekrarlayan bir maliyettir. Çeşitli ürün portföylerine sahip işletmeler için, 10 yıl boyunca toplam takım maliyeti düzenli olarak orijinal makine maliyetini aşmaktadır. Takım tasarım kararlarını yönlendiren ön şekillendirme geometrisi hakkında ayrıntılı bilgi için, kılavuzumuza bakın. ISBM ön kalıp tasarım kılavuzu.
Sıcak Yolluk Kapısı Tipi Seçimi
Kapı Tipi
Başlıca Özellikler
Boşluk Aralığı
Risk / Not
Doğrudan Kapı
En basit yapı, en düşük maliyet
1-2 çürük
Görünür kalıp izi — premium şeffaf şişeler için uygun değildir.
Vana Sürgüsü ✅
En az iz bırakan kapı; en yüksek hassasiyet; en temiz dolum sırası.
2–16 çürük
Daha yüksek maliyet ve bakım gereksinimi; kozmetik ve ilaç sektörleri için şiddetle tavsiye edilir.
Açık Kapı
Vana tipi kapaklara göre daha düşük maliyetli; şeffaf olmayan uygulamalar için kabul edilebilir bir işaret.
2–8 boşluk
İpliklenme riski; estetik açıdan üstün özelliklere sahip şeffaf şişeler için uygun değildir.
Her Tedarikçiye Sorulması Gereken 3 Kalıp Uyumluluk Sorusu
S1
Bu makine diğer üreticilerin kalıplarını (SIPA, Netstal, ASB standart ölçüleri) kabul ediyor mu?
Özel kalıp kilitlenmesi, uzun vadeli kalıp maliyetlerinizi önemli ölçüde artırır ve rekabetçi kalıp tedarikini ortadan kaldırır. Açık standart kalıp arayüzlerinde ısrar edin.
Q2
Ürün formatını değiştirirken, sıcak yolluk sisteminin tamamını mı yoksa sadece soğuk kalıplama bölümünün yarısını mı değiştirmek gerekir?
Paylaşımlı sıcak yolluk ve birden fazla soğuk kalıp, ürün başına kalıp maliyetini önemli ölçüde azaltır. Bu, açıkça teyit edilmesi gereken büyük bir maliyet avantajıdır.
Q3
Standart kalıp çeliği kalitesi nedir ve sertifikalı kalıp ömrü (izleme sayısı olarak) ne kadardır?
P20/718 çelik: 200–300 milyon baskı. H13/S136 sertleştirilmiş çelik: 500–1.000 milyon baskı. Sözlü tahmin değil, yazılı garanti gereklidir.
Faktör 06
Sertifikalar ve Uyumluluk — Düzenlemeye Tabi Sektörler İçin Vazgeçilmez Şartlar
Bu konuda hazırlanan tüm büyük rakip kılavuzlarda sertifikasyon ve uyumluluk gereksinimlerinden tamamen yoksunluk söz konusu. Kozmetik, gıda veya içecek sektöründeki çoğu alıcı için bu eksiklik sadece bir rahatsızlık kaynağıdır. Ancak ilaç, bebek ürünleri veya AB/ABD'ye ihracat yapan alıcılar için, diğer tüm faktörlerden önce çözülmesi gereken, tedariki engelleyen zorlu bir gerekliliktir. Makine teslimatından sonra bir uyumsuzluk sorunu keşfederseniz, ya maliyetli bir tadilat, üretim durdurma ya da ambalajınızın düzenleyici kurum tarafından reddedilmesiyle karşı karşıya kalırsınız; bunların hiçbiri kolayca karşılanamaz.
Sektör ve İhracat Pazarı Tarafından Gerekli Sertifikalar
Sektör / Piyasa
Gerekli Sertifikasyon / Standart
Yetki / Düzenleme
AB gıda teması ambalajı
CE İşareti + AB 10/2011 Yönetmeliği malzeme uyumluluğu
Avrupa Komisyonu
ABD gıda/içecek ambalajı
FDA 21 CFR 177.1630 (Evcil Hayvan Yemi Teması)
ABD Gıda ve İlaç İdaresi (FDA)
İlaç (GMP)
CE İşareti + AB GMP Ek 1'e uygun makine malzemeleri
EMA / AB GMP
Bebek ürünleri
BPA içermez beyanı + Tritan / PPSU malzeme sertifikası
Bölgesel tüketici güvenliği kuruluşları
Avrupa Birliği'ne İhracat
CE İşareti — Makine Direktifi 2006/42/EC (makine güvenliği)
AB Onaylı Kuruluşu
Japonya'ya İhracat
JIS B 6021 eşdeğer uygunluk dokümantasyonu
JISC
⚠️ CE Sertifikasının Gerçek Olup Olmadığını Doğrulamanın 3 Adımı
01
Uygunluk Beyanı (DoC) orijinal belgesini talep edin. Broşürde yer alan bir referans veya makine üzerindeki bir etiket yeterli değildir. Onaylanmış Kuruluşun adı ve 4 haneli kimlik numarası mutlaka belirtilmelidir.
02
Onaylanmış Kuruluş numarasını doğrulayın. Avrupa Komisyonu'nun NANDO veri tabanında (ec.europa.eu/growth/tools-databases/nando) yer almaktadır. Var olmayan veya listeden çıkarılmış kuruluşlardan alınan CE sertifikaları, AB'ye ithalat için yasal olarak geçerli değildir.
03
Model numarasını onaylayın. DoC'deki bilgiler, yapılandırma ekleri de dahil olmak üzere, satın aldığınız makine modeliyle tam olarak eşleşir. HGY150 modeli için verilen CE sertifikası, HGY150-V4-EV modelini otomatik olarak kapsamaz.
Faktör 07 ⭐
Satış Sonrası Destek — Makine Tedarikinde En Az Değerlendirilen Faktör
Rakip kılavuzların hepsi şu cümleyle bitiyor: “İyi müşteri desteğine sahip saygın bir üretici seçin.” Bu size uygulanabilir hiçbir şey söylemiyor. Aşağıdaki 7 maddelik denetim kontrol listesi, satış sonrası değerlendirmeyi öznel bir izlenimden doğrulanabilir, belgelenmiş bir tedarikçi değerlendirmesine dönüştürüyor. Bunu, tedarikçi değerlendirme süreciniz sırasında yapılandırılmış bir anket olarak kullanın; sözleşme imzalandıktan sonra değil.
①
Yanıt Süresi SLA (Hizmet Seviyesi Anlaşması)
Sormak: "Makine kritik bir arıza yaşadığında, yazılı olarak taahhüt ettiğiniz yanıt süresi nedir?"
✅ Standart: Uzaktan ≤4 saat / Yerinde ≤48 saat (Asya) / ≤72 saat (Avrupa)
⛔ Kırmızı bayrak: Yazılı bir SLA yok; sadece sözlü "en kısa sürede" ifadesi var.
②
Yedek Parça Stok ve Lojistik
Sormak: “En yakın kritik aşınma parçaları stoklu deposu nerede? Sıcak yolluk valfi iğnesi veya servo motor modülü için teslimat süresi ne kadar?”
✅ Standart: Bölgesel stok; kritik parçalar ≤5 iş günü
⛔ Uyarı işareti: “Tüm parçalar Çin fabrikasından sipariş ediliyor” / teslim süresi 4+ hafta
③
Uzaktan Teşhis Yeteneği
Sormak: “Makine uzaktan erişim teşhisini destekliyor mu? Hangi protokolü kullanıyor? Üretim verilerimiz nerede saklanıyor?”
✅ Standart: OPC-UA / VPN erişimi; gerçek zamanlı parametre okuma; hata kodu kütüphanesi
⛔ Kırmızı bayrak: Uzaktan erişim mümkün değil; arıza kayıtlarını okumak için yerinde fiziksel ziyaret gereklidir.
④
Kurulum ve Operatör Eğitimi
Sormak: “Devreye alma eğitimi kaç gün sürüyor? Kullanım kılavuzu ve video eğitim kütüphanesi dilimizde sağlanıyor mu?”
✅ Standart: 5-10 gün yerinde devreye alma; 3-5 gün operatör eğitimi; eksiksiz kullanım kılavuzu
⛔ Uyarı işareti: Eğitim süresi 3 günden az; kılavuz makine çevirisiyle hazırlanmış ve eksik.
⑤
Yerel Servis Mühendisi Kapsamı
Sormak: “[Ülkenizde/bölgenizde] kaç adet yerleşik servis mühendisiniz var? Hangi şehirlerde? Doğrudan iletişim bilgilerini verebilir misiniz?”
✅ Standart: Şehir ve doğrudan iletişim bilgileriyle atanmış mühendisler; servis sözleşmesi mevcuttur.
⛔ Kırmızı bayrak: "Küresel bir ortak ağımız var" — hiçbir isim verilmiş iletişim bilgisi yok.
⑥
Garanti Şartlarının Detaylı Açıklaması
Sormak: “Garanti süresi ne kadar? Hangi parçalar garanti kapsamında? Neler açıkça kapsam dışında bırakılmış? Sıcak yolluk ve elektrik sistemi garanti kapsamında mı?”
✅ Standart: 12-18 ay (tüm makine; sıcak yolluk ve elektrik aksamı dahil; aşınma parçaları hariç)
⛔ Dikkat edilmesi gereken noktalar: 12 aydan kısa garanti süresi; aşırı sayıda istisna maddesi; yazılı garanti belgesinin olmaması
⑦
Referans Müşteri Erişimi
Sormak: "Sektörümdeki mevcut üç müşterinizin doğrudan iletişim bilgilerini paylaşabilir misiniz, böylece deneyimleri hakkında -karşılaştıkları sorunlar da dahil olmak üzere- doğrudan onlarla iletişime geçebileyim?"
✅ Standart: Proaktif olarak sağlanır; bağımsız iletişim teşvik edilir; tedarik yerine teknik personel tercih edilir.
ISBM Makine Tedarikçisi Değerlendirme Puan Kartınız
Birden fazla tedarikçiyi aynı yedi kritere göre karşılaştırmak için bu puanlama tablosunu kullanın. Her faktöre 1-10 arasında puan verin, ağırlıkla çarpın ve nihai ağırlıklı puan için toplayın. Aşağıdaki ağırlıklar standart bir genel uygulamayı yansıtmaktadır; ilaç alıcıları F6 (Sertifikalar) puanını 25%'ye yükseltmeli ve F3/F5 puanlarını orantılı olarak düşürmelidir.
Tedarikçi Karşılaştırma Puan Kartı — 7 Ağırlıklı Faktör
Değerlendirme Faktörü
Ağırlık
Tedarikçi A (Puan /10)
Tedarikçi B (Puan /10)
Tedarikçi C (Puan /10)
F1 · Çürük sayısı / çıktı eşleşmesi
20%
__ / 10
__ / 10
__ / 10
F2 · Malzeme uyumluluğu (geri dönüştürülmüş PET dahil)
10%
__ / 10
__ / 10
__ / 10
F3 · Tahrik sistemi TCO uyumu
15%
__ / 10
__ / 10
__ / 10
F4 · Otomasyon seviyesi eşleşmesi
15%
__ / 10
__ / 10
__ / 10
F5 · Sıcak yolluk / kalıp esnekliği
10%
__ / 10
__ / 10
__ / 10
F6 · Sertifikalar ve uyumluluk
15%
__ / 10
__ / 10
__ / 10
F7 · Satış sonrası destek (7 maddelik denetim)
15%
__ / 10
__ / 10
__ / 10
Ağırlıklı Toplam Puan
100%
—
—
—
Not: İlaç uygulamaları için, F6 ağırlığını 25%'ye yükseltin ve buna göre F3'ü 10%'ye ve F5'i 8%'ye düşürün.
Risk Uyarısı
ISBM Makinesi Satın Alımında Yapılan 7 Yaygın Hata ve Bunlardan Nasıl Kaçınılır
Bu konudaki tüm rakip içerikler yalnızca olumlu yönlendirmeler sunmaktadır. Bu modül, onların sürekli olarak göz ardı ettiği bir boyutu ele almaktadır: alıcılara sürekli olarak para, üretim kesintisi veya düzenleyici risklere mal olan, önlenebilir spesifik hatalar. Aşağıdakilerin her biri, ISBM tedarik kararlarında gözlemlenen gerçek kalıplardan alınmıştır. Değerlendirmenizde bu noktaya ulaştıysanız, bunların çoğundan zaten kaçınıyorsunuz demektir. Üretimdeki hata teşhisi için, lütfen ilgili bölümümüze bakın. ISBM kusurları kılavuzu.
HATA 01
10 Yıllık Toplam Sahip Olma Maliyeti Yerine Satın Alma Fiyatını Karşılaştırmak
İlk etapta 100.000 ¥ daha fazla maliyetli ancak yıllık 301.300 ¥ enerji tasarrufu sağlayan bir makine, bu ek maliyeti 3-4 yıl içinde geri kazanacak ve çalışma ömrünün geri kalan 6-7 yılında da tasarruf sağlamaya devam edecektir. Toplam sahip olma maliyeti (TCO) modellemesi yapılmadan yapılan satın alma fiyatı karşılaştırmaları, sistematik olarak yanlış makineyi tercih etmektedir.
HATA 02
En Yüksek Çıkış Değerini Kullanarak Çürük Sayısını Planlamak
Makinenin belirtilen maksimum çıkış gücüne karşılık kalıp sayısını belirtmek (15–25% verimlilik payı uygulamadan), üretimde sistematik olarak 20–30% kapasite açığına yol açar. Faktör 1'deki formül bu hatayı tamamen önler.
HATA 03
rPET Uyumluluk Doğrulamasının Atlanması
Açıkça rPET doğrulaması yapılmadan satın alınan makineler, marka müşterilerinin rPET zorunluluğu getirmesiyle (ki bu durum Avrupa, Kuzey Amerika ve Avustralya pazarlarında hızlanarak gerçekleşiyor) maliyetli bir tadilatla karşı karşıya kalıyor. Artık 5 dakikalık bir doğrulama sorusu, 24 ay içinde 200.000 ¥'dan fazla bir tadilatı önlüyor.
HATA 04
Sıcak Yolluk Sistemi Özelliklerine Genel Bakış
İthal bir parçada sıcak yolluk valfi iğnesinin arızalanması, yalnızca yurt dışından tedarik sağlayan bir yedek parça tedarikçisinden 4-6 haftalık bir bekleme süresi anlamına gelebilir. Herhangi bir sözleşme imzalamadan önce, özellikle sıcak yolluk parçaları için bölgesel yedek parça bulunabilirliğini teyit edin.
HATA 05
“Tam Otomatik” Üretimi Akıllı Üretim Olarak Ele Almak
Veri arayüzü olmayan tam otomatik bir makine (L2), fabrika MES sistemine bağlanamaz, OEE raporları oluşturamaz ve öngörücü bakımı destekleyemez. Fabrikanız dijital bir üretim sistemi işletiyorsa veya işletmeyi planlıyorsa, satın almadan önce makinenin OPC-UA veya MQTT veri çıkışına sahip olduğunu doğrulayın.
HATA 06
Onaylanmış Kuruluş Doğrulaması Olmadan CE Sertifikasını Kabul Etmek
Sahte ve süresi dolmuş CE sertifikaları, makine ithalat sektöründe belgelenmiş bir olgudur. Onaylanmış Kuruluş numarasının AB'nin NANDO veri tabanında 5 dakika içinde doğrulanması (bkz. Faktör 6) bu riski tamamen ortadan kaldırır. CE etiketini veya broşür referansını asla uygunluk kanıtı olarak kabul etmeyin.
HATA 07
Hizmet Sözleşmesinde Hizmet Seviyesi Anlaşması Yok
Maksimum yanıt ve çözüm sürelerini tanımlayan yazılı bir SLA (Hizmet Seviyesi Anlaşması) olmadan, arıza yaşayan bir tedarikçinin makinenize öncelik verme konusunda hiçbir sözleşmesel yükümlülüğü yoktur. "Ziyaret ayarlıyoruz" ifadesi, sözleşmede bir teknisyenin 48 saat içinde gelmesi gerektiği belirtilmedikçe yasal olarak dava konusu edilemez. SLA şartlarını yalnızca istek listenize değil, satın alma siparişinize de ekleyin.
SSS
Sıkça Sorulan Sorular
Saatte 3.000 şişe üretmek için kaç diş çürüğüne ihtiyacım var?
Faktör 1'deki formülü kullanarak: 18 saniyelik çevrim süresine sahip 500 ml'lik bir su şişesi için, tek gözlü üretim kapasitesi = 3.600 ÷ 18 = saatte 200 şişe. Gerekli ham gözlü üretim kapasitesi = 3.000 ÷ 200 = 15 gözlü. Karışık ürün (SKU) operasyonu için 20% verimlilik marjı ile 18 gözlü bir makine belirtin. Tek ürün (SKU) sürekli üretim için, 15% marjı ile 16 gözlü bir makine yeterlidir. Her zaman en yakın mevcut standart konfigürasyona yuvarlayın ve belirli şişe tasarımınız için gerçek çevrim süresini kullanarak makine tedarikçinizle teyit edin.
Servo-hidrolik ve tam elektrikli ISBM makineleri arasındaki fark nedir?
Servo-hidrolik makineler, değişken hızlı hidrolik pompaları kontrol etmek için servo motorlar kullanır ve yüksek sıkıştırma yükü işlemleri için hidrolik kuvveti korurken, enerji tüketimini geleneksel hidrolik temel seviyenin yaklaşık 60-701 TP3T'sine düşürür. Tam elektrikli makineler, tüm hidrolik sistemlerin yerini doğrudan mekanik aktüatörleri çalıştıran servo motorlarla değiştirir ve geleneksel hidrolik enerji temel seviyesinin yaklaşık 50-601 TP3T'sine ulaşır, neredeyse sıfır gürültü, ±0,05 mm konumlandırma tekrarlanabilirliği ve sıfır hidrolik yağ kirlenme riski sağlar. Tam elektrikli makinelerin ilk maliyeti daha yüksek olsa da, bakım ve işletme maliyetleri önemli ölçüde daha düşüktür ve farmasötik GMP temiz oda ortamları için gerekli konfigürasyondur.
İlaç ambalajlama için en iyi ISBM makine konfigürasyonu hangisidir?
İlaç ambalajı dört özel yapılandırma unsuru gerektirir: (1) Tam elektrikli tahrik sistemi — GMP temiz oda ortamlarında hidrolik yağ kontaminasyon riskini ortadan kaldırır; (2) Valf kapılı sıcak yolluk — Hassas şişelerde mümkün olan en temiz kapı noktasını sağlar; (3) Otomasyon seviyesi L3 veya üzeri — Otomatik reddetme ve tam izlenebilirlik ile hat içi görsel denetim; (4) Onaylanmış Kuruluş doğrulaması ve AB GMP Ek 1'e uygun malzeme ile CE İşareti. Ön kalıplarla temas eden makine malzemeleri gıda sınıfı/ilaç sınıfı paslanmaz çelik veya eşdeğeri olarak belirtilmelidir. Herhangi bir tedarikçiyi değerlendirmeden önce bu dört gereksinimi satın alma şartnamenizde açıkça belirtin.
Bir makine tedarikçisinin CE sertifikasının gerçek olup olmadığını nasıl doğrulayabilirim?
Orijinal Uygunluk Beyanı (DoC) belgesini isteyin; broşür, sertifika görüntüsü veya makine etiketi kabul edilmez. DoC belgesinde, sertifikayı veren Onaylanmış Kuruluşun tam adı ve 4 haneli kimlik numarası bulunmalıdır. Bu numarayı Avrupa Komisyonu'nun NANDO veritabanında ec.europa.eu/growth/tools-databases/nando adresinden doğrulayın; kayıtlı her Onaylanmış Kuruluş mevcut durumuyla birlikte görünecektir. Kuruluş numarası görünmüyorsa, süresi dolmuşsa veya listeden çıkarılmışsa, CE sertifikası AB ithalatı için yasal olarak geçerli değildir. Ayrıca, DoC'deki model tanımının satın aldığınız makine modeliyle tam olarak eşleştiğinden emin olun.
ISBM makinesi sözleşmesinde hangi satış sonrası servis şartlarında ısrar etmeliyim?
En azından, ISBM makine satın alma sözleşmeniz şunları içermelidir: (1) Uzaktan teşhis yanıtının ≤4 saat ve yerinde mühendis varışının ≤48 saat (Asya) veya ≤72 saat (Avrupa/Amerika) olduğunu belirten yazılı bir SLA; (2) Aşınma parçaları açıkça hariç olmak üzere, sıcak yolluk sistemi ve elektrikli bileşenler de dahil olmak üzere tüm makineyi kapsayan 12-18 aylık garanti süresi; (3) Kritik bileşenler için maksimum teslimat süresini belirten yedek parça bulunabilirliği taahhüdü; (4) Devreye alma eğitiminin süresi ve dilinin yazılı olarak teyit edilmesi; (5) Belirtilen uzaktan erişim protokolü (OPC-UA veya VPN); ve (6) Sözleşmeye eklenmiş doğrudan iletişim bilgilerine sahip yerel servis mühendisinin adı. Bu şartları yazılı olarak taahhüt etmeye istekli olmayan herhangi bir tedarikçi, önemli bir servis riski olarak değerlendirilmelidir.
Bu çerçeveyi belirli bir makineye uygulamaya hazır mısınız?
ISBM Solution'ın mühendislik ekibi, her potansiyel alıcıyla bu değerlendirme çerçevesi üzerinden çalışarak, satın alma taahhüdünde bulunmadan önce hiçbir ücret talep etmeden boşluk sayısı hesaplamaları, sürücü sistemi toplam sahip olma maliyeti (TCO) karşılaştırmaları ve uygulamaya özel yapılandırma önerileri sunmaktadır.