Comprehensive Analysis of Production Specs for CSD, Water, and Juice Bottling in 2026
1. Introduction: The Efficiency Revolution in Beverage Packaging
The global beverage industry is currently navigating its most significant transformation since the invention of the PET bottle. As we move into 2026, the landscape is defined by two converging forces: a relentless drive for industrial operational efficiency and an unprecedented mandate for environmental sustainability. For manufacturers of Carbonated Soft Drinks (CSD), premium mineral water, and nutrient-dense juices, the packaging container is no longer a simple commodity—it is a critical engineering component that dictates product integrity, shipping logistics, and consumer trust.
In this high-stakes environment, Injection Stretch Blow Molding (ISBM), particularly the “One-Step” integrated process, has moved from a niche solution to the strategic centerpiece for beverage brands. Traditional “Two-Step” systems, while effective for massive-scale commodity production, often struggle with the flexibility and precision required for the modern market’s diverse SKU requirements. ISBM offers a unique “Zero-Scuff” production environment that preserves the aesthetic and structural integrity of the resin from the moment it is melted until the final bottle is discharged. This article provides a technical deep-dive into how ISBM is redefining the standards of speed, barrier protection, and ROI for the 2026 beverage supply chain.
2. Production Specs: Technical Engineering for CSD, Water, and Juice
Each beverage category presents distinct mechanical and thermal challenges. Over-engineering leads to wasted resin costs, while under-engineering results in catastrophic shelf failures. ISBM provides the granular control necessary to hit the “sweet spot” for each application.
CSD (Carbonated Soft Drinks): Managing Internal Stress
Carbonated beverages exert continuous internal pressure, typically ranging from 3.0 to 5.0 bar depending on carbonation levels and ambient temperature. The critical engineering focus for CSD is the Petaloid Base Ve Stress Crack Resistance (SCR). In a One-Step ISBM process, the preform is never completely cooled; its residual heat is managed with millisecond precision.
This thermal consistency ensures that when the bottle is blown, the material distribution in the “feet” of the petaloid base is perfectly symmetrical. In contrast, Two-Step processes can suffer from “cold spots” in the preform reheating phase, leading to uneven wall thickness in the base. A deviation of just 0.1mm in the base wall can lead to a 15% reduction in burst pressure resistance. ISBM eliminates this variability, allowing for lighter bottles that still exceed global safety standards for pressurized containers.
Bottled Water: The Science of Lightweighting
For the bottled water sector, profit margins are found in the fractions of a cent. Modern 500ml water bottles have been lightweighted to as low as 7.5g. However, as the body becomes thinner, the Top-Load Strength becomes the bottleneck. A bottle must be able to support the weight of several stacked pallets during long-distance transit.
ISBM technology excels in Neck Integrity. Since the neck is injection-molded under high pressure, it maintains a rigid crystalline structure that does not deform under the vertical load of stacking. Furthermore, ISBM allows for “selective stretching,” where the bottle’s shoulder area—critical for top-load support—can be reinforced with slightly more material while the main body is stretched to its functional limit.

Hot-Fill Juices & Teas: Thermal Crystallization Control
High-acid juices and tea beverages require “Hot-Filling” at 85°C–93°C to ensure shelf stability without preservatives. At these temperatures, standard PET becomes rubbery and collapses under the vacuum created as the liquid cools. ISBM machines for this sector utilize Heat-Set Technology. By blowing the bottle against a mold heated to 120°C–140°C, the PET undergoes “induced crystallization,” creating a thermally stable molecular structure that resists deformation. ISBM’s integrated process allows for more uniform heat-setting than Two-Step systems, resulting in a 20% improvement in vacuum resistance.
3. Advanced Barrier Performance: Molecular Density & Shelf Life
A common misconception in the beverage industry is that all PET bottles of the same weight provide the same gas barrier. This is false. The Biaxial Orientation—the process of stretching the plastic both length-wise and width-wise—dictates the density of the polymer chains. Denser chains mean fewer “gaps” for oxygen molecules to enter or CO2 molecules to escape.
ISBM technology provides superior control over the Stretch Ratio. By precisely timing the mechanical stretch rod and the high-pressure air blast, ISBM maximizes the orientation of the PET molecules. This creates a “tortuous path” for gases, effectively extending the shelf life of carbonated drinks by 10-15% compared to less precise molding methods. For oxygen-sensitive products like cold-pressed juices, ISBM equipment can be configured for Multi-Layer Co-injection, sandwiching a thin layer of barrier resin (like EVOH or Nylon) or oxygen scavengers between layers of PET. This integrated approach ensures the barrier layer is never exposed to the environment, maintaining its efficacy for up to 12 months.
5. 2026 Sustainability Roadmap: rPET, Tethered Caps & Carbon Footprint
Sustainability is no longer a corporate social responsibility (CSR) choice; it is a legal requirement in most major markets. From the EU’s Single-Use Plastics Directive to North American EPR (Extended Producer Responsibility) laws, the beverage industry is under the microscope.
The rPET Challenge
Using 100% Recycled PET (rPET) is the industry’s primary goal. However, rPET is notoriously difficult to process. Its Intrinsic Viscosity (IV) varies between batches, which can cause “yellowing” or “haze” in the bottle wall. ISBM’s injection screw design is specifically engineered for rPET, utilizing low-shear technology to prevent thermal degradation of the recycled polymer chains. This maintains a “virgin-like” clarity even at high recycled content percentages.
Tethered Cap Compatibility
Regulations now require caps to remain attached to the bottle after opening. This requires extremely tight tolerances on the Neck Finish. If the neck is off by as little as 0.05mm, the tethered cap may leak or fail to “click” into its locked position. ISBM’s injection-first process creates the most dimensionally accurate neck finishes in the industry, ensuring 100% compatibility with the latest tethered cap designs.
Carbon Footprint Reduction
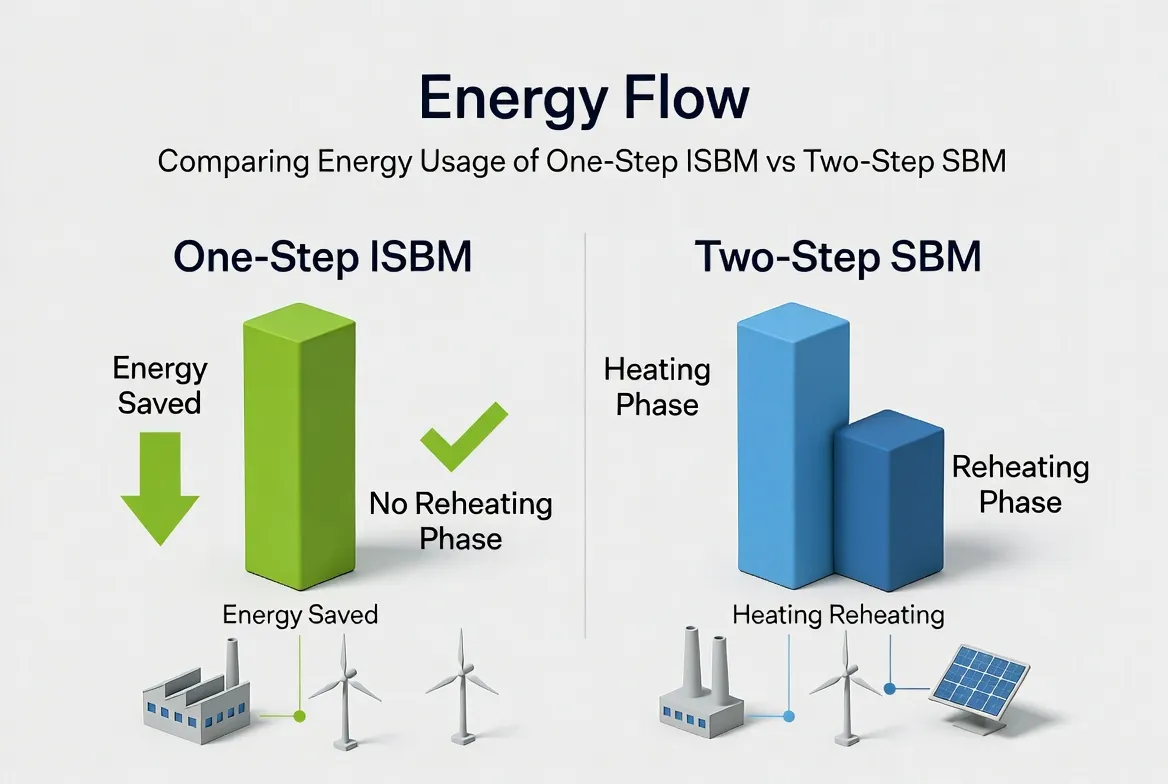
The most direct way to reduce the carbon footprint of a bottle is to eliminate the Preform Reheating Phase. In a Two-Step system, preforms are injected, cooled to room temperature, and then reheated using infrared lamps. This reheating consumes massive amounts of electricity. One-Step ISBM uses the latent heat from the injection stage to blow the bottle, typically resulting in a 25–35% lower kWh consumption per bottle produced. This is a decisive factor for companies aiming for “Carbon Neutral” production status by 2030.
6. Expert Insight: TCO and ROI Numerical Analysis
A true Total Cost of Ownership (TCO) analysis must account for variables beyond the initial machinery price. For beverage producers, the ROI of One-Step ISBM is often hidden in the “Integrated Savings.”
| Operational Factor | Two-Step SBM System | One-Step ISBM System |
|---|---|---|
| Energy Efficiency | High (Energy wasted in reheating) | Low (Latent heat utilized) |
| Floor Space | Requires large preform storage & unscramblers | Compact, all-in-one footprint |
| Labor Costs | Multiple operators for separate lines | Single operator for integrated line |
| Visual Quality | Potential scuffing from bulk handling | “Zero-Scuff” pristine finish |
For a medium-sized beverage producer running 24/7, the combined energy and labor savings of an ISBM system can result in a payback period of 18 to 24 months. Furthermore, the reduction in “Product-Loss-Due-to-Leakage” (resulting from superior neck precision) can add another 2–3% to the bottom line annually.
The Future of Beverage Packaging starts here.
As global markets demand faster, cleaner, and more sustainable packaging solutions, the role of Injection Stretch Blow Molding has never been more vital. From high-pressure CSD bottles to eco-friendly 100% rPET water containers, ISBM provides the technical precision that modern beverage brands require to thrive.