Apa itu Injection Stretch Blow Molding (ISBM)?
Pencetakan Tiup Peregangan Injeksi (ISBM) adalah proses konversi termoplastik canggih yang dirancang untuk menghasilkan wadah plastik berongga dengan presisi tinggi — termasuk botol, toples, dan vial farmasi — dengan kejernihan, konsistensi dimensi, dan kekuatan struktural yang luar biasa. Proses ini menggabungkan pencetakan injeksi dan pencetakan tiup regang menjadi satu alur kerja yang efisien, menjadikannya salah satu teknologi manufaktur wadah paling efisien yang tersedia saat ini.
Berbeda dengan ekstrusi tiup cetakan (EBM) konvensional, proses ISBM dimulai dengan injeksi presisi. membentuk sebelumnya, memberikan produsen kendali penuh atas dimensi leher kemasan, distribusi ketebalan dinding, dan berat material sejak tahap pertama. Fase peregangan biaxial selanjutnya kemudian mengorientasikan rantai polimer baik dalam arah aksial maupun radial, secara fundamental meningkatkan sifat mekanik dan penghalang dari wadah jadi.

Teknologi ISBM dengan cepat menjadi standar industri untuk produksi botol PET di sektor makanan & minuman, farmasi, kosmetik, dan perawatan pribadi. Dominasi pasarnya tercermin dalam angka-angka: segmen injeksi peregangan saat ini menyumbang lebih dari 521 TP3T dari pasar mesin cetak tiup plastik global berdasarkan pendapatan — posisi yang didorong oleh permintaan yang tak henti-hentinya untuk kemasan yang ringan, dapat didaur ulang, dan tampak premium.
(Segmen Peregangan Injeksi)
(Satu Tahap vs. Multi Tahap)
(Volume Kontainer)
Prinsip Proses Inti
2.1 Orientasi Biaxial — Ilmu di Balik Kekuatan
Keunggulan utama dari proses ISBM terletak pada orientasi molekuler biaxialSelama proses pencetakan konvensional, molekul polimer tetap berada dalam susunan amorf yang relatif acak — meninggalkan rongga mikroskopis di antara mereka dan membatasi kinerja mekanis.
Molekul bulat dengan celah udara besar → penghalang lemah, kekuatan rendah
Molekul berbentuk salib saling mengunci → penghalang dan kekuatan benturan yang luar biasa
Dengan terlebih dahulu meregangkan preform. secara aksial (vertikal) dengan batang peregang mekanis, lalu secara radial (horizontal) dengan udara bertekanan tinggi, proses ISBM menyelaraskan rantai polimer dalam kedua arah secara simultan. Arsitektur molekuler yang terikat silang ini menghasilkan wadah dengan kekuatan tarik yang luar biasa, sifat penghalang gas yang unggul (penting untuk minuman berkarbonasi), kejernihan optik yang sangat baik, dan pengurangan berat material yang signifikan.
2.2 Proses ISBM Satu Tahap vs Dua Tahap
| Fitur | ISBM Satu Tahap | ISBM Dua Tahap |
|---|---|---|
| Alur kerja | Injeksi + Tiup dalam satu mesin | Preform diproduksi secara terpisah, ditiup kemudian. |
| Penggunaan Energi | ✅ Menggunakan panas sisa — konsumsi daya ~30% lebih rendah | Membutuhkan pemanasan ulang sekunder pada preform. |
| Tapak | ✅ Ringkas — mesin tunggal | Lebih besar — membutuhkan beberapa mesin |
| Terbaik untuk | Produksi dalam jumlah kecil/menengah, kemasan khusus. | Produksi botol PET skala besar |
| Fleksibilitas Pra-bentuk | Preform dibuat di dalam perusahaan | ✅ Dapat memperoleh preform dari luar. |
Mesin satu tahap 3 stasiun menghilangkan tahap pemanasan ulang sepenuhnya, menggunakan panas laten yang tersimpan dalam preform — menghasilkan pengurangan biaya perkakas sebesar 25% dan penghematan energi yang substansial dibandingkan dengan alternatif 4 stasiun.
Empat Tahap Proses Inti ISBM
Proses ISBM dibagi menjadi empat tahap produksi berurutan yang terintegrasi erat. Setiap tahap dikontrol dengan presisi untuk memastikan wadah akhir memenuhi spesifikasi tepat yang dituntut oleh standar pengemasan makanan, farmasi, atau kosmetik.
Komponen Mesin Utama
Mesin ISBM adalah sistem terintegrasi dari subsistem presisi yang bekerja secara sinkron dan harmonis. Memahami setiap komponen sangat penting untuk mengoptimalkan kinerja mesin, meminimalkan waktu henti, dan mencapai kualitas kontainer yang konsisten dalam skala besar.
Unit Pencetakan Injeksi
Terdiri dari corong, laras, sekrup, dan nosel injeksi. Mengubah butiran resin plastik menjadi lelehan homogen dan mengirimkannya di bawah tekanan terkontrol ke dalam cetakan preform. Desain sekrup disesuaikan dengan sifat reologi resin target.
Sistem Pengkondisian Preform
Infrastruktur pemanasan/pendinginan multi-zona yang mengelola suhu preform hingga dalam ±1°C. Pada sistem satu tahap, ini memanfaatkan panas sisa dari injeksi; pada sistem dua tahap, deretan lampu inframerah memberikan profil pemanasan ulang yang presisi.
Unit Pencetakan Tiup Peregangan
Berisi mekanisme batang peregang, blok katup tiup, dan rakitan penjepit cetakan tiup. Batang peregang digerakkan servo untuk kontrol langkah yang presisi. Sirkuit udara bertekanan tinggi menyediakan fase pra-tiup (tekanan rendah) dan tiup utama (tekanan tinggi).
Sistem Penjepitan Cetakan
Memberikan gaya pengunci untuk menahan cetakan preform dan cetakan tiup agar tetap tertutup terhadap tekanan injeksi dan tiup. Sistem tuas servo-elektrik dan hidrolik menawarkan profil kinerja yang berbeda untuk aplikasi kecepatan tinggi dan presisi.
Kontrol PLC & HMI
PLC pusat mengelola semua sumbu mesin, zona suhu, urutan waktu, dan interlock keselamatan. HMI layar sentuh memungkinkan operator untuk menyesuaikan parameter proses, menyimpan resep, memantau data produksi secara langsung, dan mendiagnosis alarm secara real-time.
Sistem Pendinginan Cetakan
Sirkuit air dingin terintegrasi ke dalam dasar cetakan tiup dan panel rongga. Suhu dan laju aliran cairan pendingin diatur secara independen per zona cetakan untuk memastikan pembekuan yang merata dan geometri dinding wadah yang konsisten.
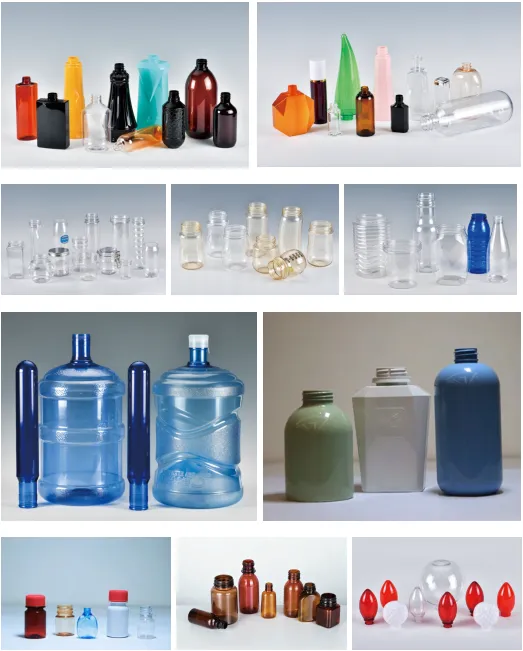
Bahan dan Aplikasi yang Kompatibel
Mesin ISBM mendukung berbagai macam resin termoplastik. Pemilihan material menentukan kejernihan wadah akhir, ketahanan terhadap benturan, kompatibilitas kimia, toleransi suhu, dan kepatuhan terhadap peraturan (standar pangan, standar farmasi, dll.).
| Damar | Properti Utama | Aplikasi Umum | Rentang Volume |
|---|---|---|---|
| PELIHARAAN | Kejernihan kristal, penghalang gas yang sangat baik, ringan, dapat didaur ulang | Botol minuman, air, minuman bersoda, minyak goreng | 50ml – 5L |
| PP | Tersedia varian tahan bahan kimia, tahan panas, dan sesuai standar FDA. | Kemasan pengisian panas, bahan kimia rumah tangga, stoples makanan | 5ml – 1L |
| Komputer | Kekuatan benturan tinggi, kejernihan optik, ketahanan suhu. | Perangkat medis, dispenser air, wadah pengaman | 1 ml – 500 ml |
| PETG / Tritan | Bebas BPA, jernih seperti kristal, tahan benturan, aman untuk mesin pencuci piring. | Kosmetik premium, produk bayi, botol olahraga | 10ml – 1L |
| PPSU | Dapat disterilkan dengan autoklaf, tahan suhu ekstrem, kejernihan tinggi. | Instrumen medis/bedah, wadah laboratorium | 1 ml – 250 ml |
Aplikasi Industri
Keunggulan Utama Teknologi ISBM
Efisiensi Energi
Mesin ISBM satu tahap memanfaatkan panas sisa dari tahap injeksi, sehingga menghilangkan pemanasan ulang sekunder. Pendekatan terintegrasi ini menghasilkan sekitar 30% konsumsi daya lebih rendah dibandingkan dengan sistem multi-tahap, hal ini mengurangi biaya operasional dan jejak karbon.
Penyelesaian Leher Presisi
Karena leher botol dibentuk terlebih dahulu melalui pencetakan injeksi, ISBM memberikan akurasi dimensi tingkat mikron pada profil ulir, permukaan penyegelan, dan diameter bukaan — yang sangat penting untuk tutup pengaman, penutup farmasi, dan sistem pengeluaran presisi.
Sifat Penghalang yang Unggul
Orientasi biaxial secara signifikan mengurangi permeabilitas wadah PET dan PP terhadap oksigen, CO₂, dan kelembapan — memperpanjang umur simpan produk dan menjaga kesegaran serta karbonasi minuman tanpa memerlukan lapisan penghalang tambahan.
Otomatisasi Tinggi
Sumbu yang digerakkan servo, kontrol proses PLC, dan robotika terintegrasi meminimalkan intervensi manusia di seluruh siklus produksi. Satu operator dapat secara efisien mengawasi beberapa mesin ISBM secara bersamaan, mengurangi biaya tenaga kerja dan meningkatkan konsistensi produksi.
Produksi Berkelanjutan
Proses peregangan mengoptimalkan distribusi material di seluruh dinding wadah, memungkinkan produsen mencapai sifat mekanik yang ditargetkan dengan lebih sedikit resin. Pendekatan desain yang ringan ini mengurangi konsumsi bahan baku, berat transportasi, dan mempermudah daur ulang di akhir masa pakainya.
Fleksibilitas Desain
Mulai dari botol medis 1ml hingga wadah kosmetik 1000ml, ISBM mengakomodasi berbagai macam geometri wadah, ukuran leher, dan gaya desain. Sistem perkakas yang dapat diganti dengan cepat memungkinkan perubahan SKU yang efisien untuk kustomisasi khusus merek.
Cacat Umum & Kontrol Kualitas
Memahami cacat proses ISBM yang umum — dan akar penyebabnya — sangat penting untuk mempertahankan produksi tanpa cacat. Tabel di bawah ini memetakan masalah kualitas yang paling sering ditemui ke penyebab diagnostik dan tindakan korektif praktisnya.
| Jenis Cacat | Akar Penyebab | Tindakan perbaikan | Tingkat Risiko |
|---|---|---|---|
| Ketebalan Dinding Tidak Merata | Distribusi suhu preform yang tidak seragam | Kalibrasi sistem kontrol suhu multi-zona; periksa keseragaman lampu pemanas. | Tinggi |
| Pembengkokan / Deformasi | Waktu pendinginan tidak cukup atau pendinginan cetakan tidak merata | Tingkatkan waktu siklus pendinginan; verifikasi aliran dan suhu air pendingin cetakan per zona. | Sedang |
| Short Shot (Pengisian Tidak Lengkap) | Tekanan injeksi tidak mencukupi atau suhu leleh rendah | Tingkatkan tekanan injeksi dan/atau suhu laras; pastikan nosel tidak tersumbat sebagian. | Tinggi |
| Kabut / Kekeruhan | Resin yang terkontaminasi kelembapan atau suhu leleh yang tidak normal | Pastikan resin benar-benar kering sebelum diproses (kelembapan PET < 30 ppm); periksa profil suhu barel. | Sedang |
| Bekas Ambles | Tekanan pengemasan tidak mencukupi selama tahap injeksi | Tingkatkan tekanan dan waktu penahanan; tinjau ukuran gerbang. | Sedang |
| Retak Akibat Tegangan Sisa | Rasio peregangan yang berlebihan atau waktu tiupan yang tidak tepat | Optimalkan kecepatan batang peregang dan urutan waktu tekanan pra-tiup/tiup utama. | Rendah-Menengah |
ISBM vs IBM vs EBM: Perbandingan Teknologi
Memilih teknologi blow molding yang tepat membutuhkan pemahaman tentang pertimbangan mendasar antara berbagai jenis proses. Perbandingan di bawah ini membantu para insinyur dan manajer pengadaan mengidentifikasi pendekatan optimal untuk aplikasi spesifik mereka.
| Parameter | ISBM Injeksi Peregangan Tiup |
IBM Injeksi Tiup |
EBM Ekstrusi Tiup |
|---|---|---|---|
| Langkah-langkah Proses | Injeksi → Peregangan → Tiup | Injeksi → Tiup | Ekstrusi → Tiup |
| Kekuatan Botol | ★★★★★ | ★★★☆☆ | ★★★☆☆ |
| Kejernihan Optik | ★★★★★ | ★★★★☆ | ★★★☆☆ |
| Akurasi Leher | ★★★★★ | ★★★★★ | ★★☆☆☆ |
| Penghalang Gas | ★★★★★ | ★★★☆☆ | ★★☆☆☆ |
| Bahan yang Kompatibel | PET, PP, PC, PETG, Tritan, PPSU | PP, PE, PET | PE, PP, PVC |
| Volume Ideal | 1ml – 1000ml | 1 ml – 500 ml | 50ml – 200L |
| Skala Produksi | Produksi dalam jumlah kecil → Produksi massal | Produksi dalam jumlah kecil dengan presisi tinggi | Kontainer bervolume besar |

Pertanyaan yang Sering Diajukan