Panduan Teknis untuk Menguasai Rasio Pembesaran, Rekayasa Cetakan, dan Pengkondisian Termal dalam Produksi Kontainer Berdiameter Besar
1. Pendahuluan: Pergeseran Industri ke Toples PET Bermulut Lebar
Dalam lanskap kemasan kontemporer, toples bermulut lebar telah melampaui peran tradisionalnya. Dahulu didominasi oleh kaca yang berat dan mudah pecah, kategori seperti makanan premium (selai kacang, madu, selai organik), kosmetik kelas atas (krim mewah, body butter), dan nutrisi olahraga (bubuk protein, suplemen) secara agresif beralih ke kemasan bermulut lebar. Pencetakan Tiup Peregangan Injeksi (ISBM) memproduksi wadah PET. Pergeseran ini didorong oleh tiga keunggulan: estetika yang jernih, pengurangan berat yang signifikan untuk penghematan logistik, dan keamanan yang melekat pada bahan yang tahan pecah.
Namun, dari sudut pandang manufaktur, produksi toples bermulut lebar—yang biasanya didefinisikan memiliki diameter leher melebihi 50 mm—merupakan tantangan teknik yang sama sekali berbeda dibandingkan dengan produksi botol minuman berleher sempit standar. Sementara botol soda 28 mm adalah masalah komoditas yang "terselesaikan", toples makanan curah 110 mm mendorong batas fisik ilmu polimer dan desain mekanik. Produsen sering menghadapi rintangan yang menakutkan: ketebalan dinding yang tidak merata, kabut di bagian berdinding tebal, dan "leher botol radial" yang ditakuti. Memahami nuansa rekayasa cetakan Dan rasio ledakan Hal ini bukan hanya bermanfaat; ini adalah prasyarat untuk lini produksi yang sukses dan menghasilkan ROI tinggi.
2. Fisika Rasio Ledakan (Blow-Up Ratio/BUR): Mengatasi Hambatan Radial
Untuk menguasai produksi toples bermulut lebar, seseorang harus terlebih dahulu memahami hal berikut: Rasio Ledakan (BUR)BUR adalah hubungan matematis antara dimensi preform cetakan injeksi dan dimensi akhir wadah yang ditiup. Biasanya dibagi menjadi dua vektor: Peregangan Aksial (memanjang) dan Peregangan Lingkaran/Radial (lebar).
Paradoks Mulut Lebar
Dalam ISBM standar, kita ingin memaksimalkan peregangan untuk menginduksi "Orientasi Biaxial," yang menyelaraskan rantai polimer PET untuk menciptakan kekuatan dan kejernihan. Namun, toples bermulut lebar menghadirkan paradoks fisik: Semakin besar lehernya, semakin lebar preform yang dibutuhkan. Semakin lebar preform, semakin sedikit ruang untuk meregangkannya secara radial.
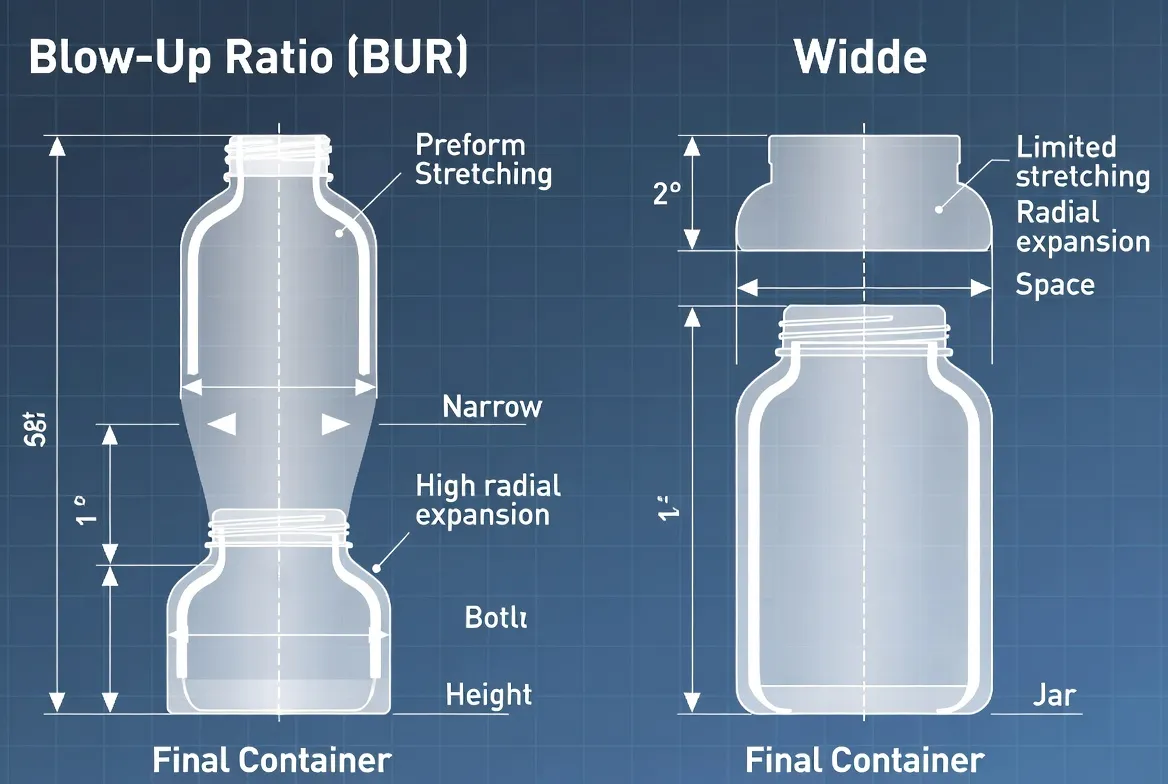
Jika cetakan awal untuk toples berdiameter 80 mm sudah memiliki lebar 75 mm, peregangan radialnya minimal. Tanpa ekspansi radial yang cukup, rantai polimer tetap tidak terorientasi, sehingga menghasilkan wadah yang kurang kaku secara struktural, memiliki kekuatan beban atas yang buruk, dan rentan terhadap "pergeseran" di bawah tekanan atau panas. Solusi ISBMPendekatan rekayasa kami memecahkan masalah ini dengan memanfaatkan geometri preform tingkat lanjutDengan mendesain preform dengan badan yang "bertingkat" atau "meruncing", kami memungkinkan badan preform yang lebih sempit relatif terhadap leher yang besar, sehingga mendapatkan kembali peregangan radial yang dibutuhkan untuk memastikan toples sekuat dan sejernih mungkin.
3. Rekayasa Cetakan untuk Guci Berdiameter Besar: Pintu Masuk, Penjepit, dan Pendinginan
Desain cetakan untuk stoples bermulut lebar memerlukan pendekatan yang berbeda dari rekayasa botol standar. Luas permukaan dasar wadah yang besar dan volume material yang terlibat memerlukan solusi mekanis khusus.
Desain Gerbang Injeksi dan Aliran Lelehan
Karena preform bermulut lebar secara inheren bervolume besar, PET cair harus menempuh jarak yang lebih jauh di dalam rongga injeksi. Desain gerbang yang buruk menyebabkan “Siput Dingin” atau “Tanda Aliran” Di dekat bagian dasar. Cetakan bermulut lebar berkinerja tinggi menggunakan sistem hot-runner khusus dengan gerbang berukuran besar untuk memastikan aliran laminar yang cepat. Ini meminimalkan tegangan geser pada polimer, mencegah "sisa gerbang" menjadi titik kelemahan struktural atau cacat visual pada toples akhir.
Tantangan dalam Mengunci Tonase
Fisika di balik proses meniup toples bermulut lebar melibatkan gaya yang sangat besar. Jika Anda meniup toples dengan alas 100 mm pada tekanan 30 bar, gaya yang mencoba mendorong kedua bagian cetakan terpisah jauh lebih tinggi daripada botol air yang sempit. Mesin standar seringkali mengalami masalah ini. “Pembukaan Cetakan” Selama siklus peniupan, hal ini mengakibatkan "flash" (kelebihan plastik) yang tidak sedap dipandang pada garis pemisah. Mesin ISBM yang dirancang untuk mulut lebar memiliki unit penjepit dengan kekakuan tinggi dan seringkali menggabungkan sistem kompensasi tekanan untuk menjaga agar tetap kedap udara sepanjang siklus.
Sirkuit Air Pendingin Konformal
Stoples kosmetik bermulut lebar seringkali memiliki alas yang sangat tebal untuk meniru kesan mewah dari kaca. Pendinginan bagian-bagian tebal ini secara merata sangat penting. Cetakan modern menggunakan Pendinginan Konformal Sirkuit air—saluran yang dicetak 3D atau dikerjakan dengan mesin presisi yang mengikuti kontur dasar wadah secara tepat. Ini mencegah "bekas penyusutan" dan mengurangi waktu siklus hingga 15% dibandingkan dengan saluran pendingin garis lurus tradisional.
4. Manajemen Termal: Pengkondisian Preform Berdinding Tebal
Keluhan yang sering muncul dalam produksi toples bermulut lebar adalah "kabut" atau "keputihan" pada badan toples. Ini hampir selalu merupakan masalah manajemen termal. Preform yang tebal (seringkali setebal 4mm hingga 7mm) bertindak sebagai isolator termal. Jika bagian luar preform berada pada suhu peniupan yang ideal, bagian intinya mungkin masih terlalu panas, atau bagian dalamnya terlalu dingin.
Keunggulan Stasiun Pengondisian

Dalam One-Step ISBM, Stasiun Pengondisian Inilah rahasia kesuksesan untuk stoples bermulut lebar. Tidak seperti sistem Dua Langkah yang kesulitan memanaskan kembali preform tebal secara merata dengan lampu inframerah, proses Satu Langkah mengambil preform yang masih hangat dari tahap injeksi dan "mengondisikannya". Elemen pemanas/pendingin internal dan eksternal menyamakan suhu di seluruh ketebalan dinding PET. Ini mencegah kristalisasi termal (berubah menjadi putih) dan memastikan bahwa material berada dalam kondisi termoplastik yang sempurna untuk orientasi biaxial, menghasilkan transparansi seperti kaca bahkan pada guci mewah berdinding tebal.
5. Presisi Leher yang Tak Tertandingi: Keunggulan Penyegelan
Untuk wadah bermulut lebar, permukaan penyegelan adalah dimensi yang paling penting. Baik itu lapisan induksi untuk selai kacang atau gasket kelas atas untuk krim wajah, penyegelan bergantung pada... kerataan Dan kebulatan pada bagian leher botol. Pada botol dengan bukaan besar, bahkan penyimpangan 0,2 mm dapat menyebabkan kebocoran atau oksidasi produk.
Pencetakan Injeksi vs. Pemangkasan

Dalam Extrusion Blow Molding (EBM), bagian leher sering kali dipangkas atau dikerok, sehingga menghasilkan partikel dan meninggalkan permukaan penyegelan yang kasar. Dalam Two-Step SBM, bagian leher terkadang dapat mengalami distorsi selama proses pemanasan ulang yang intensif. One-Step ISBM mencetak bagian leher dengan injeksi sesuai dimensi akhir pada stasiun pertama. Karena bagian leher tidak pernah dipanaskan kembali hingga titik lelehnya, maka bagian tersebut tetap mempertahankan bentuknya. presisi tingkat mikrometerHal ini memastikan bahwa setiap toples memiliki "area permukaan" yang benar-benar rata untuk penyegelan induksi, memberikan keamanan anti bocor 100% untuk isi yang bernilai tinggi.
6. ROI dan Pemilihan Mesin: Menyeimbangkan Kavitasi dan Fleksibilitas
Saat berinvestasi pada mesin ISBM untuk stoples bermulut lebar, Pengembalian Investasi (ROI) ditentukan oleh bagaimana Anda menyeimbangkan Kavitasi (jumlah toples yang diproduksi per siklus) dengan Tonase Mesin Dan Fleksibilitas.
| Pertimbangan | Strategi Solusi ISBM |
|---|---|
| Keterbatasan Ruang | Stoples berukuran besar membutuhkan lebih banyak ruang antar rongga. Mesin berkapasitas tinggi memungkinkan pembuatan cetakan bermulut lebar dengan banyak rongga tanpa mengurangi tekanan penjepitan. |
| Pergantian Cepat | Mesin One-Step memungkinkan penggantian cetakan yang lebih cepat, sehingga satu mesin dapat memproduksi stoples 500ml di pagi hari dan wadah curah 2L di sore hari. |
| Pengurangan Limbah | Penanganan "Zero-Scuff" terintegrasi mencegah goresan mikro yang menyebabkan produk cacat dalam produksi wadah kosmetik kelas atas. |

Menguasai Tantangan Mulut Lebar
Produksi toples bermulut lebar kelas dunia membutuhkan lebih dari sekadar mesin; dibutuhkan kemitraan teknik yang memahami keseimbangan yang rumit antara desain preform, rasio pembesaran, dan manajemen panasDi ISBMSolution, kami menyediakan keahlian teknis untuk mengubah desain kemasan kompleks Anda menjadi kenyataan dengan hasil produksi tinggi dan presisi tinggi.