ISBM Satu Tahap vs Dua Tahap: Mana yang Tepat untuk Lini Produksi Anda?
01
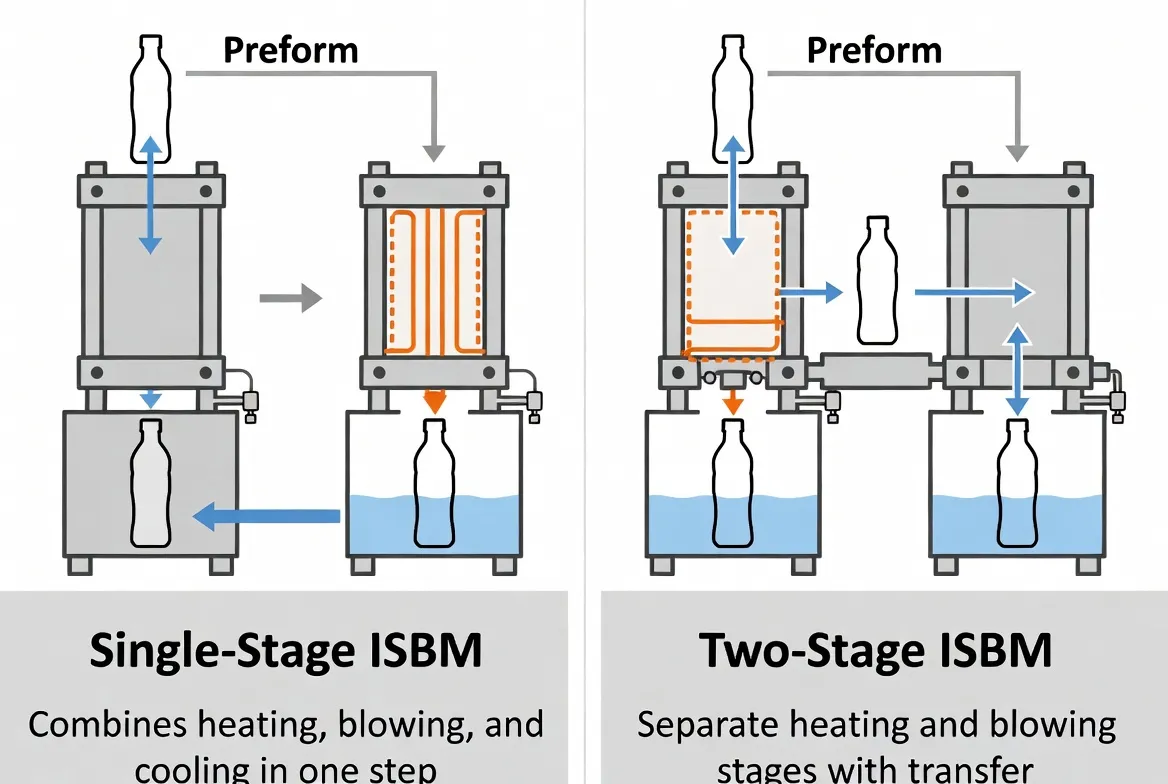
Apa Sebenarnya yang Membedakan ISBM Satu Tahap dari ISBM Dua Tahap?
Cara paling akurat untuk memahami kedua proses ini bukanlah sebagai dua mesin yang berbeda, melainkan sebagai dua hal yang pada dasarnya berbeda. jalur termodinamika ke botol jadi yang sama. Perbedaannya dimulai dan berakhir dengan satu pertanyaan: apakah preform pernah mendingin hingga suhu ruangan antara injeksi dan peniupan? Untuk pemahaman yang lebih mendalam tentang bagaimana seluruh rantai manufaktur bekerja, lihat artikel kami. panduan lengkap proses pembuatan botol PET dan Prinsip kerja mesin ISBM.
ISBM Satu Tahap
Satu mesin · Satu siklus termal berkelanjutan
STA 1 Injeksi Resin & Pencetakan Preform
↓ Panas yang tersimpan
STA 2 Pengaturan Suhu (penyeimbangan)
↓ Transfer langsung
STA 3 Pencetakan Tiup Peregangan
↓
STA 4 Ejeksi & Pendinginan
Karakteristik Utama
Membentuk sebelumnya tidak pernah mendingin hingga suhu ruangan. Panas sisa injeksi dipertahankan dan digunakan — energi termal yang sama menggerakkan dua tahapan proses.
SBM Dua Tahap
Dua mesin · Tahap injeksi & peniupan terpisah
M/C 1 Mesin Cetak Injeksi Preform
↓ Dinginkan hingga ~25°C · Simpan · Transportasi
KEHILANGAN Semua panas injeksi dibuang
↓ Pemanasan ulang IR dari 25°C → 105°C
M/C 2 Mesin Cetak Tiup Peregangan Pemanas Ulang
Karakteristik Utama
Membentuk sebelumnya didinginkan sepenuhnya di antara setiap tahapan. Seluruh panas injeksi terbuang sia-sia, kemudian biaya energi penuh untuk pemanasan ulang dikeluarkan sebelum proses peniupan dapat dimulai.
4 Kesalahpahaman Umum — Dikoreksi
Asumsi Umum
Apa yang Sebenarnya Ditunjukkan oleh Data
“Dua tahap lebih maju”
Kedua teknologi tersebut sudah matang dan banyak digunakan. Teknologi dua tahap dioptimalkan untuk botol standar bervolume tinggi; teknologi satu tahap untuk presisi, fleksibilitas, dan efisiensi energi. Tidak ada yang lebih unggul secara universal.
“Sistem satu tahap hanya cocok untuk volume produksi rendah”
Mesin satu tahap mampu mencapai hingga 8.000 botol per jam dan digunakan oleh produsen minuman skala menengah di seluruh dunia. Beberapa lini satu tahap dapat melampaui output dua tahap sambil tetap mempertahankan fleksibilitas.
“Proses dua tahap menghasilkan botol yang lebih baik”
Botol satu tahap menunjukkan keseragaman orientasi biaxial yang unggul — terutama pada bagian bahu dan dasar — karena preform mengalami riwayat termal tunggal yang berkelanjutan tanpa risiko rekristalisasi selama pendinginan dan pemanasan ulang.
“Produksi dua tahap memiliki biaya modal yang lebih rendah”
Sistem dua tahap memerlukan pembelian dua mesin (injeksi dan SBM), dua set perkakas per SKU, dan ruang lantai tambahan untuk penyimpanan preform. Total pengeluaran modal biasanya lebih tinggi daripada sistem satu tahap untuk kapasitas produksi yang setara di bawah 10.000 bph.
02
Konsumsi Energi: Keunggulan Tersembunyi dari Sistem Satu Tahap
Biaya energi adalah dimensi di mana perbedaan antara kedua proses ini paling terukur — dan paling sering diremehkan dalam keputusan pembelian. Akar penyebabnya adalah termodinamika: produksi dua tahap sengaja membuang semua energi yang diinvestasikan dalam proses plastisasi dan injeksi preform, kemudian menghabiskan energi tambahan untuk memanaskan kembali dari suhu ruangan. Produksi satu tahap menggunakan investasi termal yang sama dua kali.
18–24
kWh / 1.000 botol
ISBM Satu Tahap
25–35% lebih rendah
28–38
kWh / 1.000 botol
SBM Dua Tahap
Biaya pemanasan ulang IR sudah termasuk
¥80.000–120.000
Penghematan listrik tahunan
Per 10 juta botol/tahun
Dengan tarif industri ¥0,8/kWh
Konsumsi Energi berdasarkan Sub-Proses
Kategori Energi
ISBM Satu Tahap
SBM Dua Tahap
Dakwaan
Pemanasan laras injeksi
Standar — digunakan bersama dengan siklus tiup
Standar — mesin khusus
Sebanding
Pemanas IR / pengkondisian
Rendah — hanya pemerataan
Tinggi — pemanasan ulang penuh 25°C → 105°C
Kemenangan satu etape
Udara bertekanan (tiup)
35–40 bar — standar
35–40 bar — standar
Sebanding
Konsumsi air pendingin
Lebih rendah — jalur pendinginan lebih pendek
Lebih tinggi — dua mesin untuk mendinginkan
Kemenangan satu etape
Total perkiraan
18–24 kWh / 1.000 botol
28–38 kWh / 1.000 botol
25–35% lebih rendah
💡
Perspektif Biaya Siklus Hidup 10 Tahun
Dengan produksi tahunan 10 juta botol 500ml dan tarif listrik industri sebesar ¥0,8/kWh, perbedaan biaya energi antara kedua proses tersebut terakumulasi menjadi sekitar ¥800.000–1.200.000 selama siklus hidup mesin 10 tahun. Angka ini saja seringkali menutup kesenjangan biaya modal awal antara kedua kategori peralatan tersebut — menjadikan proses satu tahap sebagai pilihan dengan total biaya lebih rendah untuk sebagian besar aplikasi volume menengah.
03
Kapasitas Output: Di Mana Proses Dua Tahap Unggul
Volume produksi adalah keunggulan yang paling sering disebut-sebut dari proses dua tahap — dan itu memang nyata, tetapi dengan kondisi batasan yang jelas. Memahami Mengapa Mengetahui batas output pada tahap tunggal sama pentingnya dengan mengetahui angka-angkanya, karena pemahaman itu mengungkapkan secara tepat kapan batas tersebut penting dan kapan tidak.
Output mesin satu tahap diatur oleh prinsip stasiun hambatanKeempat stasiun (injeksi, pengkondisian, peniupan, dan pengeluaran) harus selesai dalam siklus mesin yang sama. Pendinginan injeksi — sub-proses paling lambat — mengunci seluruh waktu siklus mesin. Sistem dua tahap memisahkan injeksi dari peniupan secara fisik, memungkinkan masing-masing beroperasi pada laju optimalnya sendiri secara independen.
Menambah jumlah lubang pada rongga / menambah mesin
Titik persilangan volume
~8.000 bph — di atas angka ini, dua tahap menjadi lebih hemat biaya.
Strategi Multi-Line: 2 × Satu Tahap vs 1 × Dua Tahap
Untuk target produksi 12.000 bph, kedua konfigurasi tersebut secara teknis layak. Pilihan tersebut melibatkan tiga pertimbangan lebih lanjut di luar kapasitas produksi mentah:
✅ Redundansi
Dua jalur produksi satu tahap — jika salah satunya mengalami kerusakan karena perawatan, produksi 50% tetap berlanjut. Satu jalur produksi dua tahap — setiap penghentian berarti kehilangan produksi sebesar 100%.
✅ Fleksibilitas Pergantian
Dua jalur produksi satu tahap dapat memproses dua SKU botol yang berbeda secara bersamaan. Satu jalur produksi dua tahap harus berhenti dan beralih untuk mengganti produk.
⚠️ Luas Lantai
Dua lini produksi satu tahap membutuhkan area lantai yang lebih luas daripada satu mesin dua tahap dengan output yang setara. Kendala tata letak lokasi mungkin lebih menguntungkan mesin dua tahap jika ruang terbatas.
04
Investasi Peralatan: Mengapa Proses Satu Tahap Memiliki Biaya Masuk yang Lebih Rendah?
Biaya perkakas merupakan pos pengeluaran yang paling sering diremehkan dalam pengadaan mesin botol PET — khususnya untuk operasi dengan portofolio produk yang beragam. Perbedaan strukturalnya cukup jelas: sistem satu tahap menggunakan satu sistem perkakas gabungan per SKU, sedangkan sistem dua tahap membutuhkan dua sistem perkakas yang cocok dan dikelola secara terpisah per SKU. Untuk lini produk dengan sepuluh format botol, perbedaan investasi perkakas dan kompleksitas manajemen berkelanjutan sangat signifikan. Untuk pertimbangan geometri preform yang lebih detail yang memengaruhi desain perkakas, lihat panduan kami. Panduan desain preform ISBM.
Perbandingan Biaya Peralatan — Konfigurasi 2 Rongga Khas
Item Biaya
ISBM Satu Tahap
SBM Dua Tahap
Keuntungan
Cetakan injeksi
Terpadu — 1 set alat gabungan
Terpisah — 1 cetakan preform independen
Satu tahap lebih sederhana
Cetakan tiup
Terintegrasi — dalam sistem alat yang sama
Terpisah — 1 cetakan tiup independen
Satu tahap lebih sederhana
Biaya pembuatan SKU baru
Bawah — satu alat gabungan
Tingkat lebih tinggi — dua alat independen, harus dicocokkan
Kemenangan satu etape
Waktu peralihan
Lebih singkat — satu kali penggantian alat
Lebih panjang — dua pergantian alat yang cocok
Kemenangan satu etape
Manajemen inventaris peralatan
Sederhana — satu sistem per format botol
Kompleks — pelacakan berpasangan di dua mesin
Kemenangan satu etape
Penggunaan kembali cetakan preform (multi-mesin)
Tidak berlaku
Satu cetakan preform dapat memasok beberapa mesin peniup.
Keunggulan dua tahap dalam skala besar
📌
Pengecualian: Operasi SKU Tunggal Bervolume Tinggi
Untuk operasi produksi botol standar tunggal dalam volume sangat tinggi (misalnya lini botol air 500ml khusus dengan kapasitas 20.000+ botol per jam), pendekatan dua tahap menawarkan keuntungan penggunaan kembali perkakas: satu cetakan injeksi preform yang berjalan terus menerus dapat memasok beberapa mesin cetak tiup. Dalam skenario khusus ini, biaya perkakas per unit untuk pendekatan dua tahap lebih rendah. Di luar skenario ini, struktur perkakas gabungan satu tahap hampir selalu merupakan pilihan yang lebih hemat biaya.
05
Kualitas, Bentuk & Aplikasi Botol: Di Mana Sistem Satu Tahap Tak Tertandingi
Kualitas botol dan kemampuan bentuknya adalah dimensi yang paling menentukan bagi pembeli kemasan khusus — dan di sinilah kedua proses tersebut berbeda secara dramatis. Untuk pemahaman mendalam tentang bagaimana orientasi biaxial menentukan kinerja mekanis, lihat panduan kami tentang orientasi biaxial dan kekuatan botol PET.
Kesamaan Orientasi — Keunggulan Kualitas Satu Tahap
Karena preform satu tahap tidak pernah sepenuhnya dingin, ia memasuki stasiun peniupan setelah mengalami riwayat termal tunggal dan berkelanjutan. Tidak ada peristiwa rekristalisasi selama fase pendinginan, dan tidak ada siklus termal kedua yang memperkenalkan gradien suhu baru dari pemanasan ulang IR. Hasilnya adalah orientasi molekuler yang lebih homogen di seluruh dinding botol — khususnya di zona transisi bahu dan area kubah dasar, di mana botol dua tahap lebih sering menunjukkan defisit orientasi. Untuk aplikasi farmasi dan kosmetik presisi di mana toleransi keseragaman dinding sangat ketat, perbedaan ini sangat signifikan secara komersial.
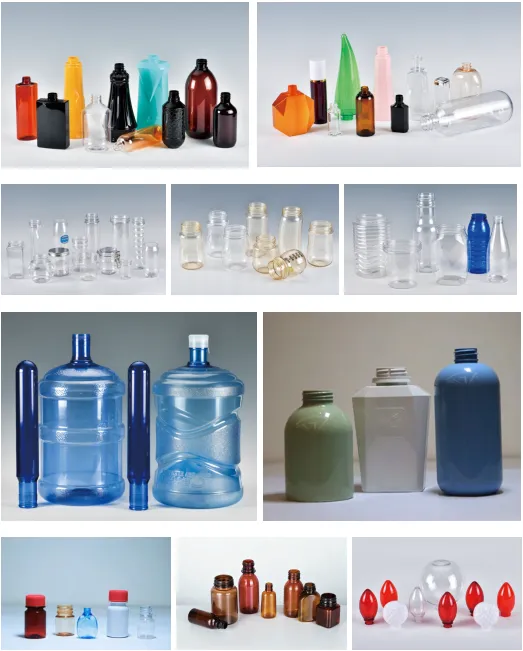
Kompatibilitas Bentuk & Format Botol
Jenis Botol
ISBM Satu Tahap
SBM Dua Tahap
Alasan
Botol bundar standar (air / minuman ringan)
✅
✅
Kedua proses tersebut sepenuhnya mampu
Wadah bermulut lebar (bukaan >38mm)
✅
⚠️
Pemanasan IR kesulitan memanaskan preform berleher lebar secara merata.
Penampang melintang oval / datar / asimetris
✅
⚠️
Preform yang tidak bulat mengalami pemanasan IR yang tidak merata — satu sisi lebih panas daripada sisi lainnya.
Gagang botol (pegangan terintegrasi)
✅
❌
Geometri pegangan tidak kompatibel dengan stasiun pemanasan ulang IR standar.
Botol presisi kecil (<100ml)
✅
⚠️
Preform kecil berdinding tipis cepat mengalami panas berlebih di bawah IR — jendela proses yang sempit.
Wadah besar (3–10L)
✅
⚠️
Preform berdinding tebal berukuran besar memerlukan waktu pemanasan ulang IR yang lebih lama — hal ini mengurangi output secara signifikan.
Botol isi panas / botol yang dipanaskan
✅
✅
Keduanya tersedia dengan opsi cetakan yang dipanaskan.
✅ Didukung sepenuhnya ⚠️ Dimungkinkan dengan keterbatasan / kualitas berkurang ❌ Tidak didukung
💊
Farmasi
Produksi dalam jumlah kecil, berbagai format, kompatibel dengan GMP, toleransi leher yang presisi. Satu tahap adalah standar industri.
Tahap Tunggal
🧴
Kosmetik / Perawatan Pribadi
Bentuk oval, datar, dan asimetris mendominasi. Pencetakan dua tahap secara fisik tidak dapat menghasilkan bentuk-bentuk ini dengan andal. Hanya pencetakan satu tahap yang bisa.
Hanya Satu Tahap
🫒
Minyak Nabati
Botol bermulut lebar dan berpegangan ukuran 1–5 liter. Geometri leher dan pegangan yang lebar menjadikan proses satu tahap sebagai satu-satunya proses yang layak.
Hanya Satu Tahap
💧
Air Bervolume Tinggi (20.000+ bph)
Bentuk standar bulat, SKU tunggal dengan volume sangat tinggi. Keunggulan skala dari proses dua tahap sepenuhnya terwujud di sini.
Dua Tahap Lebih Disukai
06
Kompleksitas Operasional & Total Biaya Kepemilikan
Harga pembelian peralatan hanyalah item pertama dari keputusan investasi mesin. Total biaya kepemilikan (TCO) selama masa pakai mesin 10 tahun mengintegrasikan energi, tenaga kerja, pemeliharaan, bahan habis pakai, logistik preform, dan risiko waktu henti — dan dalam perhitungan yang lebih luas ini, satu tahap secara konsisten menunjukkan TCO yang lebih rendah untuk operasi di bawah titik persilangan 8.000 bph. Untuk pertimbangan biaya pemeliharaan terkait kerusakan, lihat bagian kami. Panduan cacat dan solusi ISBM.
Total Biaya Kepemilikan — Faktor-Faktor Utama yang Mendorong Biaya
Kategori Biaya
ISBM Satu Tahap
SBM Dua Tahap
Keuntungan
Peralatan modal (awal)
Pembelian 1 mesin
2 pembelian mesin (injeksi + SBM)
Tahap tunggal
Luas lantai pabrik yang dibutuhkan
Ukuran yang ringkas
Lebih besar — 2 mesin + area penyimpanan preform
Tahap tunggal
Operator per shift
1–2 operator
2–3 operator (dua stasiun mesin)
Tahap tunggal
Program pemeliharaan
1 program pemeliharaan
2 program pemeliharaan independen
Tahap tunggal
Penggantian lampu IR
Tidak berlaku
Biaya konsumsi berulang — lampu mengalami degradasi seiring berjalannya jam produksi.
Tahap tunggal
Melakukan penyimpanan & logistik
Tidak ada — penyuntikan hingga tiupan terjadi secara instan.
Diperlukan — stok penyangga, penanganan, risiko kontaminasi ulang
Tahap tunggal
Biaya energi (tahunan)
25–35% lebih rendah per 1.000 botol
Energi pemanasan ulang IR penuh ditambahkan ke energi injeksi.
Tahap tunggal
⚠️ Biaya Tersembunyi Penyimpanan Preform dalam Operasi Dua Tahap
Fasilitas dua tahap biasanya menyimpan stok penyangga preform selama 3–14 hari. Selain modal kerja yang terikat, preform yang disimpan menghadapi tiga risiko kualitas spesifik:
Penyerapan Kembali Kelembapan
Pengerjaan resin yang telah dikeringkan sebagian menjadi tidak sempurna — preform yang disimpan menyerap kelembapan atmosfer, sehingga meningkatkan kandungan AA dalam botol jadi.
Kerusakan Fisik Saat Penanganan
Kerusakan ulir leher pipa selama pengangkutan massal atau penanganan dalam wadah dapat menyebabkan kemacetan jalur pengisian yang terjadi secara berkala dan sulit dilacak sumbernya.
Risiko Kontaminasi
Penyimpanan preform secara terbuka dapat menyebabkan kontaminasi debu, serangga, dan benda asing — sebuah risiko kepatuhan yang kritis dalam aplikasi farmasi dan pangan.
⭐ Meja Utama
Perbandingan Lengkap: ISBM Satu Tahap vs Dua Tahap Sekilas
Tabel di bawah ini menggabungkan kelima dimensi pengambilan keputusan ke dalam satu referensi. Gunakan tabel ini bersamaan dengan analisis skenario di Bagian 7 dan daftar periksa di Bagian 8 untuk menyelesaikan pemilihan proses Anda.
ISBM Satu Tahap vs SBM Dua Tahap — Matriks Keputusan 9 Dimensi
Dua tahap 1 keunggulan nyata (volume sangat tinggi)
Mengikat Botol bulat standar + tergantung volume
07
Proses Mana yang Sesuai dengan Aplikasi Anda? Enam Skenario Nyata
Setiap keputusan terkait peralatan pada akhirnya bermuara pada serangkaian persyaratan produksi spesifik. Enam skenario berikut mewakili profil pembeli paling umum yang ditemui dalam pemilihan mesin botol PET — masing-masing dengan rekomendasi eksplisit, bukan sekadar jawaban yang ambigu.
S·01
Pabrik Peng bottling Air Baru — Target 20.000 botol per jam
Botol PET bulat standar 500ml, SKU tunggal, operasi volume tinggi berkelanjutan.
DUA TAHAP DISARANKAN
Volume produksi jauh melebihi batas ekonomis produksi satu tahap. Format botol bundar standar sepenuhnya sesuai dengan keunggulan produksi dua tahap. Keunggulan penggunaan kembali cetakan preform di berbagai mesin peniup menghasilkan biaya produksi per unit terendah pada skala ini. Ini adalah skenario produksi dua tahap yang ideal.
S·02
Produsen Kontrak Kosmetik — Multi-SKU, Beragam Bentuk
500–2.000 bph, botol oval dan asimetris, 10+ format aktif, pergantian yang sering.
TAHAP TUNGGAL YANG KUAT
Proses dua tahap secara struktural tidak mampu menghasilkan botol non-bulat dengan kualitas yang dapat diterima — pemanasan IR menciptakan distribusi suhu asimetris pada preform oval, menyebabkan variasi dinding yang tidak dapat sepenuhnya diperbaiki oleh penyesuaian proses apa pun. Proses satu tahap adalah satu-satunya pilihan yang layak. Struktur perkakas gabungan juga secara signifikan mengurangi investasi per format di seluruh portofolio SKU yang beragam.
S·03
Perusahaan Farmasi — Botol Cairan Oral, Lingkungan GMP
Botol presisi 50–250 ml, produksi ruang bersih, berbagai senyawa aktif.
TAHAP TUNGGAL YANG KUAT
Pengemasan satu tahap adalah standar industri pengemasan farmasi. Lingkungan produksi tertutup meminimalkan risiko kontaminasi. Volume botol kecil dengan toleransi leher yang ketat mendapat manfaat dari kontrol pengkondisian presisi ISBM. Tidak adanya penyimpanan preform berarti risiko kontaminasi ulang nol — sangat penting untuk kepatuhan GMP. Lingkungan penyimpanan preform terbuka pada pengemasan dua tahap merupakan kelemahan struktural GMP di sebagian besar konteks farmasi.
S·04
Produsen Minyak Nabati — Botol Mulut Lebar dan Pegangan 1–5L
2.000–6.000 botol per jam, wadah bermulut lebar, beberapa format dengan pegangan terintegrasi.
HANYA SATU TAHAP
Format botol bermulut lebar dan bertangkai secara struktural berada di luar batas kemampuan SBM dua tahap. Preform berleher lebar tidak dapat dipanaskan secara seragam dalam oven IR standar, dan preform bertangkai secara fisik tidak kompatibel dengan sistem transfer dan pemanasan dua tahap. Satu tahap adalah satu-satunya jalur produksi yang layak — bukan pilihan, tetapi persyaratan teknis yang mutlak.
S·05
Pengemas Kontrak Minuman — 500ml–2L CSD, 5.000 botol per jam
Volume sedang, botol bundar standar, tetapi juga memproduksi beberapa format khusus.
TAHAP TUNGGAL (TEPI SEDIKIT)
Pada kapasitas 5.000 botol per jam, kedua proses tersebut secara teknis layak untuk botol bundar standar. Faktor penentunya adalah campuran produk. Jika fasilitas ini juga memproduksi format non-bundar, khusus, atau bermulut lebar — bahkan sesekali — mesin satu tahap adalah satu-satunya mesin yang mencakup seluruh rentang produk. Keunggulan energi mesin satu tahap sebesar 25–35% dan biaya perkakas yang lebih rendah per SKU menghasilkan TCO 10 tahun yang lebih baik pada tingkat volume ini. Mesin dua tahap hanya layak dievaluasi jika lini produknya adalah dan akan tetap eksklusif untuk botol bundar standar.
S·06
Kapasitas Injeksi Preform yang Ada — Memperluas Output Tiupan
Sudah mengoperasikan mesin cetak injeksi yang memproduksi preform; menambah kapasitas peniupan.
SBM DUA TAHAP SAJA
Dengan aset pencetakan injeksi yang sudah ada, pembelian mesin SBM pemanasan ulang mandiri menjadi jalur ekspansi dengan efisiensi modal tertinggi. Peralatan preform dan kapasitas injeksi yang sudah dimiliki dapat dimanfaatkan sepenuhnya — membeli ISBM satu tahap dalam situasi ini berarti membayar untuk kemampuan injeksi yang sudah Anda miliki. SBM dua tahap saja adalah jawaban yang jelas di sini, asalkan format botolnya standar bulat.
Matriks Keputusan Skenario — Referensi Cepat
Skenario
Volume
Jenis Botol
Rekomendasi
Pembangkit air baru
20.000 bph
Bulat standar
Dua Tahap
Kontrak kosmetik
500–2.000 bph
Beragam / asimetris
Tahap Tunggal
GMP Farmasi
500–3.000 bph
Botol presisi kecil
Tahap Tunggal
Minyak yang dapat dimakan
2.000–6.000 bph
Mulut lebar / pegangan
Hanya Satu Tahap
CSD volume menengah
5.000 bph
Putaran + beberapa spesialisasi
Tahap Tunggal (tepi)
Aset preform yang ada
Setiap
Bulat standar
Hanya SBM Dua Tahap
08
Daftar Periksa Keputusan 10 Pertanyaan Anda Sebelum Memilih Proses
Jawablah sepuluh pertanyaan ini berdasarkan kebutuhan produksi spesifik Anda. Setiap pertanyaan dipasangkan dengan sinyal proses — pola jawaban akan mengkonfirmasi arah Anda dengan jelas.
Pertanyaan 1–6 — Sinyal yang Mendukung Tahap Tunggal
3 jawaban YA atau lebih → Proses satu tahap adalah yang direkomendasikan.
Pertanyaan 1
Apakah target produksi Anda di bawah 8.000 bph per lini?
YA → Sistem satu tahap menghasilkan output yang setara dengan biaya modal dan energi yang lebih rendah. Keunggulan volume sistem dua tahap tidak berlaku pada skala ini.
Q2
Apakah ada botol Anda yang memiliki penampang tidak bulat, oval, pipih, atau asimetris?
YA → Diperlukan satu tahap. Pemanasan IR dua tahap menciptakan variasi dinding yang tidak dapat diterima pada preform yang tidak simetris.
Q3
Apakah rangkaian produk Anda mencakup wadah bermulut lebar (diameter bukaan >38mm)?
YA → Diperlukan satu tahap. Preform berleher lebar tidak dapat dipanaskan secara seragam di stasiun IR dua tahap.
Q4
Apakah Anda memproduksi kemasan farmasi atau kosmetik yang memerlukan produksi ruang bersih GMP?
YA → Tahap tunggal sangat disukai. Produksi sistem tertutup dan tanpa paparan penyimpanan preform merupakan keunggulan kepatuhan GMP.
Q5
Apakah Anda akan memproduksi lebih dari 5 SKU botol berbeda pada lini produksi yang sama?
YA → Struktur perkakas gabungan satu tahap memberikan investasi perkakas dan kompleksitas manajemen yang jauh lebih rendah di seluruh portofolio SKU yang beragam.
Q6
Apakah biaya energi merupakan faktor penting dalam ekonomi produksi Anda?
YA → Keunggulan energi 25–35% satu tahap adalah penghematan biaya yang berulang dan terus meningkat sepanjang umur mesin.
Pertanyaan 7–10 — Sinyal yang Mendukung Dua Tahap
2 jawaban YA atau lebih → Penilaian dua tahap memerlukan evaluasi serius.
Q7
Apakah Anda sudah memiliki atau saat ini mengoperasikan peralatan injeksi preform?
YA → Membeli mesin SBM reheat mandiri memanfaatkan aset injeksi yang sudah ada. Membeli mesin satu tahap berarti membayar dua kali lipat untuk kemampuan injeksi.
Q8
Apakah volume target Anda secara konsisten di atas 15.000 bph pada satu baris?
YA → Arsitektur multi-rongga dua tahap memberikan biaya modal dan biaya per unit terendah pada skala ini. Satu tahap akan membutuhkan banyak mesin.
Q9
Apakah produk utama Anda berupa botol PET bundar standar tunggal dengan volume produksi sangat tinggi?
YA → Pencetakan dua tahap dioptimalkan secara tepat untuk skenario ini. Keunggulan penggunaan kembali preform dan jumlah rongga sepenuhnya terwujud ketika keragaman format adalah nol.
Q10
Apakah luas lahan lokasi sangat terbatas dan apakah solusi mesin tunggal lebih disukai secara operasional?
YA → Satu mesin dua tahap berkapasitas besar memiliki ukuran yang lebih kecil daripada beberapa lini satu tahap dengan output yang setara. Lokasi baru dengan keterbatasan ruang mungkin lebih menyukai mesin dua tahap di atas 10.000 bph.
Siap mencocokkan kebutuhan Anda dengan mesin yang tepat?
Tim teknik ISBM Solution menyediakan pemilihan mesin khusus aplikasi, analisis kapasitas, dan perbandingan ROI untuk konfigurasi satu tahap yang disesuaikan dengan format botol dan target produksi Anda.
Apa perbedaan utama antara ISBM satu tahap dan ISBM dua tahap?
Perbedaan mendasar terletak pada termodinamika: pada ISBM satu tahap, preform beralih dari injeksi ke peniupan peregangan dalam satu siklus mesin kontinu, mempertahankan panas injeksinya sepanjang proses. Pada produksi dua tahap, preform didinginkan sepenuhnya hingga suhu ruangan, disimpan, kemudian dipanaskan kembali dari suhu sekitar menggunakan pemanas inframerah sebelum ditiup. Ini berarti produksi dua tahap membutuhkan energi yang jauh lebih banyak per botol (25–35% lebih banyak) tetapi memisahkan injeksi dan peniupan, memungkinkan output maksimum yang lebih tinggi per lini dengan menambahkan rongga peniupan secara independen dari kapasitas injeksi.
Proses mana yang menghasilkan botol PET berkualitas lebih baik?
Untuk aplikasi standar, kedua proses menghasilkan botol yang memenuhi spesifikasi kualitas yang sama. Untuk aplikasi presisi atau kompleks, proses satu tahap memiliki keunggulan yang terukur. Karena preform mengalami riwayat termal kontinu tunggal — tidak pernah mendingin dan mengkristal ulang antara injeksi dan peniupan — orientasi biaxial botol jadi lebih homogen, terutama pada bagian bahu dan kubah dasar. Hal ini menghasilkan distribusi ketebalan dinding yang lebih konsisten dan sifat mekanik yang lebih baik di area botol yang secara geometris menantang. Untuk aplikasi farmasi dan kosmetik dengan toleransi yang ketat, perbedaan ini sangat signifikan secara komersial.
Apakah ISBM satu tahap lebih hemat energi dibandingkan dengan ISBM dua tahap?
Ya, secara substansial. Mesin satu tahap mengkonsumsi sekitar 18–24 kWh per 1.000 botol. Sistem dua tahap mengkonsumsi sekitar 28–38 kWh per 1.000 botol — selisih 25–351 TP3T. Perbedaan ini disebabkan oleh tahap pemanasan ulang inframerah dalam produksi dua tahap, yang harus memasok energi termal penuh untuk menaikkan suhu preform dari suhu ruangan (sekitar 25°C) ke jendela tiup (95–115°C). Sistem satu tahap hanya membutuhkan langkah penyeimbangan pengkondisian, karena preform mempertahankan panas yang signifikan dari injeksi. Selama siklus hidup mesin 10 tahun yang memproduksi 10 juta botol per tahun, perbedaan energi ini mewakili sekitar ¥800.000–1.200.000 dalam biaya listrik dengan tarif industri umum.
Bisakah mesin ISBM satu tahap menghasilkan toples bermulut lebar?
Ya — wadah bermulut lebar (termasuk toples dengan bukaan di atas 38 mm, hingga diameter 120 mm) merupakan keunggulan aplikasi utama dari ISBM satu tahap. Karena tahap pengkondisian menggunakan mandrel dan bukan deretan lampu IR, proses ini dapat mengkondisikan secara seragam preform berleher lebar dan berdiameter besar yang akan dipanaskan secara asimetris atau berlebihan dalam oven IR dua tahap. Mesin SBM dua tahap memiliki keterbatasan teknis yang signifikan untuk format bermulut lebar, dan sebagian besar produksi toples khusus dalam PET menggunakan ISBM satu tahap sebagai jalur proses utama.
Pada volume produksi berapa saya harus beralih dari satu tahap ke dua tahap?
Titik persilangan berada sekitar 8.000 botol per jam per lini, dan secara khusus hanya berlaku untuk format botol bulat standar. Di bawah 8.000 botol per jam, proses satu tahap menghasilkan output yang setara dengan biaya modal yang lebih rendah, konsumsi energi yang lebih rendah, biaya perkakas per SKU yang lebih rendah, dan tanpa biaya penyimpanan preform. Di atas 8.000 botol per jam pada satu lini dengan botol bulat standar sebagai produk eksklusif, keunggulan penskalaan jumlah rongga pada proses dua tahap mulai memberikan biaya per unit yang lebih rendah. Namun, jika rangkaian produk Anda mencakup format non-bulat, bermulut lebar, atau asimetris — bahkan pada volume tinggi — proses satu tahap tetap menjadi proses yang dibutuhkan terlepas dari target output, karena proses dua tahap tidak dapat menghasilkan format ini secara andal.