Fabricación de botellas de PET: Guía completa del proceso paso a paso
El PET (tereftalato de polietileno) es el polímero de envasado más utilizado en el mundo para alimentos y bebidas líquidas. Su combinación de transparencia óptica, resistencia química, resistencia mecánica y reciclabilidad lo convierte en el material preferido para agua, refrescos, zumos, aceites comestibles, líquidos farmacéuticos y productos de cuidado personal. Sin embargo, detrás de cada botella de PET ligera y transparente se esconde un proceso de fabricación de ocho etapas controlado con precisión, donde desviaciones de unos pocos grados o milisegundos pueden marcar la diferencia entre un producto conforme y un producto totalmente rechazado.
Esta guía documenta la cadena completa de producción de botellas de PET, desde la selección de la resina cruda hasta la compatibilidad con el llenado posterior, incluyendo los parámetros del proceso, los estándares de calidad y los principios de ingeniería que rigen cada etapa. En la producción mediante moldeo por inyección-estirado-soplado (ISBM), las etapas 3 a 6 se realizan dentro de una única máquina integrada, lo que hace que el proceso sea más rápido y energéticamente eficiente que los métodos convencionales de dos etapas.
Descripción general del proceso
Producción de botellas de PET: 8 pasos de un vistazo
Paso
Escenario
Proceso clave
Salida / Objetivo
01
Selección de materia prima
Grado de resina PET, especificación IV, contenido de AA
IV ≥0,76 dL/g · AA ≤1 ppm
02
Secado de resina
Secado con desecante, control del punto de rocío, tiempo de residencia
Humedad ≤50 ppm
03
Moldeo por inyección de preformas
Plastificación, llenado, mantenimiento de la presión, enfriamiento
Preforma · Punto de fusión: 270–285 °C
04
Acondicionamiento de preformas
Equilibrio de temperatura a través de la pared de la preforma
95–115 °C uniforme
05
Moldeo por soplado y estiramiento
Orientación biaxial: estiramiento de la varilla + soplado a alta presión
BUR ≥10× · 35–40 bar
06
Expulsión y refrigeración
Desmoldeo, estabilización dimensional, enfriamiento del cuello
Superficie ≤40 °C en el momento de la liberación
07
Inspección de calidad
Pruebas visuales, dimensionales, mecánicas, de barrera y AA
Decisión de aprobar/rechazar
08
Preparación para el envasado y llenado
Interfaz de línea de transporte, almacenamiento y llenado
Botella lista para rellenar
Flujo de producción de principio a fin
🧪
RESINA
Paso 1–2
→
💉
PREFORMAR
Paso 3
→
🌡️
CONDICIÓN
Paso 4
→
CENTRO
💨
EXPLOTAR
Paso 5
→
❄️
EXPULSAR
Paso 6
→
🔬
Control de calidad
Paso 7
→
🏭
LLENAR
Paso 8
Paso 01
Selección del grado adecuado de resina PET
La resina PET no es un material estandarizado. El PET para botellas, fibras y películas difiere fundamentalmente en la distribución del peso molecular y la viscosidad intrínseca (VI), y el uso de la resina incorrecta es una de las causas principales de los defectos de producción en ISBM que no se pueden solucionar únicamente ajustando la máquina. La selección de la resina determina el rendimiento máximo de la botella terminada antes de introducir cualquier parámetro en el controlador de la máquina.
Tres parámetros definen las especificaciones de la resina PET para la producción de botellas: viscosidad intrínseca (VI), contenido de acetaldehído (AA) y grado de color/transparencia. Cada uno debe verificarse con un certificado de análisis del proveedor antes de que se apruebe el uso de cada lote entrante.
① Viscosidad intrínseca (IV)
El valor IV es una medida directa de la longitud de la cadena molecular del PET. Para la producción de botellas ISBM, el rango aceptable es 0,76–0,84 dL/gPor debajo de este rango, la resistencia a la fusión es insuficiente para un estiramiento biaxial controlado. Por encima de 0,90 dL/g, las presiones de inyección alcanzan niveles problemáticos.
Agua / bebidas sin gas 0,76–0,80
Bebidas refrescantes carbonatadas 0,80–0,84
Relleno en caliente / termofijado 0,80–0,84
Farmacéutico 0,76–0,80
② Contenido de acetaldehído (AA)
El AA es un subproducto de la degradación térmica del PET. En los envases en contacto con alimentos, el AA elevado migra al agua o a las bebidas, impartiendo un sabor desagradable detectable en concentraciones superiores a 20–40 ppb. El cumplimiento normativo exige que el contenido de AA de la resina entrante sea de ≤1 ppm De conformidad con la normativa FDA 21 CFR y el Reglamento UE 10/2011.
Umbrales de cumplimiento
Resina entrante: ≤1 ppm AA
Grado farmacéutico: ≤0,5 ppm AA
Botella terminada (espacio libre): ≤10 μg/L
③ Grado de color y transparencia
Las botellas de PET transparentes estándar requieren una resina con un valor L* ≥85 en el espacio de color CIELAB y un índice de amarillez (YI) mínimo. Las botellas de color y opacas utilizan gránulos de masterbatch compatibles con PET que deben ser térmicamente estables hasta 295 °C y estar aprobados para el contacto con alimentos.
Botella transparente L* mínimo ≥85
Estabilidad térmica del masterbatch ≥295°C
TiO₂ opaco (relación de reducción típica) 2–5%
♻️
rPET en la producción de ISBM
El PET reciclado (rPET) se utiliza cada vez más en la producción de botellas debido a las exigencias de sostenibilidad de las marcas. Sin embargo, los valores de índice de viscosidad intrínseca (IV) del rPET suelen ser entre 0,04 y 0,08 dL/g inferiores a los del PET virgen debido a la ruptura de la cadena durante el reciclaje. La mezcla con un contenido de rPET de entre 25 y 501 TP3T requiere un ajuste del rango de parámetros del proceso, en particular la temperatura de fusión y la relación de estiramiento, y debe confirmarse el cumplimiento de las normativas pertinentes (EFSA, FDA) para el contacto con alimentos. Máquinas ISBM Los sistemas de estiramiento con control preciso de temperatura y servoaccionamiento son idóneos para el procesamiento de mezclas de rPET.
Paso 02
Secado de la resina PET: El paso de preparación más crítico
El PET es altamente higroscópico. Incluso la resina recién envasada absorbe rápidamente la humedad atmosférica al abrirse, alcanzando niveles de humedad de 3000 a 4000 ppm tras solo unas horas de exposición a la humedad típica de un almacén. A temperaturas de 270 a 295 °C en el cilindro de inyección, las moléculas de agua residuales sufren degradación hidrolítica: rompen los enlaces éster del PET, generando CO₂ (que produce burbujas visibles), acetaldehído (que causa sabores extraños) y un peso molecular reducido (medido como gotas de solución intravenosa). El resultado acumulativo son burbujas, turbidez y botellas con estructura debilitada.
Ningún ajuste de los parámetros de la máquina puede compensar una resina insuficientemente seca. Esto convierte al paso 2 en la etapa de preparación más importante en la producción de botellas de PET; sin embargo, también es la etapa que con mayor frecuencia se omite bajo presión.
Protocolo estándar de secado de PET: sistema de tres parámetros
160°C
Temperatura de secado
Mín. 150 °C · Máx. 180 °C
No exceder el riesgo de oxidación
≥4 horas
Tiempo de residencia
Máximo 6 horas a temperatura
Mayor riesgo de oxidación térmica
≤−40°C
Punto de rocío en la salida
Medido en la entrada de aire de la tolva
Monitorear continuamente
≤50 ppm
Contenido de humedad objetivo
Verificado por Karl Fischer
método de titulación
✅ Secador deshumidificador desecante
Recircula aire seco en circuito cerrado a través del lecho de resina, independientemente de la humedad ambiental. Alcanza y mantiene un punto de rocío ≤−40 °C sin importar la estación ni el clima. La opción estándar de la industria para el procesamiento de PET.
Recomendado para toda la producción de PET ISBM
❌ Secador de aire caliente
Sopla aire ambiente calentado a la temperatura de secado sobre la resina. En climas húmedos o en condiciones estivales, el punto de rocío del aire de entrada puede ser de +20 °C o superior, lo que hace físicamente imposible secar el PET por debajo de 500 ppm, independientemente de la temperatura o el tiempo.
No apto para la producción de botellas de PET.
Recordatorios sobre prácticas de producción
→ Registre el tiempo de residencia de la resina en cada cambio de turno; no asuma continuidad con respecto al turno anterior.
→ Antes de los cierres por vacaciones, vacíe la tolva o cambie al modo de espera; no deje resina sin secar en una tolva sellada durante más de 8 horas.
→ El primer lote de cada nuevo lote de resina debe someterse a la prueba Karl Fischer antes de la aprobación de la producción; no se fíe únicamente del certificado del proveedor.
→ Reemplace los lechos desecantes según lo programado: una variación del punto de rocío superior a -30 °C indica saturación del lecho; no continúe la producción.
Paso 03
Moldeo por inyección de la preforma
La preforma es la forma intermedia de la botella de PET: un tubo de paredes gruesas moldeado con precisión cuya geometría determina todo sobre el envase final. Su perfil de espesor de pared, las dimensiones del acabado del cuello, el diámetro exterior del cuerpo y el peso total definen la distribución del material durante el soplado por estirado, la resistencia mecánica alcanzable y la eficiencia de producción de toda la línea. En la producción ISBM, la preforma se moldea por inyección en la Estación 1 de la misma máquina que la soplará, conservando el calor del proceso y eliminando los pasos de almacenamiento y recalentamiento necesarios en la producción de dos etapas. Para obtener una guía técnica detallada sobre el diseño de la geometría de la preforma, consulte nuestra Guía de diseño de preformas ISBM.
El moldeo por inyección de preformas se desarrolla en cuatro subfases secuenciales, cada una con sus propios parámetros de proceso e impacto en la calidad:
I
Plastificación
Los gránulos de PET secos se introducen en el cilindro del tornillo alternativo y se plastifican mediante una combinación de cizallamiento del tornillo y conducción del calentador de banda. La temperatura objetivo de fusión es 270–285 °C a través de las zonas del cañón. La relación L/D del tornillo para PET suele ser de 20–24:1. La contrapresión se ajusta a un valor bajo (5–15 bar) para minimizar el calentamiento por cizallamiento adicional y la generación de AA.
Temperatura de fusión: 270–285 °C Contrapresión: 5–15 bar L/D: 20–24:1
II
Fase de llenado
El material fundido se inyecta en la cavidad de la preforma a través de un sistema de canal caliente. La velocidad de inyección se controla en 4 a 6 etapas programables. La restricción crítica es la fase de entrada de la compuerta (0–10% de inyección): si la velocidad de la etapa 1 excede 30 mm/sLa tensión de cizallamiento en el punto de compuerta excede la capacidad de relajación del PET, creando el patrón de tensión congelada conocido como rubor de compuerta. Las etapas posteriores pueden utilizar velocidades más altas una vez que se establece el área de compuerta.
Etapa 1: ≤30 mm/s Canal caliente: equilibrio de ±2 °C Punta de la compuerta: 0,8–1,2 mm
III
Fase de mantenimiento de presión
Una vez llenada la cavidad, se aplica presión de mantenimiento para compensar la contracción volumétrica a medida que el material fundido se enfría. La presión de mantenimiento suele ser de 60 a 80 1 TP3 T de la presión máxima de inyección, mantenida durante 1,5–3,0 segundos Dependiendo del espesor de la pared. Un tiempo de sujeción insuficiente provoca marcas de hundimiento y submuestreo. Una presión de sujeción excesiva genera tensiones internas congeladas y marcas blancas en la zona de inyección.
Presión de mantenimiento: 60–80% del pico Tiempo de retención: 1,5–3,0 s
IV
Fase de enfriamiento
La preforma se enfría en el molde de inyección a una temperatura en la que es dimensionalmente estable como para transferirla a la estación de acondicionamiento sin deformación. El objetivo del agua de refrigeración del molde es 5–10 °CLa preforma debe estar a 60 °C o menos en el núcleo antes de la eyección. El tiempo de enfriamiento es el factor que más influye en el tiempo total del ciclo; optimizar la uniformidad del espesor de la pared reduce los requisitos de tiempo de enfriamiento y mejora directamente el rendimiento de la máquina.
Enfriamiento del molde: 5–10 °C Temperatura central en el momento de la eyección: ≤60 °C
Criterios de aceptación de calidad de las preformas
Característica
Método
Límite de aceptación
Espesor de pared (4 puntos)
medidor ultrasónico
Desviación ≤0,05 mm
Dimensiones del acabado del mástil
Calibre pasa/no pasa
Según estándar (por ejemplo, PCO de 28 mm)
Peso
Balanza de precisión
±0,1 g del objetivo
Apariencia
Caja de luz/visual
Sin burbujas, marcas de hundimiento, rubor en la puerta
Transparencia
Transmisión visual
Sin neblina ni zonas cristalinas
Paso 04
Acondicionamiento de la preforma: Equilibrio de temperatura antes del soplado.
El acondicionamiento es la etapa exclusiva de ISBM entre la inyección y el soplado, y la fase más compleja desde el punto de vista técnico de todo el proceso. Tras la eyección del molde de inyección, la preforma presenta un marcado gradiente térmico: la superficie exterior se ha enfriado por la pared del molde hasta aproximadamente 60 °C, mientras que el núcleo puede conservar calor residual a 100 °C o más. Si esta preforma, térmicamente desequilibrada, se soplara inmediatamente, la capa exterior —que ya se encuentra por debajo de la Tg— se rasgaría o cristalizaría, mientras que el material interior permanecería demasiado blando. La botella sufriría un fallo catastrófico.
La estación de acondicionamiento, que utiliza mandriles de acondicionamiento que entran en contacto con el orificio interior de la preforma, lleva toda la pared de la preforma a una temperatura uniforme dentro del Ventana de soplado de 95–115 °CEn el proceso ISBM de una sola etapa, se trata de un proceso de "igualación y estabilización" en lugar de un recalentamiento completo, ya que la preforma retiene una cantidad significativa de calor interno proveniente de la inyección. Esta es la principal ventaja termodinámica de la producción en una sola etapa frente a la de dos etapas: se requiere menos energía y la uniformidad de la orientación es intrínsecamente mejor debido a que el gradiente térmico es menor.
Errores en los parámetros de condicionamiento y sus consecuencias posteriores
Error
Mecanismo de raíz
Defecto visible
El tiempo es demasiado corto
No se ha resuelto el gradiente térmico: el núcleo permanece más caliente que la superficie.
Estiramiento excesivo del material del núcleo → pared lateral delgada / rotura
Demasiado tiempo
La temperatura del material preformado desciende por debajo de 95 °C.
Perla (neblina) debida al estiramiento semicristalino
Temperatura demasiado alta (>115°C)
Relación de estiramiento natural reducida: las cadenas son demasiado móviles
Orientación biaxial deficiente → baja resistencia a la carga máxima
Acondicionamiento desigual
Un lado de la preforma está más caliente que el otro.
Espesor de pared asimétrico: panel delgado de una sola cara
💡
Monoetapa frente a bietapa: la ventaja energética
En el proceso SBM de dos etapas, las preformas se enfrían completamente a temperatura ambiente y se almacenan antes de recalentarse desde cero mediante bancos de calentadores infrarrojos, un proceso que requiere entre 30 y 40 TP3T más de energía por botella e introduce una segunda oportunidad para la absorción de humedad y la falta de uniformidad térmica. El proceso ISBM de una sola etapa conserva el calor de inyección, requiriendo únicamente el equilibrio en lugar de un recalentamiento completo. Esto hace que el ISBM sea intrínsecamente más eficiente energéticamente para volúmenes de botellas de hasta aproximadamente 8000 botellas por hora.
Paso 05 ⭐
Moldeo por soplado y estiramiento: cómo la orientación biaxial le da al PET su resistencia.
El moldeo por soplado y estirado es la pieza clave técnica de la producción de botellas de PET: el medio segundo durante el cual un tubo de paredes gruesas y sin particularidades se transforma en un recipiente estructural de alto rendimiento. Una varilla mecánica de estiramiento desciende a través de la preforma, extendiéndola axialmente mientras que el aire a alta presión la expande radialmente de forma simultánea. Esta deformación biaxial simultánea obliga a las cadenas moleculares del PET —previamente en una configuración mayormente amorfa y aleatoria— a alinearse en una red tridimensional compacta y ordenada que luego se congela instantáneamente por la pared fría del molde. Para comprender en detalle la ciencia molecular detrás de esta transformación, consulte nuestra guía sobre orientación biaxial y resistencia de la botella de PET.
El proceso se desarrolla en dos etapas de presión, sincronizadas con precisión con el desplazamiento de la varilla de estiramiento:
Fase A — Pre-golpe
Aplicada al inicio del recorrido de la varilla de estirado. La presión previa al soplado proporciona a la preforma una expansión inicial controlada que soporta mecánicamente el estiramiento axial, evitando que el material se colapse o se arrugue bajo la compresión de la varilla. La sincronización con el movimiento de la varilla es el requisito de precisión más exigente en la fabricación aditiva por inyección de acero.
Rango de presión 8–12 bares
Momento Sincronizado con el arranque de la varilla
Fase B — Soplo de alta presión
Se aplica una vez que la varilla alcanza su posición final. El aire a alta presión presiona la preforma contra todas las superficies del molde en menos de 0,3 segundos, formando la geometría final de la botella. La presión debe mantenerse durante todo el tiempo de soplado para permitir que la orientación molecular se fije contra la pared fría del molde antes de liberar la presión y desmoldar.
Rango de presión 35–40 bar
Tiempo mínimo de soplado ≥0,3 s
Parámetros de la barra de estiramiento y relaciones de orientación biaxial
1,0–1,5 m/s
Velocidad de la varilla de estiramiento
2,5–3,0×
Relación de estiramiento axial
3,5–4,5×
Relación de aro (radial)
≥10×
Total BUR — Mínimo
La relación de soplado (BUR, por sus siglas en inglés) es el producto de las relaciones de estiramiento axial y radial. Representa el grado total de orientación molecular biaxial alcanzado durante la etapa de soplado. Una BUR inferior a 10× produce una orientación insuficiente para los requisitos mecánicos de las botellas de alimentos y bebidas. Una BUR superior a 15× conlleva el riesgo de fallo de la pared delgada durante el soplado. El rango óptimo para la mayoría de los diseños de botellas de PET es de 10 a 14×.
Lo que se logra con la orientación biaxial: Transformación de las propiedades del material
Propiedad
PET no orientado
PET con orientación biaxial
Mejora
Resistencia a la tracción
50–80 MPa
200–250 MPa
3–4 veces
barrera de CO₂
Base
4–6 veces mejor
4–6 veces
Claridad óptica
Brumoso
Transparente como el agua
Significativo
Capacidad de carga máxima (500 ml)
<60N
≥150N
2,5×+
Paso 06
Expulsión, refrigeración y estabilización dimensional
Una vez finalizada la fase de soplado a alta presión, la botella debe permanecer en la cavidad del molde bajo presión constante durante un periodo de enfriamiento definido antes de que se abra el molde. Este tiempo de permanencia permite que la pared de PET orientada se congele contra la superficie de la cavidad, mecanizada con precisión, fijando así tanto la geometría final como el estado de orientación molecular alcanzado durante el soplado. El desmoldeo prematuro es una de las causas más comunes de fallos sistemáticos en los lotes; sus consecuencias son consistentes y cuantificables, pero a menudo se diagnostican erróneamente como un problema de soplado.
10–15 °C
Agua de refrigeración para moldeo por soplado
Confirmado en cada toma de corriente
≤10°C
Circuito de refrigeración del cuello
Circuito independiente: fundamental para las dimensiones de la rosca.
≤40°C
Temperatura superficial en el momento de la eyección
Medido desde el hombro hasta debajo del cuello.
0,1–0,3 s
Retardo de escape antes de la apertura
Escape a presión máxima antes de que se rompa el molde.
Consecuencias de los errores de desmoldeo
Condición
Mecanismo físico
Defecto observable
Desmoldar demasiado pronto (temperatura >45°C)
La orientación se relaja parcialmente: las cadenas moleculares se retraen antes de congelarse por completo.
Menor resistencia a la carga superior; contracción dimensional.
Agua de refrigeración por encima de 20 °C
Sistémico: afecta a toda la tanda de producción de manera uniforme.
Fallo constante de carga superior por lotes; altura variable
Escape incompleto antes de abrir
La diferencia de presión a través de la línea de molde abierta rompe la botella en la cara de separación.
Rebabas, daños en el cuello o grietas en la pared en la línea de separación
Tecnología de termofijación para aplicaciones de llenado en caliente
Las botellas de PET estándar comienzan a deformarse cuando se exponen a temperaturas superiores a aproximadamente 60 °C, lo que las hace inadecuadas para aplicaciones de llenado en caliente de bebidas como zumos, té o bebidas deportivas (temperaturas de llenado de 85 a 92 °C). Las máquinas ISBM se pueden configurar con moldes de soplado termofijados mantenidos a 130–150 °CEste proceso induce una cristalización controlada en la pared lateral de la botella durante la fase de soplado. Este tratamiento térmico eleva la resistencia a temperaturas de uso continuo de la botella a más de 85 °C sin sacrificar la transparencia ni las propiedades de barrera, una aplicación de alto valor ideal para el proceso térmico integrado de ISBM.
Paso 07
Control de calidad: Cada botella debe pasar antes de continuar.
El control de calidad de las botellas de PET opera en dos niveles complementarios. La inspección en línea (cobertura 100%, automatizada o semiautomatizada) proporciona información del proceso en tiempo real y detecta defectos importantes antes de que las botellas lleguen a la línea de procesamiento. Las pruebas de laboratorio (muestreo, por lote o por turno) proporcionan datos mecánicos, químicos y dimensionales cuantificados en comparación con los límites de especificación. Ambos niveles son necesarios para un sistema de calidad que cumpla con la normativa. Si se identifican defectos en cualquier etapa, consulte nuestra Guía de diagnóstico de defectos de ISBM para un análisis sistemático de las causas fundamentales.
En línea
Inspección 100%: cada botella o cada ciclo.
Prueba
Método
Estándar de aceptación
Apariencia visual
Sistema de visión por cámara de alta velocidad / caja de luz
Sin burbujas, zonas de neblina, rubor en la puerta, vetas plateadas
Dimensiones del acabado del mástil
Calibre en línea / pasa/no pasa
±0,1 mm; elipticidad ≤0,1 mm
Volumen (soplado)
Verificación de la muestra de llenado de agua
Dentro de ±2% del valor nominal
Color / transparencia
Colorímetro / visual
ΔE ≤1,0 frente a la referencia
Laboratorio
Pruebas de laboratorio: por lote o turno.
① Resistencia a la carga superior
Compresión vertical hasta la deformación a velocidad controlada. Mide la integridad estructural bajo cargas de línea de llenado y de palés.
500 ml de agua sin gas: ≥150 N
Botella de refresco: ≥200N
② Prueba de caída
Botella llena y tapada que se deja caer desde una altura determinada sobre una superficie dura. Simula la distribución y la manipulación de cargas de impacto.
Caída de 1,5 m / 3 pasadas / sin rotura
③ Presión de ruptura (CSD)
Botella presurizada con CO₂ hasta su ruptura. Prueba de seguridad crítica para envases de bebidas carbonatadas en condiciones de estantería de supermercado.
Ráfaga CSD: mínimo ≥8 bar
④ Rendimiento de la barrera de CO₂
Mide la tasa de transmisión de CO₂ a través de la pared de PET a lo largo del tiempo. Determina la vida útil de la carbonatación para aplicaciones de refrescos carbonatados.
Pérdida de CO₂ ≤15% en 6 semanas a 23°C
⑤ Contenido de acetaldehído (AA)
Análisis de la concentración de AA en el interior de la botella mediante cromatografía de gases-espectrometría de masas (GC-MS). Requerido para el cumplimiento de la normativa sobre contacto con alimentos en todos los mercados.
AA en el espacio de cabeza: ≤10 μg/L
⑥ Resistencia térmica (relleno en caliente)
Inmersión en baño de agua a 85 °C durante 30 minutos. Mide el cambio de volumen; solo es necesario para aplicaciones de termofijación.
Cambio de volumen ≤2% a 85°C / 30 min
Secuencia de puertas de control de calidad
Resina entrante → Verificación del secado → Inspección inicial → 100% Visual en línea → Control de calidad de muestras por hora → Pruebas de laboratorio por turnos → Liberación de envío
Paso 08
Preparación posterior: Desde el moldeo hasta la línea de llenado
Una inspección de calidad superada no significa que la botella haya terminado su recorrido. Entre la máquina de moldeo y la llenadora, las botellas vacías de PET pasan por una serie de etapas de manipulación, almacenamiento y transporte, cada una con su propio riesgo de calidad. La interfaz crítica es la propia máquina de llenado, donde las dimensiones del cuello de la botella, la tolerancia de la altura del cuerpo y la posición del soporte deben cumplir con límites estrictos para garantizar una producción ininterrumpida.
Flujo descendente estándar
Máquina de moldeo → Inspección en línea → Transportador neumático → Tienda de botellas vacías → Desenredador de botellas → Enjuagadora → Relleno → Capper → Etiquetadora → Empaquetador/Paletizador
Tolerancias de la interfaz de la máquina de llenado
Dimensión
Tolerancia
Riesgo si no cumple con las especificaciones
Redondez del cuello (elipticidad)
≤0,1 mm
Deslizamiento de la pinza; fallo del par de apriete de la tapa
Altura del borde de soporte
±0,2 mm
atasco de transferencia de rueda estrellada; caída de botella
Altura total de la botella
±0,5 mm
Desajuste en la carrera del cabezal de la taponadora; fallo del sello
Peso de la botella
±0,15 g
Errores de llenado gravimétrico en el pesaje de llenadoras
🌡️ Temperatura
Almacene las botellas vacías a una temperatura ≤35 °C. Las temperaturas superiores a 60 °C provocarán deformación del PET, lo que reducirá la resistencia a la carga superior en cargas apiladas en palés.
☀️ Exposición a los rayos UV
Proteger de la luz solar directa. La exposición prolongada a los rayos UV amarillea el PET transparente (aumentando el índice de amarilleamiento) y degrada la superficie del polímero, reduciendo su eficacia como barrera.
💧 Humedad
Almacenar a una humedad relativa ≤70%. Las botellas de PET vacías no se ven afectadas significativamente por la humedad, pero el embalaje exterior de cartón se degradará y colapsará si se moja en exceso.
📦 Altura de la pila
No exceda la altura de apilamiento de palés indicada. La sobrecarga comprime las botellas inferiores más allá de la capacidad de carga máxima, lo que provoca una deformación visible a la temperatura del almacén.
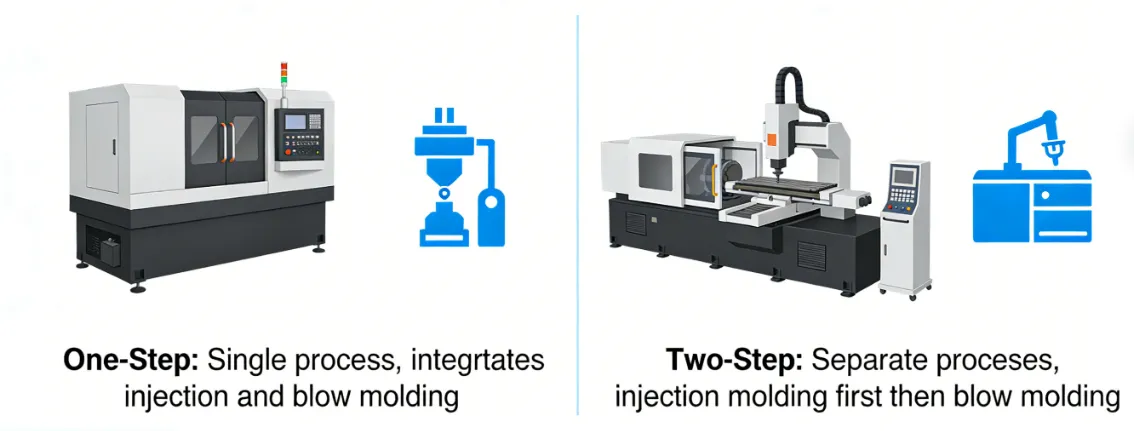
Selección de procesos
ISBM frente a SBM de dos etapas: Elegir el proceso adecuado
El proceso de ocho pasos descrito en esta guía se aplica a toda la producción de botellas de PET, pero los pasos 3 a 6 difieren fundamentalmente en su ejecución según se utilice ISBM de una etapa o SBM de recalentamiento de dos etapas. Comprender esta distinción es esencial para tomar una decisión informada sobre el equipo de capital. Para obtener un desglose técnico completo de la máquina ISBM, consulte nuestra guía sobre la Principio de funcionamiento de la máquina ISBM.
Matriz de decisión: ISBM de una etapa frente a SBM de dos etapas.
Factor
ISBM de una sola etapa
SBM de dos etapas
Volumen de producción
500–8.000 bovinos por hora
8.000–80.000 bovinos por hora
consumo de energía
Inferior: retiene el calor de inyección.
Más alto: recalentamiento completo desde temperatura ambiente
Formas de botellas
Boca ancha, no redonda, ovalada, asimétrica
Botellas redondas estándar principalmente
Costo de herramientas
Inferior: herramienta combinada de inyección y soplado
Más alto: dos conjuntos de herramientas separados
Capacidad de llenado en caliente
Sí, opción de molde termofijable
Sí, disponible con termofijación.
Farmacéutica/cosmética
Ideal: precisión, lotes pequeños.
Menos adecuado: MOQ elevado por herramienta
Cambio de producto
Rápido: un cambio de herramienta integrado
Más lento: se requieren dos cambios de herramienta.
Más adecuado para
Especialidades, farmacéuticas, cosméticas, volumen medio
Botellas de agua de gran volumen, estándar CSD
Elija ISBM cuando
El volumen de producción es de 500 a 6000 barriles por hora por línea.
Los diseños de las botellas incluyen formas de boca ancha, asimétricas o no redondas.
La gama de productos es diversa y los cambios son frecuentes.
El envasado de productos farmacéuticos o cosméticos requiere precisión y una producción limpia.
El presupuesto de capital favorece una menor inversión inicial en herramientas.
Elija SBM de dos etapas cuando
El volumen de producción supera consistentemente los 8.000 barriles por hora.
El producto es un formato de botella redonda estándar única en gran volumen.
El suministro de preformas puede subcontratarse o centralizarse para obtener ventajas en cuanto a costes.
El sitio ya cuenta con capacidad de inyección de preformas establecida.
¿Listo para seleccionar la máquina ISBM adecuada?
El equipo de ingeniería de ISBM Solution ofrece análisis de capacidad, revisión de especificaciones de botellas y recomendaciones de configuración de maquinaria adaptadas a sus requisitos de producción y objetivos de retorno de la inversión. Contáctenos para comenzar.
Preguntas frecuentes sobre la fabricación de botellas de PET
¿Qué es el plástico PET y por qué se utiliza para fabricar botellas?
El PET (tereftalato de polietileno) es un poliéster termoplástico semicristalino. Es el material preferido para el envasado de líquidos debido a su excepcional combinación de propiedades: claridad óptica comparable al vidrio, excelente resistencia química al agua, bebidas carbonatadas y aceites, baja permeabilidad al CO₂ y al O₂, alta resistencia a la tracción cuando está orientado biaxialmente, baja densidad (aproximadamente 1,38 g/cm³) y aprobación regulatoria completa para el contacto con alimentos a nivel mundial. Su capacidad para transformarse mediante moldeo por soplado y estirado en envases transparentes, ligeros y de alta resistencia con geometría precisa lo convierte en la opción ideal para el envasado de bebidas a gran escala.
¿Cuánto tiempo se tarda en fabricar una botella de PET?
En una máquina ISBM de una sola etapa, el ciclo completo, desde la inyección hasta el soplado y la eyección, dura entre 10 y 20 segundos por botella, dependiendo del tamaño, el grosor de la pared y la configuración de la máquina. Esto incluye aproximadamente entre 4 y 6 segundos de inyección y enfriamiento, entre 3 y 5 segundos de acondicionamiento y entre 3 y 6 segundos de soplado y enfriamiento del molde. Las máquinas ISBM multicavidad producen entre 2 y 8 botellas por ciclo simultáneamente, lo que proporciona tasas de producción efectivas de entre 500 y 8000 botellas por hora. Cabe destacar que esta cifra no incluye la preparación de la resina (secado: ≥4 horas) ni las operaciones de llenado y envasado posteriores.
¿Cuál es la diferencia entre ISBM y el moldeo por soplado convencional?
Existen tres procesos de moldeo por soplado fundamentalmente diferentes para botellas de plástico. El moldeo por soplado con inyección y estiramiento (ISBM) inyecta una preforma de precisión y la estira biaxialmente mediante una varilla mecánica y aire a alta presión en una sola máquina integrada, produciendo botellas de PET más resistentes y transparentes. El moldeo por soplado con extrusión (EBM) extruye una preforma hueca que luego se comprime e infla sin varilla de estiramiento; se utiliza normalmente para botellas de HDPE (detergentes, productos químicos domésticos) donde la transparencia y la resistencia son menos importantes. El moldeo por soplado con inyección (IBM) inyecta una preforma sobre una varilla central y la sopla sin varilla de estiramiento, lo que limita la orientación biaxial y se utiliza principalmente para pequeños viales farmacéuticos. El ISBM produce envases de PET de la más alta calidad y es el proceso dominante para bebidas, productos farmacéuticos y envases de alta gama.
¿Cuántos pasos tiene el proceso de fabricación de botellas de PET?
El proceso completo de producción de botellas de PET comprende ocho etapas: (1) selección y especificación de la materia prima, (2) secado de la resina a menos de 50 ppm de humedad, (3) moldeo por inyección de la preforma, (4) acondicionamiento de la preforma a la temperatura de ventana de soplado de 95–115 °C, (5) moldeo por soplado y estirado con orientación biaxial, (6) eyección y enfriamiento dimensional, (7) inspección de calidad en línea y en laboratorio, y (8) manipulación posterior, almacenamiento y preparación de la línea de llenado. En la producción ISBM de una sola etapa, las etapas 3 a 6 están integradas en una sola máquina y se realizan en una secuencia automatizada continua sin transferencia manual.
¿Se pueden fabricar botellas de PET a partir de plástico reciclado (rPET)?
Sí. El PET reciclado (rPET) producido a partir de botellas recicladas posconsumo puede reprocesarse en gránulos aptos para botellas y utilizarse en la producción de ISBM, generalmente mezclado en una proporción de 25–50% con PET virgen. Los desafíos técnicos radican en que el rPET tiene un valor IV ligeramente inferior (normalmente entre 0,04 y 0,08 dL/g menos que los equivalentes vírgenes) debido a la ruptura de la cadena durante la recolección, la clasificación, el lavado y el reprocesamiento. Esto requiere ajustes en la temperatura de fusión, la relación de estiramiento y los parámetros de acondicionamiento. Para aplicaciones en alimentos y bebidas, el rPET debe cumplir con las regulaciones de descontaminación (EFSA, FDA) que confirman su condición de contacto seguro con alimentos. Las máquinas ISBM con control preciso de temperatura y estiramiento accionado por servomotores son particularmente adecuadas para el procesamiento de mezclas de rPET debido a su capacidad de gestión de ventana de parámetros más estricta.
¿Qué pruebas de calidad deben superar las botellas de PET antes de su uso?
Las botellas de PET para uso alimentario y de bebidas deben superar un conjunto estructurado de pruebas de calidad antes de su envío o llenado. La batería mínima de pruebas para aplicaciones estándar incluye: compresión de carga superior (≥150 N para 500 ml; ≥200 N para CSD), prueba de caída (1,5 m llena, 3 pasadas sin rotura), inspección dimensional del acabado del cuello (±0,1 mm) y prueba de espacio de cabeza de acetaldehído (≤10 μg/L). Las botellas de bebidas carbonatadas requieren además una prueba de presión de rotura (≥8 bar) y una medición de la barrera de CO₂. Las botellas de llenado en caliente requieren una prueba de deformación térmica (≤2% de cambio de volumen a 85 °C/30 minutos). Las botellas farmacéuticas y cosméticas pueden requerir pruebas adicionales de extractables y lixiviables según las normas farmacopeicas pertinentes.