Análisis exhaustivo de las especificaciones de producción para el embotellado de refrescos, agua y zumos en 2026.
1. Introducción: La revolución de la eficiencia en el envasado de bebidas.
La industria mundial de bebidas está atravesando actualmente su transformación más significativa desde la invención de la botella de PET. A medida que avanzamos hacia 2026, el panorama está definido por dos fuerzas convergentes: un impulso implacable por eficiencia operativa industrial y un mandato sin precedentes para sostenibilidad ambientalPara los fabricantes de refrescos carbonatados, agua mineral de alta calidad y zumos ricos en nutrientes, el envase ya no es un simple producto básico, sino un componente de ingeniería fundamental que determina la integridad del producto, la logística de envío y la confianza del consumidor.
En este entorno de alto riesgo, Moldeo por inyección-estirado-soplado (ISBM)ISBM, en particular el proceso integrado de “un solo paso”, ha pasado de ser una solución de nicho a convertirse en la pieza clave estratégica para las marcas de bebidas. Los sistemas tradicionales de “dos pasos”, si bien son eficaces para la producción a gran escala, suelen tener dificultades con la flexibilidad y la precisión que exige el mercado actual, caracterizado por su diversidad de referencias. ISBM ofrece un entorno de producción único de “cero arañazos” que preserva la integridad estética y estructural de la resina desde su fusión hasta la descarga de la botella final. Este artículo ofrece un análisis técnico exhaustivo de cómo ISBM está redefiniendo los estándares de velocidad, protección de barrera y retorno de la inversión para la cadena de suministro de bebidas de 2026.
2. Especificaciones de producción: Ingeniería técnica para refrescos, agua y zumos.
Cada categoría de bebida presenta desafíos mecánicos y térmicos específicos. Un diseño excesivo conlleva un desperdicio de resina, mientras que un diseño insuficiente provoca fallos catastróficos en los estantes. ISBM proporciona el control preciso necesario para lograr el equilibrio perfecto en cada aplicación.
Bebidas carbonatadas: Manejo del estrés interno
Las bebidas carbonatadas ejercen una presión interna continua, que normalmente oscila entre 3,0 y 5,0 bar dependiendo de los niveles de carbonatación y la temperatura ambiente. El enfoque de ingeniería crítico para las bebidas carbonatadas es la Base petaloide y Resistencia al agrietamiento por tensión (SCR)En un proceso ISBM de un solo paso, la preforma nunca se enfría por completo; su calor residual se controla con precisión de milisegundos.
Esta consistencia térmica garantiza que, durante el soplado de la botella, la distribución del material en la base petaloide sea perfectamente simétrica. En cambio, los procesos de dos etapas pueden presentar puntos fríos durante el recalentamiento de la preforma, lo que provoca un espesor de pared irregular en la base. Una desviación de tan solo 0,1 mm en la pared de la base puede reducir la resistencia a la presión de rotura. El proceso ISBM elimina esta variabilidad, lo que permite obtener botellas más ligeras que, aun así, superan los estándares de seguridad internacionales para envases presurizados.
Agua embotellada: La ciencia de la reducción de peso
Para el sector del agua embotellada, los márgenes de beneficio se encuentran en fracciones de centavo. Las modernas botellas de agua de 500 ml se han aligerado hasta alcanzar tan solo 7,5 g. Sin embargo, a medida que el cuerpo se vuelve más delgado, Resistencia de carga superior Se convierte en el cuello de botella. Una botella debe ser capaz de soportar el peso de varios palés apilados durante el transporte de larga distancia.
La tecnología ISBM destaca en Integridad del cuelloDado que el cuello se moldea por inyección a alta presión, mantiene una estructura cristalina rígida que no se deforma bajo la carga vertical del apilamiento. Además, ISBM permite un estiramiento selectivo, donde la zona del hombro de la botella —fundamental para soportar la carga superior— se puede reforzar con un poco más de material mientras que el cuerpo principal se estira hasta su límite funcional.

Zumos y tés envasados en caliente: Control de la cristalización térmica
Los zumos y las bebidas de té con alto contenido de ácido requieren un envasado en caliente a 85 °C-93 °C para garantizar su estabilidad sin necesidad de conservantes. A estas temperaturas, el PET estándar se vuelve gomoso y se deforma por el vacío que se crea al enfriarse el líquido. Máquinas ISBM para este sector utilice Tecnología de termofijaciónAl soplar la botella contra un molde calentado a 120 °C–140 °C, el PET experimenta una “cristalización inducida”, creando una estructura molecular térmicamente estable que resiste la deformación. El proceso integrado de ISBM permite un termofijado más uniforme que los sistemas de dos pasos, lo que resulta en una mejora de 20% en la resistencia al vacío.
3. Rendimiento avanzado de barrera: densidad molecular y vida útil
Una idea errónea común en la industria de las bebidas es que todas las botellas de PET del mismo peso proporcionan la misma barrera de gas. Esto es falso. Orientación biaxialEl proceso de estirar el plástico tanto a lo largo como a lo ancho determina la densidad de las cadenas poliméricas. Cadenas más densas significan menos "huecos" por donde puedan entrar las moléculas de oxígeno o escapar las de CO2.
La tecnología ISBM proporciona un control superior sobre la Relación de estiramientoMediante la sincronización precisa de la varilla de estiramiento mecánica y el chorro de aire a alta presión, ISBM maximiza la orientación de las moléculas de PET. Esto crea una “trayectoria tortuosa” para los gases, extendiendo eficazmente la vida útil de las bebidas carbonatadas entre 10 y 151 TP3T en comparación con métodos de moldeo menos precisos. Para productos sensibles al oxígeno, como los zumos prensados en frío, el equipo ISBM se puede configurar para Coinyección multicapaEste proceso consiste en intercalar una fina capa de resina barrera (como EVOH o nailon) o absorbentes de oxígeno entre capas de PET. Este enfoque integrado garantiza que la capa barrera nunca quede expuesta al ambiente, manteniendo su eficacia hasta por 12 meses.
5. Hoja de ruta de sostenibilidad 2026: rPET, tapas con anclaje y huella de carbono
La sostenibilidad ya no es una opción de responsabilidad social corporativa (RSC); es un requisito legal en la mayoría de los principales mercados. Desde la Directiva de la UE sobre plásticos de un solo uso hasta las leyes norteamericanas de responsabilidad ampliada del productor (RAP), la industria de las bebidas está bajo la lupa.
El desafío rPET
El uso de PET reciclado (rPET) 100% es el principal objetivo de la industria. Sin embargo, el rPET es notoriamente difícil de procesar. Su viscosidad intrínseca (VI) varía entre lotes, lo que puede provocar un amarilleamiento o turbidez en la pared de la botella. El diseño del tornillo de inyección de ISBM está específicamente diseñado para rPET, utilizando tecnología de baja cizalladura para prevenir la degradación térmica de las cadenas de polímero reciclado. Esto mantiene una claridad similar a la del material virgen, incluso con altos porcentajes de contenido reciclado.
Compatibilidad con tapas con cable
Las normativas actuales exigen que los tapones permanezcan adheridos a la botella después de abrirla. Esto requiere tolerancias extremadamente ajustadas en la Acabado del mástilSi el cuello presenta una desviación de tan solo 0,05 mm, la tapa con cable puede tener fugas o no encajar correctamente en su posición. El proceso de inyección de ISBM crea los acabados de cuello con mayor precisión dimensional del sector, lo que garantiza la compatibilidad del 100% con los diseños de tapas con cable más recientes.
Reducción de la huella de carbono
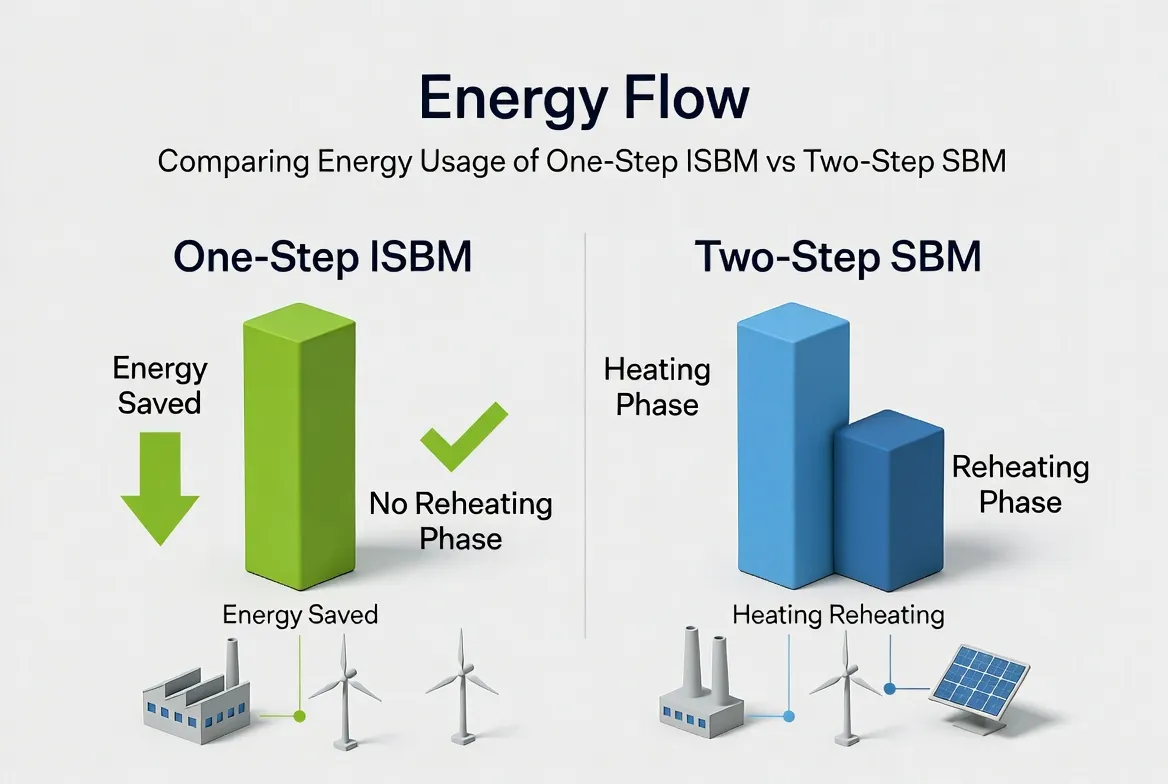
La forma más directa de reducir la huella de carbono de una botella es eliminarla. Fase de recalentamiento de la preformaEn un sistema de dos etapas, las preformas se inyectan, se enfrían a temperatura ambiente y luego se recalientan con lámparas infrarrojas. Este recalentamiento consume grandes cantidades de electricidad. El sistema ISBM de una etapa utiliza el calor latente de la inyección para soplar la botella, lo que generalmente resulta en un consumo de kWh entre 25 y 351 TP3T menor por botella producida. Este es un factor decisivo para las empresas que buscan alcanzar la neutralidad de carbono en su producción para 2030.
6. Opinión de expertos: Análisis numérico del TCO y el ROI
Un verdadero análisis del costo total de propiedad (CTP) debe tener en cuenta variables que van más allá del precio inicial de la maquinaria. Para los productores de bebidas, el retorno de la inversión (ROI) de One-Step ISBM suele estar oculto en el concepto de "ahorros integrados".
| Factor operativo | Sistema SBM de dos etapas | Sistema ISBM de un solo paso |
|---|---|---|
| Eficiencia energética | Alto (Energía desperdiciada en el recalentamiento) | Bajo (Calor latente utilizado) |
| Superficie del piso | Requiere grandes sistemas de almacenamiento de preformas y desapiladores. | Diseño compacto y todo en uno. |
| Costos laborales | Varios operadores para líneas separadas | Operador único para línea integrada |
| Calidad visual | Posibles rozaduras por manipulación a granel | Acabado impecable “sin arañazos” |
Para un productor de bebidas de tamaño mediano que opera las 24 horas del día, los 7 días de la semana, el ahorro combinado de energía y mano de obra de un sistema ISBM puede resultar en un Período de recuperación de la inversión de 18 a 24 meses.Además, la reducción de las pérdidas por fugas (debido a una precisión superior en el cuello de la botella) puede añadir entre 2 y 31 TP3T a los beneficios anuales.
El futuro del envasado de bebidas comienza aquí.
A medida que los mercados globales exigen soluciones de envasado más rápidas, limpias y sostenibles, el papel del moldeo por inyección-soplado y estirado (ISBM) cobra mayor importancia que nunca. Desde botellas de refrescos de alta presión hasta envases de agua ecológicos de rPET 100%, ISBM ofrece la precisión técnica que las marcas de bebidas modernas necesitan para prosperar.