ISBM de una etapa frente a ISBM de dos etapas: ¿Cuál es la más adecuada para su línea de producción?
01
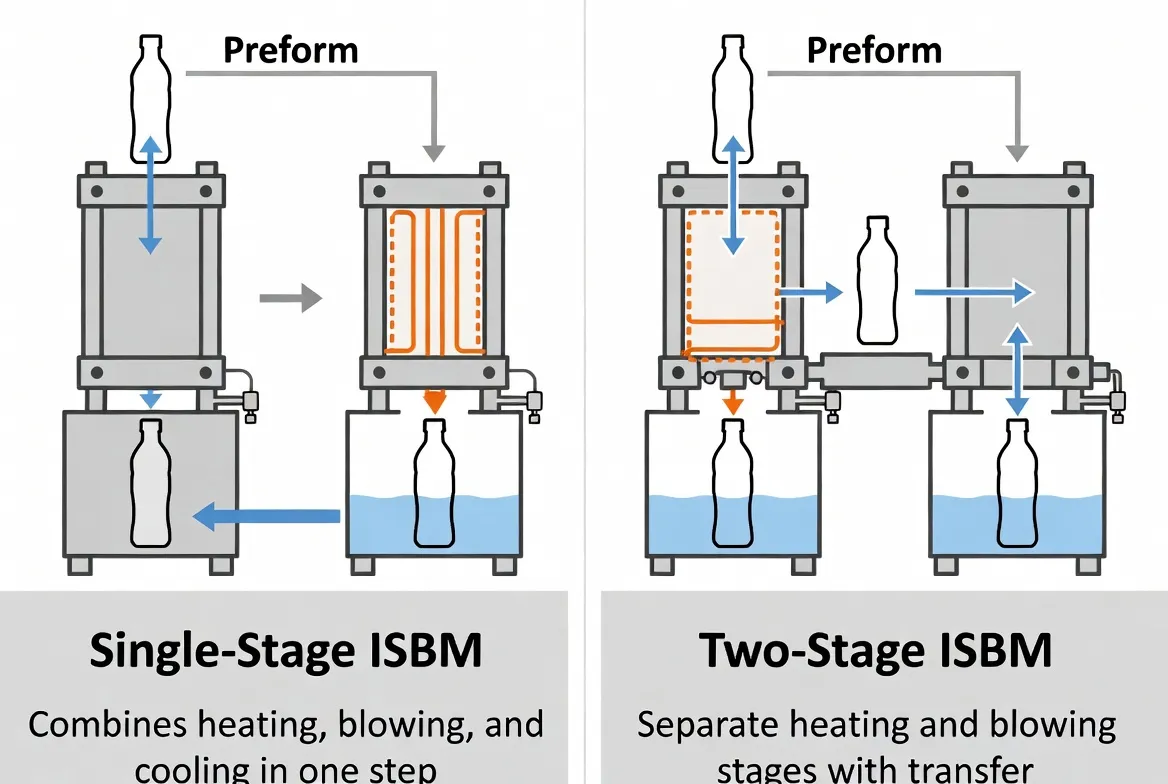
¿Qué es lo que realmente diferencia a la ISBM de una etapa de la de dos etapas?
La forma más precisa de entender estos dos procesos no es como dos máquinas diferentes, sino como dos procesos fundamentalmente diferentes. trayectorias termodinámicas a la misma botella terminada. La distinción comienza y termina con una sola pregunta: ¿se enfría la preforma a temperatura ambiente entre la inyección y el soplado? Para comprender mejor cómo funciona toda la cadena de fabricación, consulte nuestra Guía completa del proceso de fabricación de botellas de PET y el Principio de funcionamiento de la máquina ISBM.
ISBM de una sola etapa
Una máquina · Un ciclo térmico continuo
STA 1 Inyección de resina y moldeo de preformas
↓ Calor retenido
STA 2 Acondicionamiento de temperatura (ecualización)
↓ Transferencia directa
STA 3 Moldeo por soplado y estiramiento
↓
STA 4 Expulsión y refrigeración
Característica clave
Preformar Nunca se enfría a temperatura ambiente. El calor residual de la inyección se retiene y se utiliza: la misma energía térmica impulsa dos etapas del proceso.
SBM de dos etapas
Dos máquinas · Etapas de inyección y soplado separadas
M/C 1 Máquina de moldeo por inyección de preformas
↓ Enfriar a ~25 °C · Almacenar · Transportar
PÉRDIDA Se desecha todo el calor de inyección.
↓ Recalentamiento por infrarrojos de 25 °C a 105 °C
M/C 2 Máquina de moldeo por soplado y estiramiento con recalentamiento
Característica clave
Preformar Enfriado completamente entre etapas. Todo el calor de inyección se desperdicia, y luego se incurre en el costo energético total del recalentamiento antes de que pueda comenzar el soplado.
4 ideas erróneas comunes — Corregidas
Suposición común
Lo que realmente muestran los datos
“El sistema de dos etapas es más avanzado”
Ambas tecnologías están consolidadas y ampliamente utilizadas. La de dos etapas está optimizada para botellas estándar de gran volumen; la de una etapa, para precisión, versatilidad y eficiencia energética. Ninguna es universalmente superior.
“Los sistemas de una sola etapa solo son adecuados para volúmenes bajos”.
Las máquinas de una sola etapa alcanzan hasta 8000 botellas por hora y son utilizadas por fabricantes de bebidas de volumen medio en todo el mundo. Varias líneas de una sola etapa pueden superar la producción de dos etapas manteniendo la flexibilidad.
“El proceso de dos etapas produce mejores botellas”
Las botellas de una sola etapa presentan una uniformidad de orientación biaxial superior, especialmente en el hombro y la base, debido a que la preforma se somete a un único historial térmico continuo sin riesgo de recristalización durante el enfriamiento y el recalentamiento.
“El sistema de dos etapas tiene un menor costo de capital”.
El proceso de dos etapas requiere la compra de dos máquinas (de inyección y de moldeo por inyección), dos juegos de herramientas por referencia y espacio adicional para el almacenamiento de preformas. La inversión total suele ser mayor que la del proceso de una sola etapa para una capacidad de producción equivalente inferior a 10 000 botellas por hora.
02
Consumo de energía: La ventaja oculta de la tecnología de una sola etapa.
El coste energético es la dimensión donde la diferencia entre estos dos procesos es más cuantificable, y a la vez, la que más se subestima en las decisiones de compra. La causa principal es termodinámica: la producción en dos etapas descarta deliberadamente toda la energía invertida en la plastificación e inyección de la preforma, y luego gasta energía adicional en recalentarla desde temperatura ambiente. La producción en una sola etapa utiliza la misma inversión térmica dos veces.
18–24
kWh / 1.000 botellas
ISBM de una sola etapa
25–35% inferior
28–38
kWh / 1.000 botellas
SBM de dos etapas
Coste de recalentamiento por infrarrojos incluido
¥80.000–120.000
Ahorro anual de electricidad
Por cada 10 millones de botellas al año
A una tarifa industrial de 0,8 ¥/kWh
Consumo de energía por subproceso
Categoría de energía
ISBM de una sola etapa
SBM de dos etapas
Veredicto
Calentamiento del cañón de inyección
Estándar: compartido con el ciclo de soplado
Estándar: máquina dedicada
Comparable
Calefacción por infrarrojos/acondicionamiento
Bajo: solo ecualización
Alto: recalentamiento completo de 25 °C a 105 °C
Victorias en una sola etapa
Aire comprimido (soplado)
35–40 bar — estándar
35–40 bar — estándar
Comparable
Consumo de agua de refrigeración
Menor: trayectoria de enfriamiento más corta
Más alto: dos máquinas para enfriar
Victorias en una sola etapa
Total estimado
18–24 kWh / 1.000 botellas
28–38 kWh / 1.000 botellas
25–35% inferior
💡
Perspectiva del costo del ciclo de vida a 10 años
Con una producción anual de 10 millones de botellas de 500 ml y una tarifa eléctrica industrial de 0,8 ¥/kWh, la diferencia en el coste energético entre ambos procesos asciende a aproximadamente entre 800.000 y 1.200.000 ¥ durante un ciclo de vida de la máquina de 10 años. Esta cifra por sí sola suele cubrir la diferencia de coste inicial entre ambas categorías de equipos, lo que convierte al proceso de una sola etapa en la opción de menor coste total para la mayoría de las aplicaciones de volumen medio.
03
Capacidad de producción: Donde la tecnología de dos etapas toma la delantera
El volumen de producción es la ventaja más citada del proceso de dos etapas, y es una ventaja real, pero con una condición límite claramente definida. Comprender por qué Es tan importante saber que un amplificador de una sola etapa tiene un límite de salida como conocer las cifras, porque esa comprensión revela exactamente cuándo importa ese límite y cuándo no.
La salida de la máquina de una sola etapa está regida por el principio de la estación cuello de botellaLas cuatro estaciones (inyección, acondicionamiento, soplado y eyección) deben completarse dentro del mismo ciclo de la máquina. El enfriamiento por inyección, el subproceso más lento, limita el tiempo de ciclo de toda la máquina. El sistema de dos etapas separa físicamente la inyección del soplado, permitiendo que cada una opere de forma independiente a su propio ritmo optimizado.
Desglose del tiempo de ciclo de una sola etapa: 500 ml, 2 cavidades
Tiempo de enfriamiento de la inyección (estación de referencia)
Número de cavidades × tiempo del ciclo de soplado
Método de ampliación de escala
Múltiples líneas paralelas
Aumentar el número de cavidades / añadir máquinas
Punto de cruce de volumen
~8000 bph — por encima de esto, el proceso de dos etapas resulta más rentable.
La estrategia de múltiples líneas: 2 × Etapa única frente a 1 × Etapa doble
Para una producción objetivo de 12 000 barriles por hora, ambas configuraciones son técnicamente viables. La elección implica tres consideraciones adicionales más allá de la producción bruta:
✅ Redundancia
Dos líneas de una sola etapa: si una se detiene por mantenimiento, la producción de 50% continúa. Una línea de dos etapas: cualquier interrupción implica la pérdida de producción de 100%.
✅ Flexibilidad en el cambio de formato
Dos líneas de una sola etapa pueden procesar dos referencias de botellas diferentes simultáneamente. Una línea de dos etapas debe detenerse y cambiar de producto.
⚠️ Superficie del suelo
Dos líneas de una sola etapa requieren más espacio que una máquina de dos etapas con una producción equivalente. Las limitaciones de espacio pueden favorecer el uso de dos etapas cuando el espacio es limitado.
04
Inversión en herramientas: ¿Por qué la tecnología de una sola etapa tiene un menor costo de entrada?
El costo de las herramientas es el rubro que más se subestima en la adquisición de maquinaria para botellas de PET, especialmente para operaciones con carteras de productos diversas. La diferencia estructural es sencilla: el sistema de una sola etapa utiliza un sistema de herramientas combinado por SKU, mientras que el de dos etapas requiere dos sistemas de herramientas idénticos, gestionados por separado, por SKU. Para una línea de productos con diez formatos de botella, la diferencia en la inversión en herramientas y la complejidad de la gestión continua es significativa. Para obtener información detallada sobre las consideraciones de geometría de las preformas que afectan el diseño de las herramientas, consulte nuestra Guía de diseño de preformas ISBM.
Comparación de costos de utillaje: configuración típica de 2 cavidades
Elemento de costo
ISBM de una sola etapa
SBM de dos etapas
Ventaja
Moldeo por inyección
Integrado: 1 juego de herramientas combinado
Separado: 1 molde de preforma independiente
Una sola etapa más sencilla
Moldeo por soplado
Integrado — dentro del mismo sistema de herramientas
Separado — 1 molde de soplado independiente
Una sola etapa más sencilla
Costo de herramientas para nuevos SKU
Inferior: una herramienta combinada
Superior: dos herramientas independientes que deben coincidir.
Victorias en una sola etapa
Tiempo de cambio
Más corto: un cambio de herramienta
Más largo: dos cambios de herramienta coincidentes
Victorias en una sola etapa
Gestión del inventario de herramientas
Sencillo: un sistema por formato de botella.
Complejo: seguimiento emparejado en dos máquinas
Victorias en una sola etapa
Reutilización de moldes de preformas (varias máquinas)
No aplicable
Un molde de preformas puede abastecer a varias máquinas de soplado.
Ventaja en dos etapas a gran escala
📌
La excepción: Operaciones de alto volumen con un solo SKU
Para operaciones que producen un único formato de botella estándar a un volumen muy elevado (por ejemplo, una línea dedicada a botellas de agua de 500 ml con una producción de más de 20 000 botellas por hora), el enfoque de dos etapas ofrece la ventaja de la reutilización de utillaje: un molde de inyección de preformas que funciona de forma continua puede alimentar varias máquinas de moldeo por soplado. En este caso concreto, el coste unitario del utillaje en el enfoque de dos etapas es menor. Fuera de este escenario, la estructura de utillaje combinado del enfoque de una sola etapa suele ser la opción más rentable.
05
Calidad, formas y aplicaciones de las botellas: donde el sistema de una sola etapa no tiene rival.
La calidad y la capacidad de forma de la botella es la dimensión más decisiva para los compradores de envases especiales, y aquella en la que los dos procesos divergen más drásticamente. Para comprender en profundidad cómo la orientación biaxial determina el rendimiento mecánico, consulte nuestra guía sobre orientación biaxial y resistencia de la botella de PET.
Uniformidad de orientación: la ventaja de calidad de la tecnología de una sola etapa.
Debido a que la preforma de una sola etapa nunca se enfría por completo, ingresa a la estación de soplado tras haber experimentado un único historial térmico continuo. No se produce ningún evento de recristalización durante la fase de enfriamiento, ni un segundo ciclo térmico que introduzca un nuevo gradiente de temperatura debido al recalentamiento por infrarrojos. El resultado es una orientación molecular más homogénea en toda la pared de la botella, especialmente en la zona de transición del hombro y la base, donde las botellas de dos etapas suelen presentar deficiencias de orientación. Para aplicaciones farmacéuticas y cosméticas de precisión, donde las tolerancias de uniformidad de la pared son estrictas, esta diferencia tiene una gran importancia comercial.
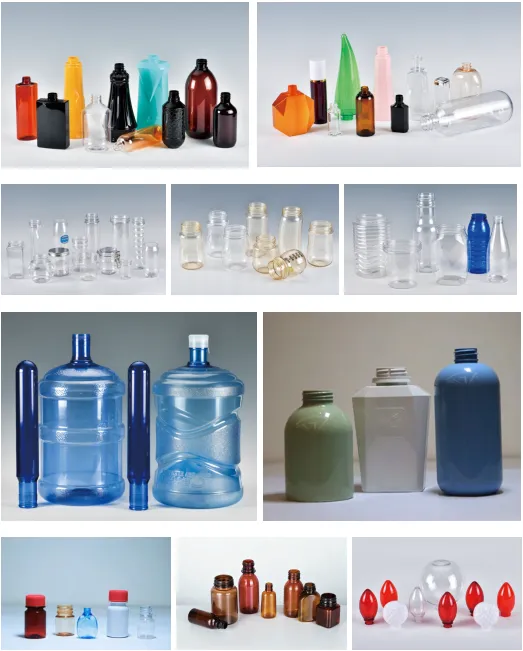
Compatibilidad con la forma y el formato de la botella
Tipo de botella
ISBM de una sola etapa
SBM de dos etapas
Razón
Botella redonda estándar (agua/refresco)
✅
✅
Ambos procesos son totalmente capaces
Envase de boca ancha (abertura >38 mm)
✅
⚠️
El calentamiento por infrarrojos tiene dificultades para calentar uniformemente las preformas de cuello ancho.
Sección transversal ovalada / plana / asimétrica
✅
⚠️
Las preformas no redondas desarrollan un calentamiento IR desigual: un lado está más caliente que el otro.
Botella con asa (agarre integrado)
✅
❌
La geometría del mango es incompatible con las estaciones de recalentamiento IR estándar.
Frasco pequeño de precisión (<100 ml)
✅
⚠️
Las preformas pequeñas de paredes delgadas se sobrecalientan rápidamente bajo radiación infrarroja, lo que resulta en una ventana de proceso estrecha.
Contenedor grande (3–10 L)
✅
⚠️
Las preformas grandes de paredes gruesas requieren un tiempo de recalentamiento por infrarrojos prolongado, lo que reduce significativamente la producción.
Botella de llenado en caliente / termofijación
✅
✅
Ambos disponibles con opción de molde termofijado.
✅ Totalmente compatible ⚠️ Posible con limitaciones / calidad reducida ❌ No compatible
💊
Farmacéutico
Lotes pequeños, formato múltiple, compatible con GMP, tolerancias de cuello precisas. El sistema de una sola etapa es el estándar de la industria.
Etapa única
🧴
Cosméticos / Cuidado personal
Predominan los diseños ovalados, planos y asimétricos. La impresión en dos etapas no permite obtener estas formas de forma fiable. Solo se puede realizar en una sola etapa.
Solo de una etapa
🫒
Aceite comestible
Botellas de boca ancha y asa de 1 a 5 litros. La geometría del cuello ancho y el asa hacen que el proceso de una sola etapa sea el único viable.
Solo de una etapa
💧
Agua de alto volumen (más de 20.000 litros por hora)
Formato redondo estándar, con una sola referencia y un volumen de producción muy elevado. Aquí se aprovecha al máximo la ventaja de escala del sistema de dos etapas.
Preferiblemente de dos etapas
06
Complejidad operativa y coste total de propiedad
El precio de compra del equipo es solo el primer elemento de una decisión de inversión en maquinaria. El costo total de propiedad (CTP) durante una vida útil de la máquina de 10 años integra energía, mano de obra, mantenimiento, consumibles, logística de preformas y riesgo de tiempo de inactividad; y en este cálculo más amplio, la producción en una sola etapa muestra consistentemente un CTP menor para operaciones por debajo del punto de cruce de 8000 bph. Para consideraciones sobre costos de mantenimiento relacionados con defectos, consulte nuestra Guía de defectos y soluciones de ISBM.
Costo total de propiedad: factores clave que influyen en el costo
Categoría de costo
ISBM de una sola etapa
SBM de dos etapas
Ventaja
Equipo de capital (inicial)
Compra de 1 máquina
Adquisición de 2 máquinas (inyección + SBM)
Etapa única
Superficie de planta de fábrica requerida
Huella compacta
Más grande: 2 máquinas + área de almacenamiento de preformas
Etapa única
Operadores por turno
1–2 operadores
2-3 operarios (dos estaciones de trabajo)
Etapa única
Programas de mantenimiento
1 programa de mantenimiento
2 programas de mantenimiento independientes
Etapa única
Sustitución de la lámpara infrarroja
No aplicable
Coste recurrente de consumibles: las lámparas se degradan con el paso de las horas de producción.
Etapa única
Almacenamiento y logística de preformas
Ninguno: la inyección para soplar es instantánea.
Requisitos: existencias de reserva, manipulación, riesgo de recontaminación
Etapa única
Coste energético (anual)
25–35% menor por cada 1000 botellas
Energía de recalentamiento IR completa añadida a la energía de inyección.
Etapa única
⚠️ El coste oculto del almacenamiento de preformas en operaciones de dos etapas
Las instalaciones de dos etapas suelen mantener un stock de reserva de preformas de entre 3 y 14 días. Además del capital circulante que esto inmoviliza, las preformas almacenadas se enfrentan a tres riesgos de calidad específicos:
Reabsorción de humedad
El trabajo con resina seca se deshace parcialmente: las preformas almacenadas absorben la humedad atmosférica, lo que aumenta el contenido de AA en la botella terminada.
Daños físicos durante la manipulación
Los daños en la rosca del cuello de la botella durante el transporte a granel o la manipulación de los contenedores provocan atascos intermitentes en la línea de llenado que son difíciles de rastrear hasta su origen.
Riesgo de contaminación
El almacenamiento abierto de preformas introduce contaminación por polvo, insectos y cuerpos extraños, lo que supone un riesgo crítico para el cumplimiento de la normativa en aplicaciones farmacéuticas y alimentarias.
⭐ Mesa maestra
Comparación completa: ISBM de una etapa frente a ISBM de dos etapas: una visión general
La tabla que aparece a continuación consolida las cinco dimensiones de decisión en una sola referencia. Utilícela junto con el análisis de escenarios de la Sección 7 y la lista de verificación de la Sección 8 para finalizar la selección de su proceso.
ISBM de una etapa frente a SBM de dos etapas: matriz de decisión de 9 dimensiones
¿Qué proceso se ajusta mejor a su aplicación? Seis escenarios reales
En última instancia, cada decisión sobre equipos se reduce a un conjunto de requisitos de producción específicos. Los siguientes seis escenarios representan los perfiles de comprador más comunes en la selección de maquinaria para botellas de PET, cada uno con una recomendación explícita, no una mera aclaración.
S·01
Nueva planta embotelladora de agua: objetivo de 20.000 botellas por hora.
Envase redondo estándar de PET de 500 ml, un solo modelo de producto, funcionamiento continuo de alto volumen.
SE RECOMIENDA UN PROCESO DE DOS ETAPAS
El volumen supera con creces el límite económico de la producción en una sola etapa. El formato estándar de botella redonda se adapta perfectamente a las ventajas de la producción en dos etapas. La reutilización de moldes de preformas en múltiples máquinas de soplado ofrece el menor coste de producción por unidad a esta escala. Este es el escenario ideal para la producción en dos etapas.
S·02
Fabricante de cosméticos por contrato: múltiples referencias y formatos diversos.
500–2000 botellas por hora, botellas ovaladas y asimétricas, más de 10 formatos activos, cambio frecuente.
ÚNICA ETAPA FUERTE
El proceso de dos etapas es estructuralmente incapaz de producir botellas no redondas con una calidad aceptable: el calentamiento por infrarrojos genera una distribución de temperatura asimétrica en las preformas ovaladas, lo que provoca variaciones en las paredes que ningún ajuste del proceso puede corregir por completo. El proceso de una sola etapa es la única opción viable. La estructura de utillaje combinado también reduce significativamente la inversión por formato en una cartera de productos diversa.
S·03
Compañía farmacéutica — Frascos de líquidos orales, entorno GMP
Frascos de precisión de 50 a 250 ml, producción en sala limpia, múltiples compuestos activos.
ÚNICA ETAPA FUERTE
El sistema de una sola etapa es el estándar en la industria del envasado farmacéutico. El entorno de producción de circuito cerrado minimiza el riesgo de contaminación. Los volúmenes pequeños de botellas con tolerancias de cuello ajustadas se benefician del control de acondicionamiento de precisión de ISBM. La ausencia de almacenamiento de preformas elimina el riesgo de recontaminación, lo cual es fundamental para el cumplimiento de las Buenas Prácticas de Fabricación (BPF). El entorno de almacenamiento abierto de preformas del sistema de dos etapas representa un riesgo estructural para las BPF en la mayoría de los contextos farmacéuticos.
S·04
Fabricante de aceite comestible: botellas de boca ancha con asa de 1 a 5 litros.
Contenedores de boca ancha con capacidad para 2.000 a 6.000 botellas por hora, algunos formatos con asas integradas.
SOLO ETAPA ÚNICA
Los formatos de botella de boca ancha y con asa están estructuralmente fuera del alcance de la tecnología SBM de dos etapas. Las preformas de cuello ancho no se pueden calentar uniformemente en un horno infrarrojo estándar, y las preformas con asa son físicamente incompatibles con los sistemas de transferencia y calentamiento de dos etapas. La producción en una sola etapa es la única opción viable; no es una preferencia, sino un requisito técnico indispensable.
S·05
Envasadora de bebidas por contrato — 500 ml–2 L de refrescos, 5000 botellas por hora
Botellas redondas estándar de volumen medio, pero también produce algunos formatos especiales.
UNA ETAPA (LIGERO BORDE)
Con una capacidad de 5000 botellas por hora, ambos procesos son técnicamente viables para botellas redondas estándar. El factor decisivo es la gama de productos. Si esta planta también procesa formatos no redondos, especiales o de boca ancha, incluso ocasionalmente, la máquina de una sola etapa es la única que cubre toda la gama. La ventaja energética de 25–35% de la máquina de una sola etapa y el menor costo de utillaje por SKU ofrecen un mejor TCO a 10 años para este volumen. La máquina de dos etapas solo merece la pena evaluarse si la línea de productos es, y seguirá siendo, exclusivamente de botellas redondas estándar.
S·06
Capacidad de inyección de preformas existente: aumento de la producción de soplado
Ya operan máquinas de moldeo por inyección que producen preformas; se está añadiendo capacidad de soplado.
SOLO SBM DE DOS ETAPAS
Contar con los activos de moldeo por inyección existentes hace que la compra de una máquina SBM de recalentamiento independiente sea la opción de expansión más rentable. Se puede aprovechar al máximo el utillaje para preformas y la capacidad de inyección ya existentes; en este caso, comprar una ISBM de una sola etapa significa pagar por la capacidad de inyección que ya se posee. Una SBM de dos etapas es la solución ideal, siempre que los formatos de botella sean redondos estándar.
Matriz de decisión de escenarios: referencia rápida
Guión
Volumen
Tipo de botella
Recomendación
Nueva planta de tratamiento de agua
20.000 botellas por hora
Redonda estándar
De dos etapas
Contrato de cosméticos
500–2000 bovinos por hora
Diverso/asimétrico
Etapa única
Buenas prácticas de fabricación farmacéuticas (GMP)
500–3000 bovinos por hora
Botellas pequeñas de precisión
Etapa única
Aceite comestible
2.000–6.000 bovinos por hora
Boca ancha / mango
Solo de una etapa
CSD de volumen medio
5.000 botellas por hora
Redondo + alguna especialidad
De una sola etapa (borde)
Activos preformados existentes
Cualquier
Redonda estándar
Solo SBM de dos etapas
08
Su lista de verificación de 10 preguntas para la toma de decisiones antes de elegir un proceso.
Analice estas diez preguntas en función de sus requisitos de producción específicos. Cada pregunta está asociada a una señal de proceso; un patrón de respuestas confirmará claramente la dirección que está tomando.
Preguntas 1–6 — Señales que favorecen la etapa única
3 o más respuestas SÍ → Se recomienda un proceso de una sola etapa.
Q1
¿Su objetivo de producción es inferior a 8.000 botellas por hora por línea?
SÍ → La tecnología de una sola etapa ofrece una producción equivalente con un menor costo de capital y energía. La ventaja de volumen de la tecnología de dos etapas no se aplica a esta escala.
Segundo trimestre
¿Alguna de sus botellas tiene secciones transversales no redondas, ovaladas, planas o asimétricas?
SÍ → Se requiere una sola etapa. El calentamiento por infrarrojos en dos etapas genera variaciones inaceptables en las paredes de las preformas asimétricas.
Tercer trimestre
¿Su gama de productos incluye envases de boca ancha (diámetro de apertura >38 mm)?
SÍ → Se requiere una sola etapa. Las preformas de cuello ancho no se pueden calentar uniformemente en estaciones de infrarrojos de dos etapas.
Cuarto trimestre
¿Fabrica usted envases farmacéuticos o cosméticos que requieran producción en sala limpia conforme a las normas GMP?
SÍ → Se prefiere encarecidamente la producción en una sola etapa. La producción en circuito cerrado y la ausencia de exposición a las preformas durante el almacenamiento son ventajas que cumplen con las normas GMP.
Q5
¿Procesará más de 5 referencias de botellas diferentes en la misma línea de producción?
SÍ → La estructura de herramientas combinada de una sola etapa ofrece una inversión en herramientas y una complejidad de gestión significativamente menores en una cartera diversa de SKU.
Q6
¿El coste de la energía es un factor importante en la economía de su producción?
SÍ → La ventaja energética de 25–35% de una sola etapa supone un ahorro de costes recurrente y acumulativo a lo largo de la vida útil de la máquina.
Preguntas 7–10 — Señales que favorecen la dos etapas
Dos o más respuestas afirmativas → El proceso en dos etapas justifica una evaluación seria.
P7
¿Posee o utiliza actualmente equipos de inyección de preformas?
SÍ → La compra de máquinas SBM de recalentamiento independientes aprovecha los activos de inyección existentes. Comprar máquinas de una sola etapa implica pagar dos veces por la capacidad de inyección.
Q8
¿Su volumen objetivo supera sistemáticamente los 15.000 bph en una sola línea?
SÍ → La arquitectura multicavidad de dos etapas ofrece el menor costo de capital y por unidad a esta escala. Una sola etapa requeriría varias máquinas.
Q9
¿Su producto principal es una única botella redonda de PET estándar en formato de muy alto volumen?
SÍ → El proceso de dos etapas está optimizado precisamente para este escenario. Las ventajas de la reutilización de preformas y el número de cavidades se aprovechan al máximo cuando la diversidad de formatos es cero.
P10
¿El espacio disponible en la planta es muy limitado y resulta preferible desde el punto de vista operativo una solución con una sola máquina?
SÍ → Una sola máquina de dos etapas de alta cavidad ocupa menos espacio que varias líneas de una sola etapa con una producción equivalente. En emplazamientos nuevos con espacio limitado, puede ser preferible una máquina de dos etapas para una producción superior a 10 000 bph.
¿Listo para encontrar la máquina adecuada que se ajuste a tus necesidades?
El equipo de ingeniería de ISBM Solution ofrece selección de máquinas específicas para cada aplicación, análisis de capacidad y comparación del retorno de la inversión para configuraciones de una sola etapa adaptadas a sus formatos de botella y objetivos de producción.
¿Cuál es la principal diferencia entre el ISBM de una etapa y el de dos etapas?
La diferencia fundamental es termodinámica: en la producción ISBM de una sola etapa, la preforma pasa de la inyección al soplado de estiramiento en un ciclo continuo de la máquina, conservando el calor de inyección durante todo el proceso. En la producción de dos etapas, la preforma se enfría completamente a temperatura ambiente, se almacena y luego se recalienta desde la temperatura ambiente mediante calentadores infrarrojos antes del soplado. Esto significa que la producción de dos etapas requiere mucha más energía por botella (entre 25 y 351 TP3T más), pero desacopla la inyección y el soplado, lo que permite una mayor producción máxima por línea al añadir cavidades de soplado independientemente de la capacidad de inyección.
¿Qué proceso produce botellas de PET de mejor calidad?
Para aplicaciones estándar, ambos procesos producen botellas que cumplen con las mismas especificaciones de calidad. Para aplicaciones de precisión o complejas, el proceso de una sola etapa ofrece una ventaja considerable. Dado que la preforma se somete a un único tratamiento térmico continuo —sin enfriarse ni recristalizarse entre la inyección y el soplado—, la orientación biaxial de la botella terminada es más homogénea, especialmente en el hombro y la base. Esto se traduce en una distribución más uniforme del espesor de la pared y mejores propiedades mecánicas en las zonas geométricas más complejas de la botella. Para aplicaciones farmacéuticas y cosméticas con tolerancias estrictas, esta diferencia resulta comercialmente significativa.
¿Es la tecnología ISBM de una sola etapa más eficiente energéticamente que la de dos etapas?
Sí, sustancialmente. Las máquinas de una sola etapa consumen aproximadamente 18–24 kWh por cada 1000 botellas. Los sistemas de dos etapas consumen aproximadamente 28–38 kWh por cada 1000 botellas, una diferencia de 25–35%. La diferencia se debe a la etapa de recalentamiento por infrarrojos en la producción de dos etapas, que debe suministrar toda la energía térmica para elevar las preformas desde la temperatura ambiente (aproximadamente 25 °C) hasta la ventana de soplado (95–115 °C). La producción de una sola etapa solo requiere una etapa de ecualización de acondicionamiento, ya que la preforma retiene una cantidad significativa de calor de la inyección. Durante un ciclo de vida de la máquina de 10 años, produciendo 10 millones de botellas al año, esta diferencia de energía representa aproximadamente 800 000–1 200 000 ¥ en costo de electricidad con tarifas industriales típicas.
¿Puede una máquina ISBM de una sola etapa producir frascos de boca ancha?
Sí, los envases de boca ancha (incluidos los frascos con aberturas superiores a 38 mm y de hasta 120 mm de diámetro) representan una ventaja fundamental de la ISBM de una sola etapa. Dado que la etapa de acondicionamiento utiliza mandriles en lugar de bancos de lámparas infrarrojas, permite acondicionar de forma uniforme preformas de cuello ancho y gran diámetro que se calentarían de manera asimétrica o excesiva en un horno infrarrojo de dos etapas. Las máquinas SBM de dos etapas presentan importantes limitaciones técnicas para los formatos de boca ancha, y la mayoría de la producción de frascos de PET utiliza la ISBM de una sola etapa como proceso principal.
¿A partir de qué volumen de producción debería pasar de una sola etapa a dos etapas?
El punto de inflexión se sitúa aproximadamente en 8000 botellas por hora por línea, y se aplica específicamente solo a formatos de botellas redondas estándar. Por debajo de 8000 botellas por hora, el proceso de una sola etapa ofrece una producción equivalente con un menor coste de capital, menor consumo energético, menor coste de utillaje por SKU y sin gastos generales de almacenamiento de preformas. Por encima de 8000 botellas por hora en una sola línea con botellas redondas estándar como producto exclusivo, la ventaja de escalado del proceso de dos etapas en cuanto al número de cavidades comienza a ofrecer un menor coste unitario. Sin embargo, si su gama de productos incluye formatos no redondos, de boca ancha o asimétricos, incluso a alto volumen, el proceso de una sola etapa sigue siendo el proceso necesario independientemente del objetivo de producción, ya que el proceso de dos etapas no puede producir estos formatos de forma fiable.