Superando las barreras del embalaje médico: una guía para materiales PP, PC y PPSU con moldeo por soplado de alta precisión en un solo paso.
1. Introducción: El estándar de tolerancia cero en el envasado farmacéutico.
En la industria farmacéutica, el envase no es simplemente un recipiente; es un componente activo del sistema de administración de fármacos. Las normas que rigen los envases médicos se basan en el principio de tolerancia cero absoluta. No existe margen de tolerancia para la contaminación por partículas, las microfugas, la lixiviación química o la degradación física. Cuando un fabricante farmacéutico elige una tecnología de moldeo por soplado, toma una decisión que impacta directamente en la seguridad del paciente, la aprobación regulatoria y la viabilidad de la marca.
Históricamente, el vidrio era el material de referencia para el envasado farmacéutico. Sin embargo, la industria ha adoptado rápidamente polímeros avanzados para reducir el peso, evitar roturas durante el transporte y disminuir los costos logísticos. Esta transición ha puesto de manifiesto las deficiencias de los métodos tradicionales de fabricación de plásticos. El moldeo por extrusión-soplado (EBM) suele dejar rebabas en el interior del frasco, mientras que el moldeo por estirado-soplado en dos etapas (SBM) conlleva graves riesgos de contaminación cuando las preformas se almacenan, se agitan y se transportan antes del soplado.
Para satisfacer las rigurosas exigencias del panorama farmacéutico de 2026, Moldeo por inyección-estirado-soplado (ISBM)—específicamente el proceso de un solo paso— se ha consolidado como la tecnología de referencia. Esta guía exhaustiva detalla por qué ISBM es la piedra angular del cumplimiento de las Buenas Prácticas de Fabricación (BPF), cómo maneja con maestría resinas especiales de grado médico como PP, PC y PPSU, y por qué la precisión en el acabado del cuello de los envases es fundamental para la seguridad de los medicamentos modernos.
2. Cumplimiento de las Buenas Prácticas de Fabricación (BPF) e integración de salas limpias
Organismos reguladores como la FDA (Administración de Alimentos y Medicamentos) y la EMA (Agencia Europea de Medicamentos) exigen el estricto cumplimiento de las Buenas Prácticas de Fabricación (BPF). La filosofía central de las BPF en el envasado es la mitigación de riesgos: eliminar las variables que podrían comprometer la barrera estéril.
La ventaja del ciclo cerrado “Del fundido al embotellado”
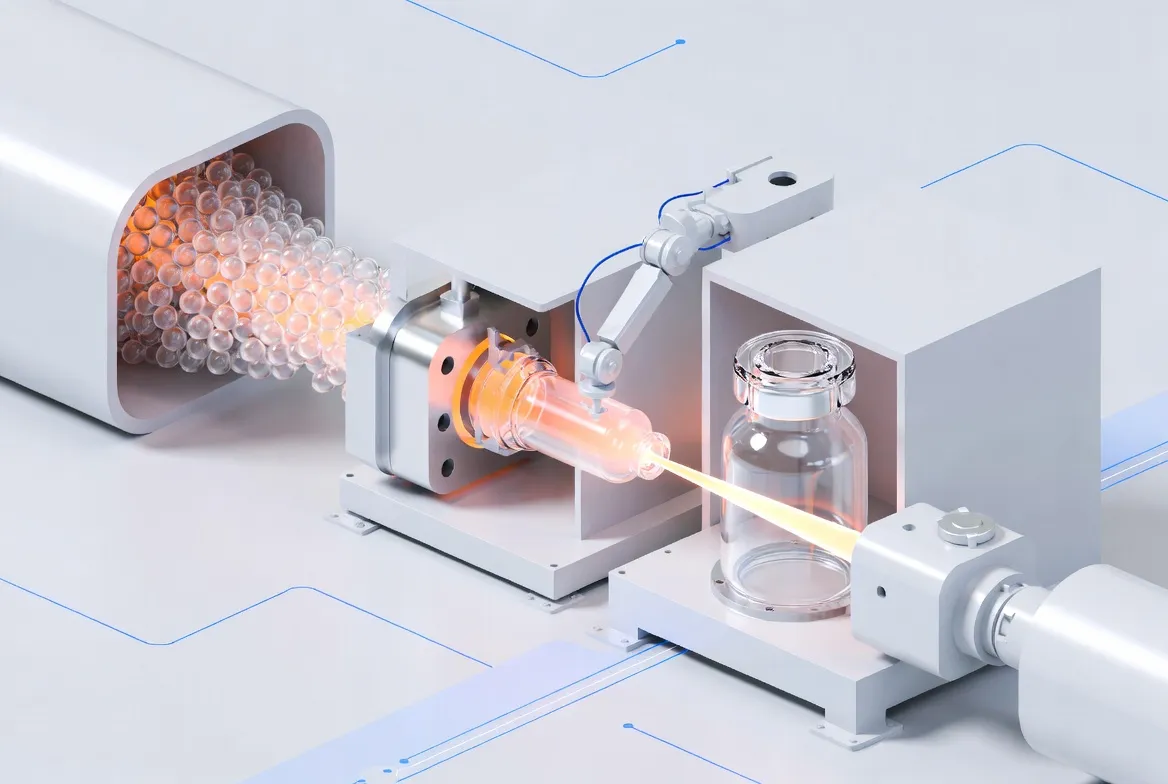
La principal ventaja del sistema ISBM de un solo paso en el ámbito farmacéutico reside en su sistema de circuito cerrado «de la fusión al envasado». En este proceso, la resina plástica cruda se funde a altas temperaturas (que a menudo superan los 250 °C, lo que actúa como un proceso de esterilización térmica) y se inyecta en un molde de preforma. En cuestión de segundos, y sin abandonar el entorno estéril y cerrado de la máquina, la preforma caliente se estira mecánicamente y se moldea mediante soplado hasta adquirir su forma final.
Esto elimina por completo las vulnerabilidades del proceso de dos etapas (SBM). No hay una fase de enfriamiento intermedia donde las preformas se depositan en contenedores de cartón. No hay almacenamiento en almacén donde la electricidad estática atrae polvo microscópico. No hay un separador mecánico que provoque que las preformas rocen entre sí, generando micropartículas de plástico que terminan dentro del frasco del medicamento. En el proceso ISBM de una etapa, el producto pasa de la resina estéril al frasco sellado sin contacto humano ni exposición al aire ambiente del almacén.
Diseño de salas blancas y tecnología de servocontrol totalmente eléctrico.
El envasado farmacéutico suele realizarse en salas blancas de clase ISO 7 u 8. Las máquinas de moldeo por soplado hidráulicas tradicionales son incompatibles con estos entornos. Los sistemas hidráulicos utilizan cientos de litros de aceite a presión, propensos a microfugas y a la formación de niebla de aceite en aerosol, lo que contamina gravemente el aire filtrado por HEPA de la sala blanca.
De grado médico moderno Máquinas ISBM utilizar Tecnología de servocontrol totalmente eléctricoAl sustituir los fluidos hidráulicos por motores eléctricos de precisión y husillos de bolas cerrados, estas máquinas no generan neblina de aceite y operan con emisiones de partículas drásticamente reducidas. Además, las carcasas de acero inoxidable y las superficies aptas para lavado de las plataformas ISBM avanzadas están diseñadas específicamente para cumplir con los estrictos protocolos de limpieza y desinfección farmacéuticos.
3. Dominando los polímeros de grado médico: Más allá del PET
Si bien el PET es omnipresente en la industria de las bebidas, los envases farmacéuticos suelen requerir polímeros especiales capaces de soportar temperaturas extremas, ofrecer resistencias químicas específicas o sobrevivir a rigurosos procesos de esterilización. La tecnología One-Step ISBM destaca por su capacidad para gestionar con precisión los complejos perfiles térmicos necesarios para moldear estas resinas avanzadas.

Polipropileno (PP): El campeón de las barreras contra la humedad
El polipropileno es un material básico en el envasado de productos médicos, utilizado frecuentemente para frascos de infusión intravenosa (IV), suspensiones líquidas orales y gotas oftálmicas. El PP ofrece una barrera excepcionalmente alta contra la transmisión de vapor de agua (MVTR), lo que evita que los medicamentos líquidos se evaporen durante su vida útil.
La ventaja de ISBM: El PP es notoriamente difícil de procesar en una máquina de dos etapas debido a su baja absorción de calor infrarrojo y su estrecho rango termoplástico. Si una preforma de PP fría se recalienta de forma desigual, se romperá o se agrietará. El proceso ISBM de una etapa evita este problema por completo al aprovechar el calor residual de la fase de inyección, lo que garantiza que la preforma de PP alcance la temperatura exacta y uniforme necesaria para una orientación biaxial perfecta y una transparencia similar a la del vidrio.
Policarbonato (PC): Resistencia al impacto inquebrantable
El policarbonato ofrece una transparencia similar a la del vidrio, combinada con una resistencia al impacto prácticamente irrompible. Se utiliza frecuentemente para envases de medicamentos liofilizados (secado por congelación), donde el vial debe soportar temperaturas extremadamente bajas sin volverse quebradizo, así como para frascos de reactivos de diagnóstico de alta gama.
La ventaja de ISBM: La policarbonato (PC) requiere temperaturas de inyección extremadamente altas y una fuerza de sujeción masiva. Las máquinas ISBM de alta gama proporcionan la estructura mecánica rígida necesaria para inyectar PC sin generar tensiones residuales, lo que garantiza que el vial médico final no se agriete bajo la presión de los procesos de sellado al vacío o liofilización.
Polifenilsulfona (PPSU): La élite autoclavable.
El PPSU representa la máxima expresión de los plásticos de grado médico. Capaz de soportar una exposición continua al calor superior a 200 °C, el PPSU es el material ideal para recipientes de succión quirúrgica, biberones de alta gama y dispositivos médicos reutilizables que deben someterse a esterilización repetida con vapor a alta presión (autoclave) sin degradarse ni perder transparencia.
La ventaja de ISBM: Muchos competidores pasan por alto el PPSU debido a que requiere equipos altamente especializados. El procesamiento del PPSU exige una metalurgia de cilindros especializada para prevenir el desgaste por corrosión y una gestión térmica de extrema precisión. Una máquina ISBM avanzada, equipada con canales calientes de alta temperatura y circuitos de refrigeración especializados, es la única forma fiable de estirar y soplar el PPSU, manteniendo su integridad estructural y asegurando que permanezca completamente libre de bisfenol A (BPA) y otras sustancias lixiviables.
4. La importancia crítica de la precisión en el acabado del mástil
En el envasado farmacéutico, la seguridad del frasco depende exclusivamente de su cierre. Una desviación microscópica en la rosca del cuello del frasco puede provocar oxidación, entrada de humedad o fugas de principios activos farmacéuticos (API) altamente potentes. En este aspecto, la tecnología ISBM supera con creces al moldeo por extrusión-soplado (EBM).
Roscado por inyección frente a pasadores de soplado por extrusión
En la fabricación por inyección de electrones (EBM), el cuello se forma mediante un pasador de soplado que empuja el plástico hacia afuera contra el molde. Esto suele resultar en un diámetro interno irregular, superficies de sellado desiguales y la necesidad de un recorte secundario (desbarbado), lo que genera partículas de plástico peligrosas.
Por el contrario, el primer paso de ISBM es moldeo por inyección Acabado del cuello. El plástico fundido se inyecta a una presión inmensa en una cavidad de acero de alta precisión. Esto crea un cuello con una precisión dimensional micrométrica. El diámetro interno es perfectamente liso (esencial para el sellado con lámina de inducción o la inserción del tapón dosificador), y la superficie de sellado es totalmente plana. Dado que el cuello nunca se recalienta ni se deforma durante la fase de soplado posterior, su geometría permanece impecable.

Cierres a prueba de niños (CRC) y retención de torsión
Las normativas suelen exigir que los medicamentos con receta utilicen cierres de seguridad para niños. Estos sofisticados cierres se basan en un mecanismo específico de presión y giro que ejerce una tensión constante sobre la rosca del frasco. Si la rosca es débil o tiene un tamaño inadecuado, el plástico se deformará con el tiempo, lo que provocará la falla del mecanismo de cierre y hará que el envase sea inseguro.
La precisión del moldeo por inyección ISBM garantiza que el perfil de la rosca cumpla estrictamente con las tolerancias de ingeniería requeridas para las tapas CRC. Además, la orientación biaxial lograda durante la fase de estirado y soplado alinea las cadenas de polímero justo debajo del anillo del cuello, proporcionando la enorme resistencia circunferencial necesaria para mantener la retención de torque durante varios años de almacenamiento.
5. Perspectivas de expertos: Validación de equipos (IQ/OQ/PQ) y trazabilidad
Cuando las empresas farmacéuticas adquieren maquinaria, no solo compran una herramienta para fabricar frascos, sino también un proceso altamente regulado. Un aspecto que suele omitirse en las comparaciones de maquinaria genérica es el riguroso marco de validación necesario para poner en marcha una máquina en una instalación con certificación GMP.
El protocolo IQ/OQ/PQ
Los proveedores de ISBM de alta gama deben ofrecer documentación completa y soporte de ingeniería para superar el proceso de validación de tres etapas:
- Calificación de instalación (IQ): Verificar que la máquina ISBM, sus enfriadores y secadores de resina estén instalados exactamente según las especificaciones higiénicas del fabricante, incluido el uso de lubricantes aprobados por la FDA y cableado certificado para salas blancas.
- Calificación Operativa (CO): Prueba de los límites operativos de la máquina. En el caso de una máquina ISBM que utiliza un PC médico, esto implica comprobar que se activan las alarmas y la máquina se detiene si las presiones de inyección o las temperaturas de la banda calefactora se desvían de los parámetros validados.
- Calificación de desempeño (PQ): Demostrar que la máquina produce botellas que cumplen de forma consistente con todas las especificaciones físicas y dimensionales (por ejemplo, grosor de la pared, resistencia a la prueba de caída, precisión del volumen de la gota) durante ciclos de producción prolongados en condiciones reales.
Trazabilidad de datos y la norma 21 CFR Parte 11 de la FDA
Las auditorías farmacéuticas modernas requieren un registro de datos ininterrumpido. Las máquinas ISBM avanzadas incorporan sofisticados sistemas PLC (Controladores Lógicos Programables) diseñados para cumplir con la norma FDA 21 CFR Parte 11. Estos sistemas registran los datos específicos de temperatura, presión y tiempo de cada ciclo. Si se detecta un defecto en un lote de medicamento años después, el fabricante puede consultar los registros seguros e inalterables de la máquina ISBM para demostrar que el envase se moldeó dentro de los parámetros validados con precisión, protegiendo así a la empresa de cualquier responsabilidad.
6. Economía: Alta rentabilidad de las inversiones en mercados de alto margen
Las resinas de grado médico, como el PPSU y el PC farmacéutico, son exponencialmente más caras que los plásticos de embalaje convencionales. En estos entornos de producción de alto margen y alto riesgo, minimizar los residuos es la vía más directa para obtener un rápido retorno de la inversión (ROI).
Dado que One-Step ISBM no produce rebabas (residuos plásticos que deben eliminarse, comunes en EBM), alcanza una tasa de utilización de material cercana a 100%. Además, la eliminación de los equipos de desbarbado posteriores reduce el espacio necesario en la planta, disminuye los costos de mano de obra secundaria y elimina la maquinaria difícil de esterilizar. Al combinar tasas de desperdicio ultrabajas con una producción de alta calidad y gran valor, el costo total de propiedad (TCO) de una máquina ISBM de última generación se amortiza rápidamente, transformando un gasto de capital en un activo altamente rentable.

Asegure su cadena de suministro farmacéutico
La producción de envases farmacéuticos exige una precisión absoluta, el estricto cumplimiento de las Buenas Prácticas de Fabricación (BPF) y el dominio de polímeros avanzados como PP, PC y PPSU. En ISBM Solution, diseñamos maquinaria que no solo fabrica frascos, sino que garantiza la seguridad del paciente y protege su marca.