Cómo elegir la máquina ISBM adecuada: 7 factores clave que los compradores deben evaluar
Seleccionar un máquina de moldeo por soplado y estirado por inyección Es una decisión de capital que determinará la economía de su producción durante diez años o más. Sin embargo, la información disponible en línea, incluso en la mayoría de los sitios web de los fabricantes, reduce el proceso de selección a cuatro criterios superficiales: volumen de producción, tamaño de la botella, tipo de material y "buen servicio posventa". Ninguna de estas fuentes proporciona el marco cuantitativo que un ingeniero de compras realmente necesita. Antes de evaluar cualquier modelo de máquina específico, primero confirme que sus propios requisitos estén definidos con precisión en los siete factores que se detallan a continuación. Para obtener más información sobre el proceso de producción ISBM, consulte nuestra Guía del principio de funcionamiento de la máquina ISBM y el Comparación entre una y dos etapas.
7 factores clave
F1
Recuento de caries
F2
Compatibilidad del material.
F3
Sistema de transmisión
F4
Nivel de automatización
F5
Canal caliente y moldeo
F6
Certificaciones
F7 ⭐
Servicio posventa
Factor 01
Calcule el número de cavidades necesarias antes de evaluar cualquier máquina.
Todas las guías de la competencia recomiendan seleccionar el número de cavidades según el volumen de producción. Ninguna proporciona la fórmula. Esta omisión es la causa del error más común en la compra de ISBM: elegir el número de cavidades por intuición en lugar de basarse en cálculos, para luego descubrir una falta de capacidad de 20 a 30% tras la puesta en marcha. Empiece por aquí, antes de consultar cualquier catálogo de productos.
La fórmula para el recuento de caries: referencia destacada
Cavidades requeridas = HPB objetivo ÷ (3600 ÷ Tiempo de ciclo en segundos)
Ejemplo: Producción objetivo = 3600 bph / Tiempo de ciclo = 20 s (botella de agua de 500 ml)
Salida de cavidad única = 3600 ÷ 20 = 180 botellas/hora
+ Margen de eficiencia 20% → especificar 24 cavidades
Margen de eficiencia por entorno de producción
Entorno de producción
Margen de eficiencia
Multiplicador de cavidades
Un único SKU, producción continua y estable.
15%
Recuento bruto × 1,15
Múltiples referencias con cambios frecuentes.
20–25%
Recuento bruto × 1,20–1,25
Aplicación farmacéutica/de precisión
20% + ventana de control de calidad
Redondeado a la siguiente especificación estándar
Producción de mezclas de rPET (contenido >25%)
25%
Recuento bruto × 1,25
Valores de referencia del tiempo de ciclo por tipo de botella
Categoría de botella
Volumen
Tiempo de ciclo típico
Agua/bebida estándar
250–500 ml
15–18 segundos
Agua/bebida estándar
1–2 litros
18–22 años
Cosmético / especialidad asimétrica
50–200 ml
18–24 años
Tarro/envase de boca ancha
250 ml–1 L
22–28 s
Aceite comestible / botella con asa
1–5 litros
25–35 segundos
⚠️
Importante: Nunca utilice la producción máxima como base para su planificación.
Las hojas de especificaciones de las máquinas indican la producción teórica máxima en condiciones ideales de un solo SKU y sin cambios de formato. La base de planificación de la producción debe ser la producción nominal, que suele ser de entre 75 y 85 TP3T del máximo indicado. El uso de la producción máxima para los cálculos de cavidades es la causa más común de decepción en la capacidad tras la puesta en marcha.
Factor 02
Compatibilidad de materiales: es más que solo decir "PET".
La mayoría de las guías enumeran el PET, el PP y el PC como los materiales comunes para ISBM. Lo que omiten es el punto crítico: los diferentes materiales requieren configuraciones de máquina significativamente diferentes. Una máquina optimizada para PET puede requerir modificaciones de hardware importantes, o ser completamente inadecuada, para la producción de PP o PC. Establecer su programa completo de materiales antes de seleccionar una máquina evita costosas adaptaciones posteriores a la entrega. Para obtener información científica completa sobre el comportamiento del PET durante el procesamiento, consulte nuestra Guía del proceso de fabricación de botellas de PET.
Requisitos de configuración de material a máquina
Material
Temperatura de fusión
Configuración especial
Aplicación clave
MASCOTA
270–285 °C
Secador desecante (punto de rocío ≤−40 °C) obligatorio
Bebida, agua, comida
PÁGINAS
200–230 °C
Relación L/D del tornillo diferente; temperaturas más bajas en la zona del cilindro.
Productos médicos, cosméticos y de llenado en caliente.
ordenador personal
260–300 °C
Controlador de moldes de alta temperatura (≥80 °C); secado previo imprescindible.
Dispensadores de agua, médicos
PETG / PCTG
230–260 °C
Configuración similar a la de PET; confirmar la compatibilidad del rango de IV
Cosméticos, envases para regalos
Tritán
240–270 °C
Se requiere verificación de cumplimiento sin BPA
Productos para bebés, deportes
rPET ♻️
265–280 °C
Control de temperatura servo (±0,5 °C); compensación de corriente-tensión
Embalaje sostenible
♻️
Compatibilidad con rPET: Un requisito indispensable para la contratación pública en 2025.
Un número creciente de clientes propietarios de marcas están incluyendo los requisitos de contenido de rPET 25–50% directamente en las especificaciones de sus proveedores de envases. Adquirir una máquina sin capacidad verificada para rPET hoy conlleva el riesgo de una costosa adaptación en un plazo de dos a tres años. El rPET tiene una viscosidad intrínseca menor (0,04–0,08 dL/g inferior a la del PET virgen), lo que requiere un control más estricto de la temperatura de acondicionamiento y un rango de parámetros de proceso más amplio que el PET estándar.
PREGUNTE DIRECTAMENTE A SU PROVEEDOR:
“¿Su máquina admite mezclas de rPET de hasta 50%? ¿Qué ajustes de parámetros se requieren y cuál es el rango mínimo/máximo de IV que puede manejar su estación de acondicionamiento?”
Factor 03
Sistema hidráulico vs. servohidráulico vs. totalmente eléctrico: La decisión sobre el sistema de accionamiento
La selección del sistema de accionamiento es la decisión de configuración con el mayor impacto a largo plazo en el costo operativo; sin embargo, es la dimensión que se aborda más superficialmente en las guías de la competencia, generalmente tratada con una sola frase que indica que "hay opciones servo disponibles". La elección entre accionamientos hidráulicos, servohidráulicos y totalmente eléctricos afecta el consumo de energía, la precisión, el ruido, el costo de mantenimiento y la idoneidad de la aplicación de maneras que se acumulan a lo largo de los diez años de vida útil de la máquina. Para el papel de la precisión en calidad de orientación biaxialConsulte nuestra guía especializada.
Comparación de sistemas de transmisión: 7 dimensiones
Dimensión
Hidráulico tradicional
Servohidráulico (híbrido)
Totalmente eléctrico (servo)
consumo de energía
Línea base — 100%
60–70% de la línea de base
50–60% de la línea de base
Costo de compra inicial
Más bajo
Medio
Máximo
Repetibilidad del posicionamiento
±0,5 mm
±0,1 mm
±0,05 mm
Nivel de ruido de funcionamiento
75–85 dB
65–75 dB
55–65 dB
Requisitos de mantenimiento
Aceite hidráulico, juntas, bomba: frecuentes
Aceite hidráulico + servicio de motor
Mínimo: sin sistema hidráulico.
Temperatura / ambiente
Amplia gama, robustez
Amplia gama, robustez
Requiere protección contra polvo y humedad.
movimiento de alta velocidad
Limitado: retraso de presión
Buena respuesta
Lo mejor de su clase
Hidráulico tradicional
Ideal cuando: el presupuesto de capital es limitado, la producción se realiza en uno o dos turnos, la planta ya cuenta con experiencia en mantenimiento hidráulico y la aplicación no requiere precisión (botellas redondas estándar).
No recomendado para entornos farmacéuticos/GMP.
Servohidráulico ✅ Uso generalizado
Ideal para: equilibrar el costo de capital con la eficiencia operativa; volúmenes de producción medios a altos; la mayoría de las aplicaciones de bebidas, cosméticos y alimentos en PET. La configuración más utilizada en nuevas instalaciones.
Opción predeterminada recomendada para la mayoría de los compradores.
Servomotor totalmente eléctrico
Ideal cuando: se requieren salas blancas GMP (riesgo cero de contaminación por aceite hidráulico); producción de alta intensidad las 24 horas; botellas pequeñas de alta precisión (50–250 ml); objetivo de máxima eficiencia de TCO a largo plazo.
Requerido para el Anexo 1 de las Buenas Prácticas de Fabricación (BPF) farmacéuticas
💡
Perspectiva del costo total de propiedad a 10 años en la selección de unidades de accionamiento
Con una producción anual de 5 millones de botellas y una tarifa eléctrica industrial de 0,8 ¥/kWh, una máquina totalmente eléctrica ahorra aproximadamente entre 40 000 y 60 000 ¥ al año en comparación con una máquina hidráulica tradicional. A lo largo de los 10 años de vida útil de la máquina, este ahorro acumulado de entre 400 000 y 600 000 ¥ suele compensar, o incluso superar, el sobreprecio inicial de la configuración totalmente eléctrica.
Factor 04
Defina el nivel de automatización adecuado: desde la automatización semiautomática hasta la Industria 4.0.
Las guías de la competencia tratan el término "totalmente automático" como un punto final binario, como si todas las máquinas totalmente automáticas fueran equivalentes. En la práctica, la automatización ISBM existe en cinco niveles distintos, cada uno de los cuales requiere una inversión de capital, una asignación de mano de obra y una infraestructura de integración diferentes. Adquirir un nivel de automatización superior al que su operación está preparada para soportar supone un desperdicio de capital y una mayor complejidad en el mantenimiento sin aportar valor. La forma más sencilla de determinar su nivel objetivo es: ¿Cuántos operarios especializados por máquina y por turno está dispuesto a contratar? Esta simple pregunta determina tu nivel de automatización.
Estándares de nivel de automatización de ISBM: marco de 5 niveles
Nivel
Nombre
Definición
Operadores/Máquina
Más adecuado para
L1
Semiautomático
Carga manual de preformas; soplado y expulsión automáticos.
2–3
Investigación y desarrollo, producción en lotes pequeños, prototipos, frascos asimétricos especiales
L2
Automático completo básico
Carga automática de preformas + transportador de salida automática de botellas
1–2
Producción de botellas estándar de volumen medio, alimentos y bebidas.
L3
Control de calidad totalmente automático y en línea
Sistema de inspección visual L2+ integrado; rechazo automático
1
Aplicaciones para alimentos, cuidado personal y bebidas reguladas
L4
Automático completo + MES
Carga de datos L3 + OEE/producción al sistema ERP/MES
1 por cada 2 máquinas
Grandes fabricantes, plantas con certificación ISO
L5
Industria 4.0
L4 + mantenimiento predictivo + control remoto de parámetros
1 por cada 4 o más máquinas
Buenas prácticas de fabricación (GMP) farmacéuticas, cosméticos de primera calidad, fabricación de precisión de alta gama.
Equipo necesario en cada nivel de automatización
L2+ Cargador/tolva automático de preformas, cinta transportadora de salida, sensor de orientación del acabado del cuello
Nivel 3+ Sistema de inspección por cámara en línea (apariencia + dimensional), puerta de rechazo automático, estación de control de calidad de muestras.
Nivel 4+ Interfaz de datos OPC-UA/MQTT, módulo OEE, conector API ERP/MES, panel de informes de producción
Nivel 5+ Sensores de mantenimiento predictivo (vibración, temperatura, calidad del aceite), acceso VPN remoto, módulo de optimización de parámetros mediante IA.
Factor 05
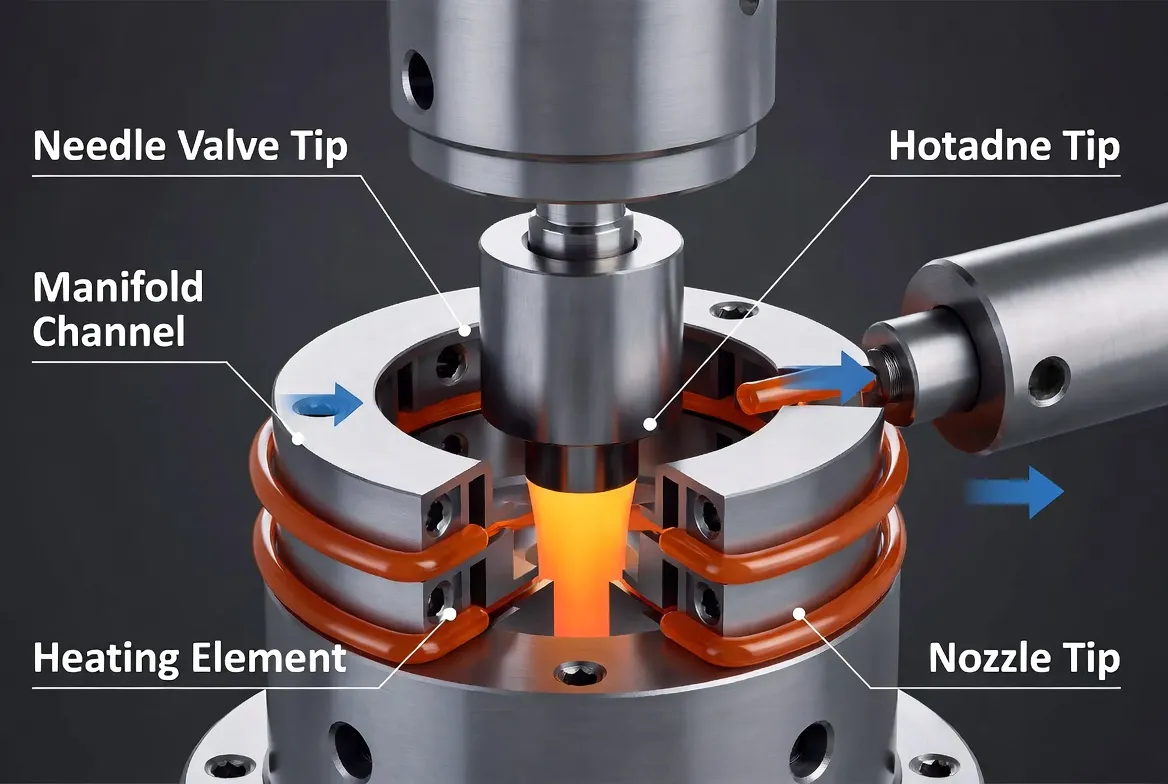
Sistema de canal caliente y compatibilidad con moldes: el factor oculto que impulsa los costos a largo plazo.
La elección del sistema de canal caliente y del molde representa quizás la dimensión menos analizada en la adquisición de ISBM. El precio de compra de la máquina es un costo único; la inversión en utillaje es un costo recurrente que aumenta con cada nuevo lanzamiento de producto, cada cambio de SKU y cada reformulación de producto. Para operaciones con carteras de productos diversas, el costo total del utillaje durante 10 años suele superar el costo original de la máquina. Para obtener orientación detallada sobre la geometría de la preforma que impulsa las decisiones de diseño del utillaje, consulte nuestra Guía de diseño de preformas ISBM.
Selección del tipo de compuerta de canal caliente
Tipo de puerta
Características clave
Rango de cavidades
Riesgo / Nota
Puerta directa
Estructura más simple, menor costo
1–2 cavidades
Marca de puerta visible: no apto para botellas transparentes de alta calidad.
Compuerta de válvula ✅
Mínima marca de entrada; máxima precisión; secuencia de llenado más limpia
2–16 cavidades
Mayor coste y mayores requisitos de mantenimiento; muy recomendable para cosméticos y productos farmacéuticos.
Puerta abierta
Menor coste que la compuerta de válvula; marca aceptable para aplicaciones no transparentes.
2–8 cavidades
Riesgo de formación de hilos; no apto para botellas transparentes con estética prémium.
3 preguntas sobre compatibilidad de moldes que debe hacer a cada proveedor.
Q1
¿Esta máquina acepta moldes de otros fabricantes (SIPA, Netstal, dimensiones estándar ASB)?
El uso exclusivo de moldes patentados aumenta significativamente el costo de las herramientas a largo plazo y elimina la posibilidad de obtener moldes de la competencia. Insista en interfaces de moldes con estándares abiertos.
Segundo trimestre
Al cambiar el formato del producto, ¿es necesario reemplazar todo el sistema de canal caliente o solo la mitad de la cavidad fría?
El uso de un sistema de canal caliente compartido y múltiples mitades de canal frío reduce drásticamente el costo de utillaje por SKU. Esta es una importante ventaja en términos de costos que debe confirmarse explícitamente.
Tercer trimestre
¿Qué grado de acero para moldes es el estándar y cuál es la vida útil certificada del molde en impresiones?
Acero P20/718: 200–300 millones de impresiones. Acero templado H13/S136: 500–1000 millones de impresiones. Se requiere garantía por escrito, no un presupuesto verbal.
Factor 06
Certificaciones y cumplimiento normativo: requisitos indispensables para las industrias reguladas.
Las certificaciones y los requisitos de cumplimiento están completamente ausentes en las guías de la competencia sobre este tema. Para la mayoría de los compradores de cosméticos, alimentos o bebidas, esta omisión es simplemente un inconveniente. Para los compradores de productos farmacéuticos, infantiles o que exportan a la UE/EE. UU., se trata de un requisito indispensable que bloquea la adquisición y que debe resolverse antes que cualquier otro factor. Si se descubre un problema de incumplimiento después de la entrega de la maquinaria, se enfrenta a una costosa adaptación, la suspensión de la producción o el rechazo regulatorio del embalaje, consecuencias que no se pueden afrontar fácilmente.
Certificaciones requeridas por industria y mercado de exportación
Industria/Mercado
Certificación/Estándar requerido
Autoridad / Reglamento
Envases para contacto con alimentos de la UE
Marcado CE + Cumplimiento de la normativa UE 10/2011 sobre materiales
Comisión Europea
Envases de alimentos y bebidas en EE. UU.
FDA 21 CFR 177.1630 (Contacto con alimentos para mascotas)
FDA de EE. UU.
Farmacéutica (Buenas Prácticas de Fabricación)
Marcado CE + materiales de la máquina conformes con el Anexo 1 de las GMP de la UE.
EMA / GMP de la UE
Productos para bebés/infantes
Declaración libre de BPA + Certificación de materiales Tritan / PPSU
organismos regionales de seguridad del consumidor
Exportar a la Unión Europea
Marcado CE — Directiva de Máquinas 2006/42/CE (seguridad de las máquinas)
Órgano notificado de la UE
Exportar a Japón
Documentación de conformidad equivalente a JIS B 6021
JISC
⚠️ Cómo verificar la autenticidad de un certificado CE: 3 pasos
01
Solicite el documento original de la Declaración de Conformidad (DoC), No se trata de una referencia en un folleto ni de una pegatina en la máquina. El documento de conformidad debe indicar el nombre específico del organismo notificado y su número de identificación de 4 dígitos.
02
Verifique el número del organismo notificado. En la base de datos NANDO de la Comisión Europea (ec.europa.eu/growth/tools-databases/nando). Los certificados CE de organismos inexistentes o excluidos de la lista no son legalmente válidos para la importación en la UE.
03
Confirme el número de modelo La documentación de conformidad (DoC) coincide exactamente con el modelo de máquina que está adquiriendo, incluyendo cualquier sufijo de configuración. Un certificado CE para el modelo HGY150 no cubre automáticamente el modelo HGY150-V4-EV.
Factor 07 ⭐
Soporte posventa: el factor más subestimado en la adquisición de maquinaria.
Todas las guías de la competencia terminan con una variante de: «Elija un fabricante de buena reputación con un buen servicio de atención al cliente». Esto no aporta información práctica. La lista de verificación de auditoría de 7 puntos que se presenta a continuación transforma la evaluación posventa, pasando de una impresión subjetiva a una evaluación del proveedor verificable y documentada. Úsela como un cuestionario estructurado durante el proceso de evaluación de proveedores, no después de la firma del contrato.
①
Acuerdo de nivel de servicio (SLA) con tiempo de respuesta
Preguntar: “Cuando mi máquina sufre una avería crítica que provoca una parada, ¿cuál es el tiempo de respuesta que se comprometen a proporcionar por escrito?”
⛔ Señal de alerta: No hay acuerdo de nivel de servicio (SLA) por escrito; solo se habla de "lo antes posible".
②
Inventario y logística de repuestos
Preguntar: “¿Dónde se encuentra el almacén más cercano con existencias de piezas de desgaste críticas? ¿Cuál es el plazo de entrega para una aguja de válvula de canal caliente o un módulo de servomotor?”
✅ Estándar: Stock regional; piezas críticas ≤5 días hábiles
⛔ Señal de alerta: “Todas las piezas se piden a la fábrica de China” / plazo de entrega de más de 4 semanas
③
Capacidad de diagnóstico remoto
Preguntar: “¿La máquina admite diagnósticos de acceso remoto? ¿Qué protocolo utiliza? ¿Dónde se almacenan nuestros datos de producción?”
✅ Estándar: Acceso OPC-UA / VPN; lectura de parámetros en tiempo real; biblioteca de códigos de error
⛔ Señal de alerta: No hay acceso remoto; se requiere una visita física al sitio para leer los registros de fallas.
④
Instalación y formación del operador
Preguntar: “¿Cuántos días dura la capacitación de puesta en marcha? ¿Se proporciona un manual de operación completo y una biblioteca de videos de capacitación en nuestro idioma?”
✅ Estándar: 5-10 días para la puesta en marcha in situ; 3-5 días de formación del operador; manual completo.
⛔ Señal de alerta: Capacitación de menos de 3 días; el manual está traducido automáticamente e incompleto.
⑤
Cobertura de ingenieros de servicio locales
Preguntar: ¿Cuántos técnicos de servicio residentes tienen en [su país/región]? ¿En qué ciudades? ¿Pueden facilitarnos sus datos de contacto directos?
✅ Estándar: Ingenieros designados con contacto directo en la ciudad; contrato de servicio disponible.
⛔ Señal de alerta: “Tenemos una red global de socios” — no se proporcionan contactos identificados.
⑥
Condiciones de la garantía en detalle
Preguntar: “¿Cuál es el período de garantía? ¿Qué componentes están cubiertos? ¿Qué está explícitamente excluido? ¿Están cubiertos el sistema de canal caliente y el sistema eléctrico?”
✅ Estándar: 12–18 meses de garantía para toda la máquina; sistema de canal caliente y sistema eléctrico incluidos; piezas de desgaste excluidas
⛔ Señal de alerta: Garantía inferior a 12 meses; cláusulas de exclusión excesivas; ausencia de documento de garantía por escrito.
⑦
Acceso de referencia para clientes
Preguntar: “¿Podría facilitarme los datos de contacto directos de tres clientes actuales de mi sector para que pueda preguntarles directamente sobre su experiencia, incluyendo cualquier problema que hayan tenido?”
✅ Estándar: Provisión proactiva; se fomenta el contacto independiente; se prefiere personal técnico sobre el departamento de compras.
⛔ Señal de alerta: Se niega a proporcionar información de contacto; solo redirige a testimonios de marketing.
Herramienta de evaluación
Cuadro de mando de evaluación de proveedores de maquinaria ISBM
Utilice esta tabla de puntuación para comparar varios proveedores según los mismos siete criterios. Califique cada factor del 1 al 10, multiplíquelo por su ponderación y súmelos para obtener una puntuación ponderada final. Las ponderaciones que se muestran a continuación reflejan una aplicación general estándar: los compradores farmacéuticos deben aumentar F6 (Certificaciones) a 25% y reducir F3/F5 proporcionalmente.
Cuadro de mando comparativo de proveedores: 7 factores ponderados
Factor de evaluación
Peso
Proveedor A (Puntuación /10)
Proveedor B (Puntuación /10)
Proveedor C (Puntuación /10)
F1 · Coincidencia entre el número de cavidades y la salida
20%
__ / 10
__ / 10
__ / 10
F2 · Compatibilidad de materiales (incluido rPET)
10%
__ / 10
__ / 10
__ / 10
F3 · Ajuste del TCO del sistema de transmisión
15%
__ / 10
__ / 10
__ / 10
F4 · Coincidencia de nivel de automatización
15%
__ / 10
__ / 10
__ / 10
F5 · Canal caliente / flexibilidad del molde
10%
__ / 10
__ / 10
__ / 10
F6 · Certificaciones y cumplimiento
15%
__ / 10
__ / 10
__ / 10
F7 · Soporte posventa (auditoría de 7 puntos)
15%
__ / 10
__ / 10
__ / 10
Puntuación total ponderada
100%
—
—
—
Nota: Para aplicaciones farmacéuticas, aumente el peso de F6 a 25% y reduzca F3 a 10% y F5 a 8% en consecuencia.
Alerta de riesgo
7 errores comunes al comprar máquinas ISBM y cómo evitarlos
Todo el contenido de la competencia sobre este tema presenta únicamente orientación positiva. Este módulo aborda la dimensión que omiten sistemáticamente: los errores específicos y evitables que constantemente cuestan dinero a los compradores, provocan tiempos de inactividad en la producción o generan riesgos regulatorios. Cada uno de los siguientes puntos se basa en patrones reales observados en las decisiones de adquisición de ISBM. Si ha llegado a este punto de su evaluación, ya está evitando la mayoría de ellos. Para el diagnóstico de defectos en la producción, consulte nuestra Guía de defectos de ISBM.
ERROR 01
Comparación del precio de compra en lugar del costo total de propiedad a 10 años.
Una máquina que cuesta 100 000 yenes más inicialmente, pero que ahorra 301 TP3T de energía anualmente, recuperará esa diferencia en 3-4 años y seguirá ahorrando durante los 6-7 años restantes de su vida útil. Las comparaciones de precios de compra sin modelar el costo total de propiedad favorecen sistemáticamente a la máquina equivocada.
ERROR 02
Uso de la producción máxima para planificar el recuento de cavidades
Especificar el número de cavidades en función de la producción máxima declarada de la máquina —sin aplicar un margen de eficiencia de 15–25%— produce un déficit sistemático de capacidad de producción de 20–30%. La fórmula del Factor 1 evita este error por completo.
ERROR 03
Omitir la verificación de compatibilidad de rPET
Las máquinas adquiridas sin una verificación explícita de rPET se enfrentan a una costosa adaptación cuando los clientes de marca imponen requisitos de rPET, algo que está ocurriendo a un ritmo acelerado en los mercados europeos, norteamericanos y australianos. Una simple pregunta de verificación de 5 minutos ahora evita una adaptación de más de 200 000 yenes en 24 meses.
ERROR 04
Especificaciones del sistema de canal caliente (sin tener en cuenta)
La falla de la aguja de la válvula de canal caliente en un componente importado puede implicar una espera de 4 a 6 semanas para obtener repuestos de un proveedor con inventario exclusivo en el extranjero. Confirme la disponibilidad regional de repuestos, específicamente para componentes de canal caliente, antes de firmar cualquier contrato.
ERROR 05
Considerar la “automatización total” como fabricación inteligente.
Una máquina totalmente automática (nivel 2) sin interfaces de datos no puede conectarse a un sistema MES de fábrica, no puede generar informes OEE ni admitir el mantenimiento predictivo. Si su fábrica opera o planea operar un sistema de producción digital, confirme que la máquina tenga una salida de datos OPC-UA o MQTT antes de comprarla.
ERROR 06
Aceptar un certificado CE sin verificación por parte de un organismo notificado.
La falsificación y la caducidad de los certificados CE son un fenómeno documentado en el sector de la importación de maquinaria. Una verificación de 5 minutos del número del Organismo Notificado en la base de datos NANDO de la CE (véase el Factor 6) elimina por completo este riesgo. Nunca acepte una etiqueta CE ni una referencia en un folleto como prueba de conformidad.
ERROR 07
No hay SLA en el contrato de servicio.
Sin un acuerdo de nivel de servicio (SLA) por escrito que defina los tiempos máximos de respuesta y resolución, un proveedor que experimente una interrupción del servicio no tiene ninguna obligación contractual de priorizar su máquina. La frase «Estamos organizando una visita» no tiene validez legal a menos que el contrato especifique que un técnico debe llegar en un plazo de 48 horas. Incluya los términos del SLA en su orden de compra, no solo en su lista de deseos.
Preguntas frecuentes
Preguntas frecuentes
¿Cuántas cavidades necesito para 3000 botellas por hora?
Utilizando la fórmula del Factor 1: para una botella de agua de 500 ml con un tiempo de ciclo de 18 segundos, la producción de una sola cavidad es de 3600 ÷ 18 = 200 botellas por hora. Se necesitan cavidades en bruto de 3000 ÷ 200 = 15 cavidades. Con un margen de eficiencia de 20% para una operación con SKU mixtos, especifique una máquina de 18 cavidades. Para la producción continua de un solo SKU, una máquina de 16 cavidades con un margen de 15% es suficiente. Siempre redondee al alza a la configuración estándar disponible más cercana y confirme con su proveedor de máquinas utilizando el tiempo de ciclo real para el diseño específico de su botella.
¿Cuál es la diferencia entre las máquinas ISBM servohidráulicas y las totalmente eléctricas?
Las máquinas servohidráulicas utilizan servomotores para controlar bombas hidráulicas de velocidad variable, reduciendo el consumo de energía a aproximadamente 60–701 TP3T de una línea base hidráulica tradicional, manteniendo la fuerza hidráulica para operaciones de alta carga de sujeción. Las máquinas totalmente eléctricas reemplazan todos los sistemas hidráulicos con servomotores que accionan directamente actuadores mecánicos, logrando aproximadamente 50–601 TP3T de la línea base de energía hidráulica tradicional, ruido casi nulo, repetibilidad de posicionamiento de ±0,05 mm y riesgo nulo de contaminación del aceite hidráulico. Las máquinas totalmente eléctricas tienen un costo inicial más alto, pero costos de mantenimiento y operación significativamente menores, y son la configuración requerida para entornos de salas blancas GMP farmacéuticas.
¿Qué configuración de máquina ISBM es la mejor para el envasado farmacéutico?
El envasado farmacéutico requiere cuatro elementos de configuración específicos: (1) sistema de accionamiento totalmente eléctrico: elimina el riesgo de contaminación por aceite hidráulico en entornos de salas blancas GMP; (2) canal caliente con compuerta de válvula: garantiza el punto de compuerta más limpio posible en frascos de precisión; (3) nivel de automatización L3 o superior: inspección visual en línea con rechazo automático y trazabilidad completa; (4) Marca CE con verificación confirmada por un organismo notificado y conformidad de los materiales con el Anexo 1 de las GMP de la UE. Los materiales de la máquina en contacto con las preformas deben especificarse como acero inoxidable de grado alimentario/farmacéutico o equivalente. Confirme explícitamente estos cuatro requisitos en su especificación de compra antes de evaluar a cualquier proveedor.
¿Cómo puedo verificar que la certificación CE de un proveedor de maquinaria sea auténtica?
Solicite el documento original de Declaración de Conformidad (DoC), no un folleto, una imagen del certificado ni una etiqueta de la máquina. La DoC debe incluir el nombre completo y el número de identificación de 4 dígitos del Organismo Notificado que emitió el certificado. Verifique este número en la base de datos NANDO de la Comisión Europea en ec.europa.eu/growth/tools-databases/nando; cualquier Organismo Notificado registrado aparecerá con su estado actual. Si el número del organismo no aparece, está vencido o ha sido dado de baja, la certificación CE no es legalmente válida para la importación en la UE. Confirme también que la designación exacta del modelo en la DoC coincide con el modelo de la máquina que está comprando.
¿Qué condiciones de servicio posventa debo exigir en un contrato de una máquina ISBM?
Como mínimo, su contrato de compra de la máquina ISBM debe incluir: (1) un acuerdo de nivel de servicio (SLA) por escrito que especifique una respuesta de diagnóstico remoto de ≤4 horas y la llegada del técnico in situ de ≤48 horas (Asia) o ≤72 horas (Europa/Américas); (2) un período de garantía de 12 a 18 meses que cubra la máquina completa, incluido el sistema de canal caliente y los componentes eléctricos, con las piezas de desgaste explícitamente excluidas; (3) un compromiso de disponibilidad de repuestos que especifique el plazo máximo de entrega para los componentes críticos; (4) la duración de la capacitación de puesta en marcha y el idioma de instrucción confirmados por escrito; (5) el protocolo de acceso remoto especificado (OPC-UA o VPN); y (6) un técnico de servicio local designado con los datos de contacto directos adjuntos al contrato. Cualquier proveedor que no esté dispuesto a comprometerse con estos términos por escrito debe ser considerado como un riesgo significativo para el servicio.
¿Listo para aplicar este marco de trabajo a una máquina específica?
El equipo de ingeniería de ISBM Solution trabaja con cada comprador potencial siguiendo este marco de evaluación, proporcionando cálculos del número de cavidades, comparaciones del coste total de propiedad (TCO) del sistema de accionamiento y recomendaciones de configuración específicas para cada aplicación, sin coste alguno antes de cualquier compromiso de compra.