Guía técnica para dominar las relaciones de soplado, la ingeniería de moldes y el acondicionamiento térmico en la producción de contenedores de gran diámetro.
1. Introducción: El cambio industrial hacia los frascos de PET de boca ancha
En el panorama actual del envasado, el tarro de boca ancha ha trascendido su función tradicional. Si bien antes predominaban los envases de vidrio pesado y frágil, categorías como los alimentos de alta gama (mantequillas de frutos secos, miel, conservas orgánicas), los cosméticos de alta gama (cremas de lujo, mantecas corporales) y la nutrición deportiva (proteínas en polvo, suplementos) están cambiando rápidamente a este tipo de envase. Moldeo por inyección-estirado-soplado (ISBM) se produjeron envases de PET. Este cambio se debe a una tríada de ventajas: una estética nítida, una reducción significativa del peso para ahorrar en logística y la seguridad inherente de los materiales irrompibles.
Sin embargo, desde el punto de vista de la fabricación, la producción de un frasco de boca ancha —generalmente definido como aquel con un diámetro de cuello superior a 50 mm— representa un desafío de ingeniería completamente diferente al de producir una botella de bebida estándar de cuello estrecho. Si bien una botella de refresco de 28 mm es un problema de producto básico "resuelto", un frasco de alimentos a granel de 110 mm lleva al límite los aspectos físicos de la ciencia de los polímeros y el diseño mecánico. Los fabricantes a menudo se enfrentan a obstáculos formidables: espesor de pared desigual, turbidez en secciones de paredes gruesas y el temido "cuello de botella radial". Comprender los matices de ingeniería de moldes y índices de explosión No solo es útil; es el requisito previo para una línea de producción exitosa y con un alto retorno de la inversión.
2. La física de la relación de explosión (BUR): superando el cuello de botella radial
Para dominar la producción de frascos de boca ancha, primero hay que entender el Índice de Explosión (BUR). BUR es la relación matemática entre las dimensiones de la preforma moldeada por inyección y las dimensiones finales del contenedor soplado. Normalmente se divide en dos vectores: Estiramiento axial (a lo largo) y Aro/Estiramiento radial (a lo ancho).
La paradoja de la boca ancha
En el ISBM estándar, queremos maximizar el estiramiento para inducir la “orientación biaxial”, que alinea las cadenas de polímero PET para crear resistencia y transparencia. Sin embargo, los frascos de boca ancha presentan una paradoja física: Cuanto mayor sea el cuello, más ancha deberá ser la preforma. Cuanto más ancha sea la preforma, menos espacio habrá para estirarla radialmente.
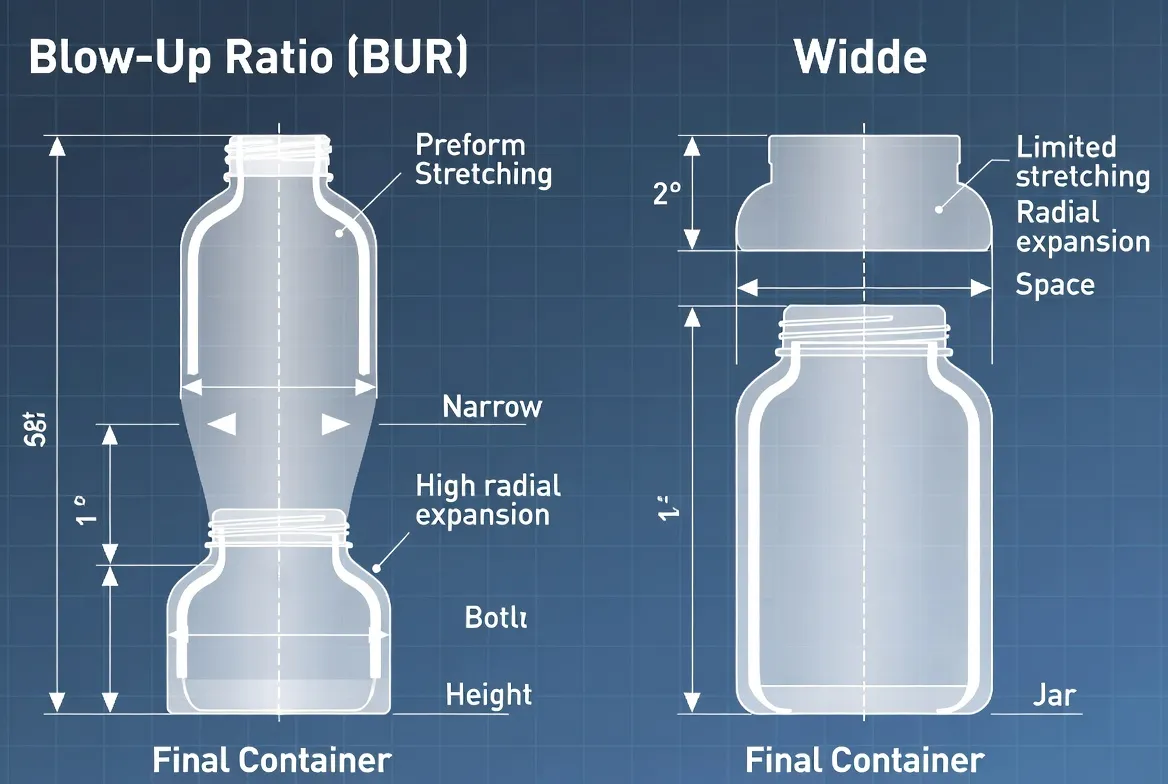
Si una preforma para un frasco de 80 mm ya tiene 75 mm de ancho, el estiramiento radial es mínimo. Sin una expansión radial suficiente, las cadenas de polímero permanecen desorientadas, lo que da como resultado un recipiente que carece de rigidez estructural, posee poca resistencia a la carga superior y es propenso a "deformarse" bajo presión o calor. Solución ISBMNuestro enfoque de ingeniería resuelve esto mediante la utilización de... geometría de preforma avanzadaAl diseñar preformas con un cuerpo "escalonado" o "cónico", conseguimos un cuerpo de preforma más estrecho en relación con el cuello ancho, recuperando así la elasticidad radial necesaria para garantizar que el frasco sea tan resistente como transparente.
3. Ingeniería de moldes para frascos de gran diámetro: compuertas, abrazaderas y refrigeración.
El diseño de moldes para frascos de boca ancha requiere un enfoque diferente al de la ingeniería estándar de botellas. La gran superficie de la base del envase y el volumen de material involucrado exigen soluciones mecánicas especializadas.
Diseño de la compuerta de inyección y flujo de fusión
Debido a que las preformas de boca ancha son inherentemente voluminosas, el PET fundido debe recorrer una mayor distancia dentro de la cavidad de inyección. Un mal diseño de la compuerta conduce a “Babosas frías” o “Marcas de flujo” Cerca de la base. Los moldes de boca ancha de alto rendimiento utilizan sistemas de canal caliente especializados con compuertas sobredimensionadas para garantizar un flujo laminar rápido. Esto minimiza la tensión de cizallamiento en el polímero, evitando que el remanente de la compuerta se convierta en un punto de debilidad estructural o un defecto visual en el frasco final.
El desafío del tonelaje de sujeción
La física del soplado de un frasco de boca ancha implica fuerzas inmensas. Si se está soplando un frasco con una base de 100 mm a 30 bares de presión, la fuerza que intenta separar las dos mitades del molde es significativamente mayor que la de una botella de agua estrecha. Las máquinas estándar a menudo sufren de “Apertura del molde” durante el ciclo de soplado, lo que resulta en un antiestético “rebote” (exceso de plástico) en la línea de separación. Las máquinas ISBM diseñadas para bocas anchas cuentan con unidades de sujeción de alta rigidez y a menudo incorporan sistemas de compensación de presión para mantener un cierre hermético durante todo el ciclo.
Circuitos de agua de refrigeración conformados
Los tarros cosméticos de boca ancha suelen tener bases extremadamente gruesas para imitar la sensación del vidrio de lujo. Es vital enfriar uniformemente estas secciones gruesas. Los moldes modernos utilizan Refrigeración conformada Circuitos de agua: canales impresos en 3D o mecanizados con precisión que siguen el contorno exacto de la base del recipiente. Esto evita las marcas de hundimiento y reduce los tiempos de ciclo hasta en un 151% en comparación con los canales de refrigeración tradicionales en línea recta.
4. Gestión térmica: Acondicionamiento de preformas de paredes gruesas
Una queja frecuente en la producción de envases de boca ancha es la turbidez o apariencia lechosa en el cuerpo del frasco. Esto casi siempre se debe a un problema de gestión térmica. Las preformas gruesas (a menudo de 4 a 7 mm de espesor) actúan como aislantes térmicos. Si la parte exterior de la preforma está a la temperatura ideal de soplado, el núcleo aún puede estar demasiado caliente o el interior demasiado frío.
La ventaja de la estación de acondicionamiento

En ISBM de un solo paso, el Estación de acondicionamiento es el secreto del éxito para los frascos de boca ancha. A diferencia de los sistemas de dos pasos que tienen dificultades para recalentar uniformemente las preformas gruesas con lámparas infrarrojas, el proceso de un paso toma una preforma que aún está caliente de la etapa de inyección y la "acondiciona". Los elementos de calentamiento/enfriamiento internos y externos igualan la temperatura en todo el espesor de la pared de PET. Esto evita cristalización térmica (que se vuelve blanco) y garantiza que el material esté en el estado termoplástico perfecto para la orientación biaxial, lo que da como resultado una transparencia similar a la del vidrio incluso en frascos de lujo de paredes gruesas.
5. Precisión inigualable en el cuello: La ventaja del sellado
Para los envases de boca ancha, la superficie de sellado es la dimensión más crítica. Ya sea un revestimiento de inducción para mantequilla de cacahuete o una junta de alta gama para una crema facial, el sellado depende de la planitud y redondez del acabado del cuello. En frascos con aberturas grandes, incluso una desviación de 0,2 mm puede provocar fugas u oxidación del producto.
Moldeo por inyección frente a recorte

En el moldeo por extrusión-soplado (EBM), el cuello a menudo se recorta o escaria, creando partículas y dejando una superficie de sellado rugosa. En el SBM de dos etapas, el cuello a veces puede deformarse durante el intenso proceso de recalentamiento. El ISBM de una etapa moldea por inyección el cuello a las dimensiones finales en la primera estación. Debido a que el cuello nunca se vuelve a recalentar a su punto de fusión, mantiene precisión a nivel micrométricoEsto garantiza que cada frasco tenga una superficie perfectamente plana para el sellado por inducción, lo que proporciona una seguridad a prueba de fugas 100% para contenidos de alto valor.
6. Retorno de la inversión y selección de máquinas: equilibrio entre cavitación y flexibilidad.
Al invertir en una máquina ISBM para frascos de boca ancha, el retorno de la inversión (ROI) se determina por cómo se equilibra Cavitación (número de frascos producidos por ciclo) con Tonelaje de máquina y Flexibilidad.
| Consideración | Estrategia de soluciones ISBM |
|---|---|
| Restricciones de espacio | Los frascos grandes requieren más espacio entre las cavidades. Las máquinas de alto tonelaje permiten fabricar moldes de boca ancha con múltiples cavidades sin comprometer la presión de cierre. |
| Cambios rápidos | Las máquinas One-Step permiten cambios de molde más rápidos, lo que posibilita que una sola máquina produzca frascos de 500 ml por la mañana y envases a granel de 2 litros por la tarde. |
| Reducción de desechos | El sistema de manipulación integrado "Zero-Scuff" evita los microarañazos que provocan rechazos en la producción de envases cosméticos de alta gama. |

Dominando el desafío de la boca ancha
La producción de frascos de boca ancha de clase mundial requiere más que una simple máquina; requiere una asociación de ingeniería que comprenda el delicado equilibrio de Diseño de preformas, índices de expansión y gestión del calorEn ISBMSolution, proporcionamos la experiencia técnica necesaria para convertir sus complejos diseños de embalaje en una realidad de alto rendimiento y alta precisión.